
Progress in recycling of Nd-Fe-B sintered magnet wastes∗
2019-08-06 02:05MingYue岳明XiaowenYin尹小文WeiqiangLiu刘卫强andQingmeiLu路清梅
Chinese Physics B 2019年7期
Ming Yue(岳明), Xiaowen Yin(尹小文), Weiqiang Liu(刘卫强), and Qingmei Lu(路清梅)
College of Materials Science and Engineering,Key Laboratory of Advanced Functional Materials(Ministry of Education),
Beijing University of Technology,Beijing,100124,China
Keywords: Nd-Fe-B sintered magnet,rare-earth resource recycling
1. Introduction
In 1984,Sagawa et al.[1]reported their invention of Nd-Fe-B sintered permanent magnets by the conventional powder metallurgy technique. Since then,the Nd-Fe-B sintered magnets have kept the record of energy product (from 290 kJ/m3to 474 kJ/m3) among all of the permanent magnets.[1,2]Due to their high energy density, the Nd-Fe-B sintered magnets currently have been applied in many fields, such as electronic information,household appliances,medical treatments,aerospace,energy-saving vehicles,and wind power.[3-6]These wide application fields,especially the new energy fields,bring the rapid increase in annual output of Nd-Fe-B magnets.[3]On the other hand, with the development of global environmental legislation,as well as the requirement of resources protection and sustainable development, the prices of rare-earth metals such as Nd and Dy have risen sharply over the last ten years, leading to a significant increase of fabrication cost of Nd-Fe-B sintered magnets.[7-10]Therefore, recycling of waste Nd-Fe-B materials has become not only very important but also urgent. For example,the Organization for Economic Co-operation and Development (OECD) countries have promoted end-of-life recycling as a promising strategy in current global crisis in rare-earth elements supply.[11,12]
In general, Nd-Fe-B magnets for industrial applications can be divided into three types according to their preparation technologies. Nd-Fe-B sintered magnets are prepared with the conventional powder metallurgy method.[1]In brief, the Nd-Fe-B single crystal powders are magnetically aligned, compacted, and then sintered into bulk magnets. Another type is Nd-Fe-B bonded magnets.The Nd-Fe-B powders with fine crystals prepared by melt-spinning(MS)[13]or hydrogenation-disproportionationdesorption-recombination (HDDR)[14]are mixed with some binders such as epoxy,and the mixture is then compacted and cured at elevated temperature to form the magnet. The third type is Nd-Fe-B deformed magnets, which also start from nanocrystalline Nd-Fe-B powders. The powders are treated with hot pressing and subsequent hot deformation or back extrusion to obtain the fully dense magnet.[15]To date,Nd-Fe-B sintered magnets occupy the main market in terms of applications. More than 90 wt.% of total annual output of Nd-Fe-B magnets are Nd-Fe-B sintered magnets.[16]Therefore, recent R&D on recycling of waste Nd-Fe-B materials mainly focuses on Nd-Fe-B sintered magnet wastes.[17]
Nd-Fe-B sintered magnet wastes come from two sources: industrial wastes and end-of-life wastes. The industrial wastes are produced from the entire fabrication process of Nd-Fe-B sintered magnets. Several major sources include the furnace slags during the melting and strip casting, the ultrafine powders during jet-milling,the defective blocks during compaction and sintering, and the scraps and sludges during machining. Note that the machining processing yields most of the industrial wastes of Nd-Fe-B sintered magnets, in which the scraps usually keep the structure and magnetic properties of the magnets,while the sludges are always severely oxidized during the machining process, and they always contain many solid and liquid impurities. On the other hand,the end-of-life wastes are from the out-of-service devices that contain Nd-Fe-B sintered magnets. A typical example is the hard disk drive in a computer, which yields quite a few Nd-Fe-B sintered magnets annually. Figure 1 shows the dissembling process of voice coil motor (VCM) magnets from the hard disk drive. Once the magnets are extracted from waste devices,the first treatment of such magnets is to remove their surface coatings,which include metallic coatings such as zinc and nickel,organic coatings like epoxy, and composite coatings. Nevertheless, such coatings can always protect the Nd-Fe-B sintered magnets from corrosion and thus more or less keep their original structure and magnetic properties after many years usage.
In recent years, recycling of Nd-Fe-B sintered magnet wastes has drawn increasing attention due to the concerns of environmental protection and rare-earth supplies.[18,19]Specially,bulk Nd-Fe-B sintered magnet wastes are valuable secondary rare-earth resources with regard to two facts. First,the waste magnets contain total rare-earth content as high as more than 30 wt.%, which is higher than most natural rareearth mines. Second,the waste magnets maintain the physical and chemical properties of the original magnets even with deterioration of the properties on surfaces due to corrosion and contamination. As a result, numerous techniques have been developed to recycle bulk Nd-Fe-B sintered magnet wastes.In the present paper,the progress of recycling of bulk Nd-Fe-B sintered magnet wastes, which are mainly consist of machining scraps and end-of-life waste magnets,is reviewed with emphasis on the recycling techniques, quality of the recycled magnets,and the mass production situation.

Fig.1. The dissembling process of VCM magnets: (a)the cap of the hard disk drive,(b)the de-capped hard disk drive with the voice coil motor labeled in red square,(c)the dismounted magnet.[31]
2. Main recycling techniques for bulk Nd-Fe-B sintered magnet wastes
2.1. Brief introduction to the main recycling techniques
Figure 2 shows the flow chart of the main recycling techniques for bulk Nd-Fe-B sintered magnet wastes. The bulk magnets from both end of life wastes and industrial wastes need surface treatment to remove the coatings or contaminations before they can be recycled to new products. To date,the main recycling techniques can be divided into two main types: waste magnets to recycled sintered magnets and waste magnets to magnetic powders and bonded magnets. For the first type,a popular technique that has been scaled up to mass production level involves pulverizing the waste magnets into single crystal powders and subsequent conventional sintering technique. By this method,the recycled sintered magnets can restore similar magnetic properties of the original waste magnets.Another way in the first type is for the waste magnets that maintain regular shape, which can be treated with the grain boundary diffusion technique to achieve higher coercivity than that of the original magnets. For the second type,three popular techniques,hydrogen decrepitation(HD),HDDR,and MS are applied to produce magnetic powders with the waste magnets. Note that the resultant powders prepared from the three techniques are single crystal powders,textured polycrystalline powders,and random aligned polycrystalline powders,respectively. As a result, the first two kinds of powders can be fabricated into anisotropic boned magnets, which the third kind is for isotropic bonded magnets. Details of the techniques are introduced in Subections 2.2 and 2.3.

Fig. 2. Flow chart of main techniques for recycling of bulk Nd-Fe-B sintered magnet wastes.
2.2. Magnet-magnet techniques
2.2.1. Magnet-magnet technique based on conventional sintering technique
Due to the fact that both the machining scraps and endof-life waste magnets almost keep the phase constituents,microstructure, and magnetic properties of the original Nd-Fe-B sintered magnets, it is naturally to apply part of the conventional sintered technique to recycle the bulk Nd-Fe-B sintered magnet wastes. In this typical recycling process,surface treatment is first applied to the waste magnets to remove the impurities and coatings. The bulks are mechanically crushed into small blocks and then submitted to hydrogen decrepitation (HD) and ball milling or jet milling process to obtain single crystal Nd-Fe-B powders. The powders are magnetically aligned,compacted,and sintered into recycled magnets.By this method,Zakotnik et al.[20-22]produced fully dense recycled sintered magnets using magnet wastes from hard disk drives. The magnetic properties of (BH)max, Br, and Hcjof the recycled magnets decreased by 15%, 10%, and 20%, respectively, compared with those of the original magnets.[20]Further investigation indicated that the loss of neodymium due to evaporation and oxidation during the recycling process was responsible for the magnetic property degradation.In order to further improve the magnetic properties of the recycled Nd-Fe-B sintered magnets, a series of powdery additives, such as rare-earth metals[22]and their alloys,[23-26]and rare-earth hydrides[27]were applied in the production of the recycled magnets. Zakotnik et al.[22]found that the addition of 1 at.% of neodymium was sufficient to maintain the density and maximum magnetic energy product((BH)max)of the recycled magnets. Chemical and metallographic analysis indicated that the neodymium hydride additions compensated for the neodymium loss so that the proportion of Nd-rich material remained approximately constant. Generally,the addition of rare earths also could cause the formation of a thin boundary layer around the Nd2Fe14B matrix phase grains and form a more continuous interface,hence reducing the number of nucleation sites available for the formation of reverse magnetic domains and therefore improve the coercivity of the recycled magnets. In another study,Zhang et al.[26]recycled the scraps of Nd-Fe-B sintered magnets by HD process with doping Pr-Nd alloy particles.It revealed that the best magnetic properties were obtained by doping 4 wt.%of the alloy.
Heavy rare earths and their hydride nanoparticles prepared by the gas condensing method are a group of effective additives to enhance the overall magnetic properties of Nd-Fe-B sintered magnets. In our previous study, Tb nanoparticles[28]and Dy nanoparticles[29]were doped into Nd-Fe-B powders for sintering.It was found that they can homogeneously distribute on the surface of Nd-Fe-B powders,and diffuse into the Nd2Fe14B matrix phase grains of the magnet. As a result,the magnets exhibited substantially enhanced coercivity with slight loss of remanence.Liu et al.[27]recycled the waste Nd-Fe-B magnets by DyH3nanoparticles with diameters of 50-100 nm. The recycled Nd-Fe-B powders were prepared by HD processing of waste bulks, and then mixed with DyH3nanoparticles via low energy ball milling in hexane for 1.5 h. The addition amounts of DyH3nanoparticles to the waste powders were set as 0-2.0 wt.%. The original waste magnet beard the magnetic properties of Hcj= 16.75 kOe,Br= 13.52 kGs, and (BH)max= 41.25 MGOe. With the amount of additive increasing, the coercivity of the recycled magnets increased gradually, but the remanence decreased monotonically(Fig.3(a)). As a result,the best recycled magnet contained 1.0 wt.%of DyH3nanoparticles,and its Hcj,Br,and (BH)maxchanged to 101.7%, 95.4%, and 88.58% of the original values, respectively. On the other hand, microstructure observation (Fig. 4) and evaluation (Fig. 3(b)) indicated that with increasing DyH3content,the volume fraction of Ndrich phase increased,and the average grain size increased noticeably. Moreover, more DyH3additives would bring more hydrogen and then lead to more holes in the recycled magnets(Fig.4(c)),subsequently undermine the density of the recycled magnets.

Fig.3. (a)Magnetic properties of the recycled magnets as a function of DyH3 nanoparticles content, (b) Nd-rich phase content and grain size of the recycled Nd-Fe-B sintered magnets with different amounts of DyH3 nanoparticles additive.[27]

Fig.4. SEM images of the recycled sintered magnets(a)without DyH3 nanoparticles additive,(b)with 1.0 wt.%DyH3 nanoparticles additive,and(c)with 2.0 wt.%DyH3 nanoparticles additive.[27]
Rare-earth alloys are another group of effective additives for recycled magnets with the advantage of chemical composition design. In detail, the composition of the alloys can be decided after examination of the waste magnets, and the design will result in more accurate control of the composition of the final recycled magnets.[23-25]Li et al.[25]doped a special alloy of(Nd20Dy80)76Co20Cu3Fe1into the waste magnets powders,and the doping amount was set as 1.0-3.0 wt.%. Microstructure inspection showed that with the increase of the doping amount,the porosity reduced gradually,indicating that the alloy promotes the densification of the magnet during sintering process(Fig.5). It was found that 2.0 wt.%special alloy is necessary to delete porosity in the magnet. At this point,the volume fraction of the Nd-rich phase reaches to 7.4 vol.%,which is nearly equal to that of the original waste magnet. On the other hand, with addition of 2.0 wt.% special alloy, the recovery rates of Br,Hcj,and(BH)maxare 97.5%,92.4%,and 93.1%,respectively,compared with those of the original waste magnet.

Fig.5.Scanning electron microscope(SEM)images(BSE mode)of the recycled sintered magnets with different amounts of special alloy additive: (a)0,(b)1.0 wt.%,(c)2.0 wt.%,and(d)3.0 wt.%.[25]
2.2.2. Magnet-magnet technology based on grain boundary diあusion technique
Usually the waste magnets extracted from end-of-life equipments can always keep their regular shape such as cylinder or cuboid, so it is not necessarily to break them into powders for powder metallurgy processing. Instead, a recent developed surface treatment technique named grain boundary diffusion (GBD),[30]which can enhance the coercivity of the Nd-Fe-B sintered magnet without obvious sacrificing its remanence and maximum energy product, can be applied to prepare the recycled magnets with good magnetic properties. Compared with the above-mentioned regular way, this new approach is simpler and more energy-saving. Ji et al.[31]recycled waste VCM magnets disassembled from hard disk drives in computer via GBD method by using DyH3nanoparticles. They disassembled the Nd-Fe-B sintered magnet with coatings from the waste hard disk drive. Further, an electrochemical technology was applied to remove the nickel coatings, whose thickness is about 30µm, as shown in Fig.6.

Fig.6. EM images of the waste VCM magnet before(a)and after(b)removing the nickel coating, and(c)the photo of VCM magnets after removing the coating.[31]
The surface treated magnets were then applied to GDB treatment. Figure 7 shows the demagnetization curves of the original and the recycled magnets. The coercivity of the recycled magnets increased by 11.81 kOe(78.7%),and the remanence and maximum energy product showed only slight reductions of 0.22 kGs (1.7%) and 0.09 MGOe (0.2%) compared with those of the original magnets,respectively. The ideal recovery of magnetic properties of the original magnet demonstrates the good application potential of this new recycling method.

Fig. 7. Demagnetization curves of the original waste magnet and the recycled VCM magnet by GBD with DyH3 nanoparticles.[31]
2.3. Magnet-powder technologies
2.3.1. Magnet-powder technology based on HD technique
Due to the high magnetic properties of Nd-Fe-B sintered magnet bulk wastes,their pulverized powders can serve as anisotropic bonded magnets. The easiest approach is to crush the bulks into powders.[32-34]Li et al.[33]investigated the effect of the pulverization method to the structural and magnetic properties of the final powders. They obtained the powders by means of manually crushing(MC) and hydrogen decrepitation. Moreover,they divided the pulverized powders into three groups according to their particle sizes,namely less than 200 µm, 200-450 µm, and 450-600 µm, as shown in Fig.8. The magnetic hysteresis loops of MC powders and HD powders with different particle size distributions are shown in Figs. 9(a) and 9(b), respectively. For the MC powders, with decrease of the particle size,the coercivity of the powders decreases monotonically, while the remanence of the powders increases first, and then decreases again. On the other hand,for the HD powders,both the coercivity and the remanence of the powders increase first, and then decrease again with decrease of the particle size. As a result, the regenerated powders with size distribution of 200-450 µm exhibit optimized magnetic properties of Br=1.22 T,Hci=875.6 kA/m for the MC powders,and Br=1.24 T,Hci=860.4 kA/m for the HD powders. On the other hand, the bonded magnet made from the MC powders exhibits magnetic properties of Br=0.838 T,Hci=940.9 kA/m, and (BH)max=91.4 kJ/m3. For comparison, the magnet made from the HD powders exhibits better magnetic properties of Br= 0.9 T, Hci= 841.4 kA/m, and(BH)max=111.6 kJ/m3, as shown in Fig.9(c). Further morphology observation indicates that the MC powders exhibit intra-granular fracture surface, while the HD powders show inter-granular fracture due to the fact that the hydrogen atoms go through the grain boundary phase during the HD process,as shown in Fig. 10. Thus the different fracture morphology is expected to be responsible for the large difference of the magnetic properties between the two magnets.

Fig.8.SEM images of the MC and HD regenerated magnetic powders with different size distributions,(a)MC 0-200µm,(b)MC 200-450µm,(c)MC 450-600µm,(d)HD 0-200µm,(e)HD 200-450µm,(f)HD 450-600µm.[33]

Fig.9. (a)Magnetic hysteresis loops of MC regenerated Nd-Fe-B magnetic powders with different particle size distributions. (b)Magnetic hysteresis loops of HD regenerated Nd-Fe-B magnetic powders with different particle size distributions. (c) Demagnetization curves of the regenerated Nd-Fe-B bonded magnets made from MC and HD powders with size distribution of 200-450µm.[33]
Further attempt has been made to restore high coercivity in recycled powders and bonded magnets from Nd-Fe-B sintered magnet wastes through a combination of HD and NdHxnanoparticles modification by Li et al.[34]Figures 11(a)and 11(b)show the magnetic hysteresis loops of the HD powders with 0 wt.%, 5 wt.%, and 10 wt.% NdHxnanoparticles heated at 800°C for 1 h and 700°C for 5 h, respectively. The addition of NdHxnanoparticles to modify the HD powders can increase the coercivity of the recycled powders. The recycled powders with 10 wt.% NdHxnanoparticles heated at 800°C for 1 h restore 78.19%of the coercivity(15.45 kOe) of the waste Nd-Fe-B scrap magnets, and it restores 80% of the coercivity of the Nd-Fe-B magnet wastes at 700°C for 5 h. The recycled bonded magnet exhibits good magnetic properties of Br=7.61 kGs, Hcj=12.93 kOe, and(BH)max=11.56 MGOe.
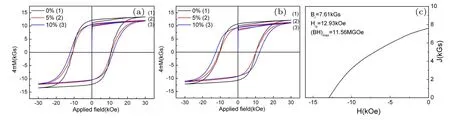
Fig.11. (a)Magnetic hysteresis loops of the HD powders with(1)0 wt.%,(2)5 wt.%,and(3)10 wt.%NdHx nanoparticles heated at 800 °C for 1 h. (b)Magnetic hysteresis loops of the HD powders with(1)0 wt.%,(2)5 wt.%,and(3)10 wt.%NdHx nanoparticles heated at 700 °C for 5 h. (c)Demagnetization curve of the recycled Nd-Fe-B bonded magnet made from the powders with 10 wt.%NdHx nanoparticles heated at 700 °C for 5 h.[34]
2.3.2. Magnet-powder technology based on HDDR technique
Technique hydrogenation-disproportionation-desorptionrecombination is a traditional method to directly achieve magnetic hardening in as-cast Nd-Fe-B ingot.[17]Via the HDDR process, the original large grains of about several tens to a hundred micrometer in diameter are modified into fine and uniform grains with diameter of submicron. Moreover, it is believed that the crystal texture of the original grains can be inherited by the newly developed grains,[35]so magnetically anisotropic powders can be obtained with this method. In a recent report, Gutfleisch et al.[36]recycled two types of Nd-Fe-B sintered magnet wastes yielding anisotropic resin bonded magnets(RBM)via a combination of HD and HDDR techniques. The compositions and magnetic properties of the magnets are shown in Table 1. The RBM produced from the optimally processed recycled material shows comparable magnetic properties to those of non-recycled RBM. For example, by using type 1 magnet wastes, the corresponding recycled RBM bears Brof 1.26 T andµ0Hciof 1.54 T.

Table 1. The compositions and magnetic properties of two types of magnet wastes.[36]
2.3.3. Magnet-powder technology based on MS technique
Melt-spinning technique is another powerful method to fabricate Nd-Fe-B ribbons for bonded magnets.[13]The ribbons prepared by MS are composed of fine and randomly orientated grains with average size of about 50 nm. As a result,such ribbons can only be used for isotropic bonded magnets.Itoh et al.[37]studied the melt-spinning method to recycle the Ni-coated Nd-Fe-B sintered magnet wastes as isotropic bonded magnets. It was revealed that the recycled magnetic powders exhibit lower oxygen content than that of the original magnet wastes due to the melting purification process during which the oxide sludge is removed. Nevertheless, the nickel substitution for iron site in Nd2Fe14B compound would inappreciably cause the degradation of the magnetic properties. The best magnetic properties with Br=0.78 T, Hcj=0.72 MA/m,and(BH)max=87.8 kJ/m3were prepared at the roll surface velocity of 16 m/s in the melt-spinning apparatus.The obtained bonded magnet synthesized from the above magnetic powder showed the good performance of Br=0.69 T,Hci=0.70 MA/m,and(BH)max=71.0 kJ/m3. Such magnetic performance is just slightly lower than that of the bonded magnets made from commercial powders,as shown in Table 2.

Table 2. Comparison of magnetic performance of bonded magnets made from recycled powders and commercial powders.[37]
3. Overall properties of the recycled Nd-Fe-B sintered magnets
Although the bulk recycled Nd-Fe-B sintered magnets exhibit comparable magnetic properties to the corresponding waste magnets,their overall properties,mainly including thermal stability,chemical stability,and mechanical properties are also major concerns for their practical applications. It is therefore necessary to evaluate the overall properties of the bulk recycled Nd-Fe-B sintered magnets on the basis of the properties of the original magnets. Recently, Li et al.[38]accomplished a large batch recycling of Nd-Fe-B sintered magnet wastes(details will be shown latterly). By using the recycled magnets,they made a comprehensive comparison of the overall properties between the recycled magnets and the original magnets. The main results of the comparison are shown as follows.
3.1. Thermal stability of the recycled magnets
Li et al.[38]made a comparison of the magnetic properties as a function of temperature between the original waste magnets and the recycled magnets, as shown in Fig. 12. The magnetic properties of both the original waste magnets and the recycled magnets decrease with temperature increasing.In the range of 288-423 K, the Brtemperature coefficients of the original waste magnets and the recycled magnets are-0.1157%/K and-0.1155%/K,respectively;and the corresponding Hcitemperature coefficients are -0.5077 %/K and-0.5099 %/K, respectively. Moreover, as another important parameter to evaluate the thermal stability of the permanent magnet, the maximum operating temperature, was calculated for the original waste and the recycled magnet to be 442 K and 444 K,respectively. It is therefore concluded that the recycled magnet has the similar temperature coefficients and maximum operating temperature compared to the original waste magnet,indicating that both magnets exhibit similar thermal stability.

Fig. 12. Variations of magnetic properties of the original magnets and the recycled sintered magnets as a function of temperature: (a)(BH)max,(b)Hci,(c)Br.[38]
3.2. Chemical stability of the recycled magnets
Li et al.[39]have evaluated the chemical stability of the recycled Nd-Fe-B sintered magnets and the original magnets.Figure 13 reveals that both magnets have similar corrosion kinetics in the autoclave at 121°C under a pressure of 0.2 MPa(a)and in a NaCl solution at 35°C(b).The mass loss of the recycled Nd-Fe-B sintered magnets is slightly higher than that of the original waste magnets. After staying in a NaCl solution for 9 h,both demagnetization curves display poor squareness due to the complete surfaces corrosion of these magnets(Fig. 14(a)). The potentiodynamic polarization curves of the magnets in 3.5 wt.% NaCl electrolyte shown in Fig. 14(b)indicate that both the recycled magnets and the waste magnets have similar corrosion thermodynamics and kinetics. The Nyquist plots of both magnets in Fig. 14(c) present a highfrequency capacitive loop and a middle-frequency capacitive loop,implying that they have the same corrosion mechanisms.However, the radius of the middle-frequency capacitive loop of the original waste magnets is larger than that of the recycled magnets,indicating that the recycled magnets possess similar corrosion thermodynamics but with a slight higher corrosion kinetics compared to the original waste magnets. Further microstructure observation (Fig. 15) of both magnets indicates that the volume fraction of the Nd-rich phase in the recycled magnets is higher than that in the original waste magnets. It is then expected that the difference in the corrosion resistance between the original waste magnets and the recycled magnets mainly results from the increased rare-earth contents and Ndrich grain boundary phases due to the addition of Nd3PrFe14B alloy in the recycled magnets. However,the chemical composition and microstructure of the original waste magnets and the recycled magnets are quite similar. Specially,the difference in the Nd-rich grain boundary phases between the two magnets is not so remarkable,indicating that only a small change occurs in their corrosion rates. It is therefore concluded that the original waste magnets and the recycled magnets have comparable corrosion thermodynamics and kinetics.

Fig.13. Corrosion kinetics of the original waste magnets and the recycled Nd-Fe-B sintered magnets(a)in the autoclave at 121 °C under a pressure of 0.2 MPa and(b)in a NaCl solution at 35 °C.[39]
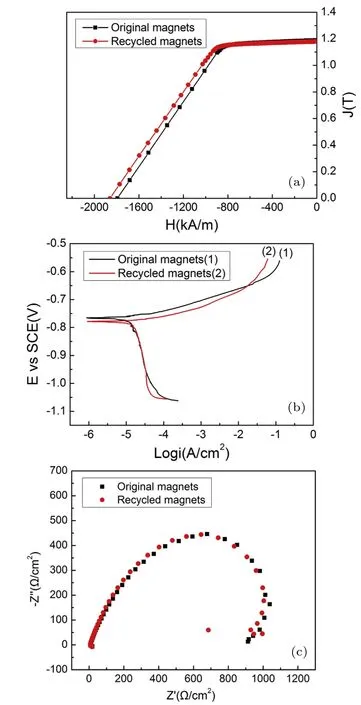
Fig.14. (a)Demagnetization curves of the original waste magnets and the recycled Nd-Fe-B sintered magnets in a NaCl solution for 9 h.(b)Potentiodynamic polarization curves of the original waste magnets and the recycled Nd-Fe-B sintered magnets in 3.5 wt.% NaCl electrolyte. (c)Nyquist plots of the original waste magnets and the recycled Nd-Fe-B sintered magnets in 3.5 wt.%NaCl electrolyte.[39]

Fig. 15. SEM images (BSE mode) of (a) the original Nd-Fe-B sintered magnet wastes and(b)the recycled Nd-Fe-B sintered magnets.[39]
3.3. Mechanical properties of the recycled magnets
The bending strength, compressive strength, Vickers hardness, and fracture toughness of the original waste magnets and the recycled magnets are listed in Table 3.[40]All of the data are average values from more than three group measurements. It is found that the bending strength and compressive strength of the recycled magnets are 6.1%and 3.7%lower than those of the original magnets, while the fracture toughness of the recycled magnets is 2.7% higher than that of the original magnets. Moreover, the hardness of both magnets is similar. The above comparison indicates that the mechanical properties of the recycled magnets are comparable to those of the original magnets,so they can meet the demand in practical application.

Table 3. Bending strength,compressive strength,Vickers hardness,and fracture toughness of the original Nd-Fe-B sintered magnets and the recycled magnets.[40]
4. Recycling of bulk Nd-Fe-B sintered wastes at mass production level
From the beginning of the 21stcentury,recycling of bulk Nd-Fe-B sintered magnet wastes has been reported by numerous researchers with different techniques in laboratory scale.Nevertheless, large scale recycling of the Nd-Fe-B sintered magnet wastes in industrial scale is still under development.In 2015, for the first time, Li et al.[38]carried out recycling of bulk Nd-Fe-B sintered waste magnets on a mass production level. Up to 500 kg per batch of the magnet wastes were recycled with the conventional powder metallurgy method.The magnet wastes were firstly submitted to surface treatment to remove their nickel coatings, and then mechanically crushed into small blocks. The blocks were then pulverized with HD and subsequent jet milling techniques. In addition,Nd3PrFe14B alloy powders were doped as sintering additives for better densification and microstructure modification of the magnets.The composite powders were then compressed under a magnetic field into green compacts,which were then treated in turn with sintering and annealing processes. Figure 16(a)shows the magnetic properties and the density of the magnets as a function of the sintering temperature,the most important parameter in the fabrication process. Under optimal sintering temperature,the recycled magnets exhibited Brof 12.38 kGs,Hcjof 24.89 kOe, and (BH)maxof 36.51 MGOe. Compared with the original waste magnet, the recycled magnet restored 99.20% of Br, 105.65% of Hcj, and 98.65% of (BH)max, as shown in Fig.16(b). According to the microstructure observation and composition mapping with SEM and electron probe micro-analyzer (EPMA) respectively shown in Figs. 17 and 18, the volume fraction of the Nd-rich grain boundary phase in the original waste magnets was about 7.6 vol.%, and it increased to 10.1 vol.% in the recycled magnets due to the addition of Nd3PrFe14B alloy. The EMPA results revealed that the recycled magnets exhibited more obvious and continuous grain boundary phases than the original waste magnets. The modified grain boundary phase played a key role in the improvement of Hcifor the recycled magnets. On the other hand,however,the increase of such nonmagnetic phase led to the reduction of Brof the recycled magnets due to the dilute effect.In addition,the average grain size increased from 8.6 mm for the waste magnets to 8.8 mm for the recycled magnets, but slight variance in grain size had little influence to the magnetic properties of the magnets.
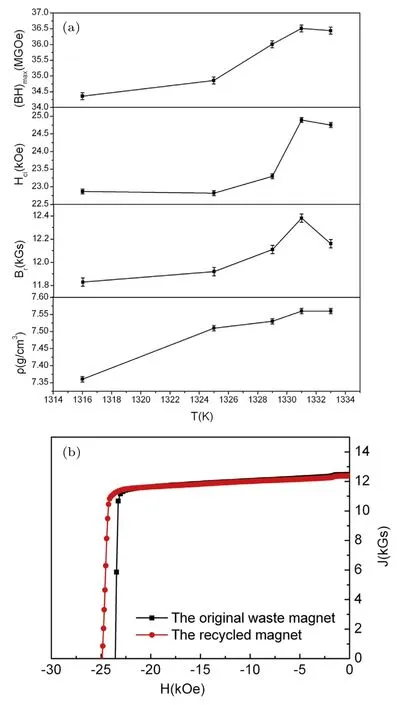
Fig. 16. (a) Magnetic properties and density of the recycled magnets as functions of the sintering temperature. (b) Demagnetization curves of the original waste and the recycled sintered magnets under optimal sintering temperature.[38]
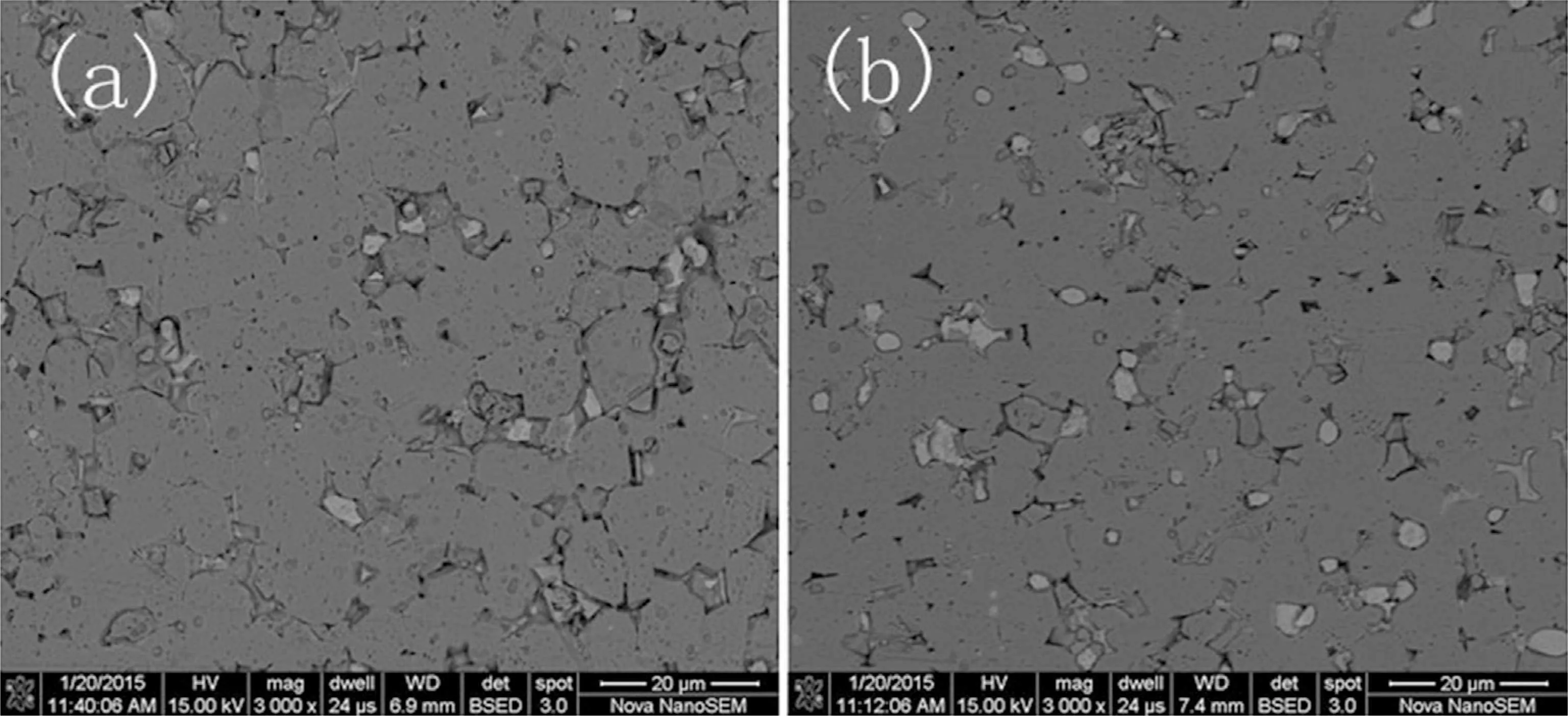
Fig. 17. SEM images (BSE mode) of (a) the original waste magnets and(b)the recycled magnets.[38]

Fig. 18. EPMA images (BSE mode) of (a) the original waste magnets and(b)the recycled magnets.[38]
Later,Zakotnik et al.[23]also reported a commercial scale process (120 kg/batch) that completely recovers the properties of the starting Nd-Fe-B sintered magnet scraps by tuning chemical compositions. They produced magnets that can meet a wide variety of end-user applications. Sepehri-Amin et al.[24]also reported recycling of 100 kg/batch of Nd-Fe-B sintered magnet wastes by the addition of Nd6Dy21Co19Cu2.5Fe alloy powders as the grain boundary phase. The addition of the alloy powders resulted in Hcj=2.36 T with Mr=1.29 T in the recycled magnets. Microstructure studies showed that the addition of the powders increases the volume fraction of a metallic Nd-rich phase in the recycled magnets, which is responsible for the good magnetic properties of the recycled magnets.
5. Concluding remarks and perspectives
Increasing environmental concern and price hike of the critical rare-earth elements such as Nd and Dy have promoted the recycling of rare-earth secondary resources from both endof-life wastes and industrial wastes. As one of the most valuable and available rare-earth wastes, bulk Nd-Fe-B sintered magnet wastes have drawn considerable attention in the past two decades. As a result,numerous techniques have been developed to turn the wastes into recycled sintered magnets or magnetic powders/ribbons for bonded magnets. Substantial achievements have been made in terms of magnetic property recovery rate. Moreover, the overall properties of the recycled Nd-Fe-B sintered magnets have been demonstrated to be similar to those of the original magnets. It has been manifested that the recycling techniques are valuable in practical applications.Furthermore,several attempts have been made to recycle the magnet wastes on a mass production scale. Based on the progress, it is expected that the recycling of bulk Nd-Fe-B sintered magnet wastes will achieve three goals in the near future: first,to maximize the utilization efficiency of the wastes by means of further optimization of the current recycling techniques; second,to avoid or minimize the secondary pollution during the recycling process;third,to accomplish the standardization of mass production recycling technique and recycled products and to achieve large scale replacement of rare-earth primary resources with the secondary resources.
Acknowledgement
M.Yue is indebted to Professor J.P.Liu in the University of Texas at Arlington for very helpful discussion.

- Chinese Physics B的其它文章
- Coercivity mechanisms in nanostructured permanent magnets∗
- Grain boundary restructuring and La/Ce/Y application in Nd-Fe-B magnets∗
- Topology of triple-point metals∗
- Local evolutions of nodal points in two-dimensional systems with chiral symmetry∗
- Structural,elastic,and electronic properties of topological semimetal WC-type MX family by first-principles calculation∗
- Scanning tunneling microscopic investigation on morphology of magnetic Weyl semimetal YbMnBi2∗