
超临界机组氧化皮机理分析及防治对策
2019-08-05 01:46:08崔修强
中国设备工程 2019年12期
崔修强
(华电国际电力股份有限公司技术服务分公司,山东 济南 250014)
近年来发电技术不断发展,高效型超超临界供热机组再热汽温已达620℃,机组发电煤耗和污染物排放水平大幅降低,但是随着机组初参数尤其是温度参数的大幅提高,过热器、再热器管材汽侧的高温氧化问题日益突显,带来了超临界锅炉氧化皮脱落爆管、汽轮机固体颗粒侵蚀等难点问题。
氧化皮脱落后聚集在受热面U 型弯底部,使受热面管道的通流截面减小、流量降低,对受热面管子的冷却效果减弱,高过、高再等高温锅炉受热面管材短期过热,导致高温受热面爆管;受热面管壁剥落的坚硬金属氧化物粒子随蒸汽进入汽轮机,造成汽轮机入口流通部分固体颗粒侵蚀与汽轮机叶片损害。超临界锅炉氧化皮脱落问题已成为影响机组安全与经济运行的主要问题之一。为此研究锅炉氧化皮产生的机理,掌握金属材料高温氧化与脱落的规律,并对相关技术参数进行优化,制定预防锅炉高温受热面氧化皮产生、脱落、聚积的相应对策,对提升机组的安全、经济运行特性,具有较大的指导意义。
1 锅炉氧化皮机理分析
1.1 氧化皮生成机理分析
金属的氧化主要通过氧离子的扩散来不断进行,可以认为高温蒸汽管道内壁氧化膜的生成是一个化学、物理过程。若化学反应生成的氧化膜不牢固,生成的氧化膜不断剥落,则致密的氧化膜对金属的保护作用消失,金属氧化的过程不断持续进行。氧化皮的生长速度与管材温度和运行时间都有关系,机组运行时间越长,氧化膜的厚度越大,有资料表明金属温度和氧化速度之间呈指数曲线关系,金属温度越高,氧化速度越快。
一般情况下,锅炉管材蒸汽侧氧化皮的断面形貌呈现双层结构特征,内层与外层氧化物厚度也大体相当。大量的研究工作表明,外层氧化物得成分主要是Fe3O4,内层氧化物的成分主要是(FeCr)3O4,随着管材中Cr 含量的增加,其内层氧化物中Cr 的含量也相应增加。通常情况下,外层氧化物微观形态呈现粗大柱状晶结构,疏松多孔,内层氧化物呈现尖晶石结构,较为致密。
1.2 氧化皮的脱落及聚积分析
在锅炉的启动、停止和负荷剧烈波动过程中,锅炉受热面管壁温度波动幅度较大,导致受热面管材产生了温差热应力,是氧化皮大量脱落的主要原因。对于超临界机组,由于锅炉受热面管材运行参数超过了氧化皮快速生成的温度水平,高温氧化非常容易发生,氧化膜增长到一定厚度后,在受热面管材温度发生大幅、剧烈或反复波动时,受热面母材与高温氧化膜不同热膨胀能力的影响,氧化皮将从金属管材本体脱落,而且氧化膜越厚则脱落越明显。尤其对奥式体钢材,在高温运行条件下,锅炉氧化皮的生成和剥落将不可避免。
在锅炉启停过程中,最容易发生锅炉高温氧化皮大量脱落、在管屏下部堆积和阻塞管内流通部分的情况。锅炉停运冷却过程中,锅炉受热面管道内部部分蒸汽凝结成水,积存在受热面U 型管屏的下部,积水自然蒸发后,浸在积水中的氧化皮聚积成核状,导致受热面管子流通截面堵塞;锅炉启动初期,受热面管内蒸汽流量较小,不能将脱落的氧化皮带走,氧化皮在U 型弯的底部不断的集聚、积聚成团,锅炉蒸汽流量增大后也很难将其带走。受热面管道被氧化皮堵塞,导致受热面管内蒸汽流量降低、壁温升高,严重时会造成受热面管子短期超温爆管。
1.3 氧化皮脱落的危害
锅炉过热器、再热器等高温管材发生氧化皮剥落,会造成以下几方面的危害:
(1)脱落氧化物堵塞锅炉受热面管道通流部分面积,使受热面管内蒸汽流动受阻、流量降低,管内蒸汽吸热能力降低,管材壁温升高,发生金属蠕胀,锅炉金属受热面发生局部过热而爆管。
(2)机组正常运行中,剥落的锅炉高温氧化皮被高速蒸汽携带进入汽轮机,撞击汽轮机喷嘴和叶片,导致固体颗粒侵蚀,汽轮机内效率下降。
(3)剥落的锅炉高温氧化皮在汽机高、中压主汽门的阀座和阀芯之间沉积,导致主汽门卡涩、关闭不严,威胁汽轮机运行安全性。
(4)氧化皮颗粒在撞击、冲蚀汽轮机叶片后,90%的颗粒被破碎成直径在5 ~50μm 之间细小颗粒,这些细小颗粒颗与叶片被冲蚀的固体颗粒一起,随着水汽系统流动进入到汽轮机尾部的凝汽器,成为影响机组的汽水品质降低、汽轮机热力设备结垢的一个重要因素。
2 氧化皮危害的防治对策
分析高温蒸汽受热面管材氧化、氧化皮的脱落、固体颗粒的产生与运行轨迹、汽轮机叶片侵蚀的整个过程,防治氧化皮的危害工作开展的总体思路应沿着上述关键环节进行,基本原则首先应设法防止和减缓锅炉高温受热面金属氧化物的生成,其次对已生成的金属氧化物则应采取措施避免脱落,再者对已脱落的高温氧化皮则应尽快清除避免堆积,最后对未能清除的高温氧化皮则应采取措施减轻其对汽轮机叶片的侵蚀。
2.1 基建设备选型
2.1.1 高温管材选择
相对于同一等级的蒸汽温度参数,选用抗氧化性能好的管材是锅炉选型的首要选择,通过材料规格的提升,降低蒸汽侧氧化的速率。其次对高温受热面管材内壁喷丸或镀铬,也可减缓蒸汽侧金属氧化。新建锅炉受热面材料,应根据锅炉区域布置特点,并对受热面进行温度场、烟气流场校核计算后,确定管材规格的选择。例如某高效型超超临界供热机组采用HR3C 和SUPER304H 型细晶粒材料,其比粗晶粒材料有更为优良的抗氧化性能。
就管材的抗蒸汽氧化性能而言,细晶粒优于粗晶粒,高Cr 钢优于低Cr 钢。多数使用案例证明HR3C 抗氧化性较好,作为同类型的细晶粒钢Super304H 与TP347HFG(7-10 级),其理论抗氧化性优于粗晶粒钢TP347H(4 ~6 级)。国产TP347HFG 因价格优势及国产化较早在超(超)临界机组受热面高温区域被广泛推荐使用,但统计资料表明TP347HFG 材料氧化皮脱落问题比较普遍,其抗高温氧化性能低于预期。
综合来看,HR3C 材料抗氧化性能良好,但价格较高;采取喷丸处理后的Super304H 和TP347H 材料被更多新机组采用。喷丸工艺是通过对钢管内表面进行处理后,形成碎化晶层,高温下产生Cr2O3保护膜,有效减缓基体氧化。
2.1.2 锅炉选型
对于超临界锅炉,蒸汽氧化与氧化皮脱落现象是客观存在,当氧化皮脱落及固体颗粒产生后,解决问题的核心是如何防止其积聚避免锅炉超温爆管,如何避免固体颗粒对汽轮机叶片的侵蚀。因此超临界锅炉炉型的选择首先应有利于降低锅炉受热面的传热偏差。如果受热面传热偏差过大,部分区域的烟气温度会明显高于平均烟温,导致该区域的传热强度、管材壁温及管内蒸汽温度均会不同程度提高,将会加剧管子的表面、尤其是管材内壁表面的蒸汽氧化。其次应有利于高温氧化皮及固体颗粒的传输,避免氧化皮的沉积。
2.1.3 汽轮机选型
汽轮机高、中压缸的第1 级最容易发生固体颗粒侵蚀问题,基于减缓固体颗粒侵蚀的目的,对于汽轮机第1 级的喷嘴和动叶,应选用高温叶片材料,以提高其抗侵蚀能力,同时采用保护镀层、涂层,或采用表面硬化处理等措施,提高其抗防固体颗粒侵蚀的能力。
2.1.4 配置大容量旁路
锅炉启动过程中,不可避免出现氧化物的脱落、固体颗粒随汽流排出的情况,为防止其进入汽轮机造成汽轮机叶片侵蚀,设置汽轮机旁路,将氧化物颗粒直接排入凝汽器是一个有效的途径。在机组设计时,应根据锅炉氧化皮进行吹扫的流量需求,校核计算后选用大容量汽轮机旁路。
2.2 运行操作优化调整
2.2.1 锅炉超温运行控制
加强锅炉运行中燃烧配风、制粉系统优化调整,发生异常情况及时处理,避免锅炉汽温、汽压参数的大幅度波动。主、再热汽温的控制调整的原则要避免炉内管壁温度超温,发现高温受热面管壁温度超温,应调整运行方式,如增加锅炉本体蒸汽吹灰频率、进行氧量及二次风配风优化等,必要时可降低主蒸汽温度或中间点温度运行。
为防止炉膛热负荷大幅扰动造成受热面超温,做好过热器和再热器减温装置维护工作,确保其处于可调整和备用状态,防止主再蒸汽温度周期性大幅度波动。锅炉正常运行中,高过出口汽温偏差应控制在±5℃以内,屏过、高再出口汽温偏差应控制在±10℃以内,运行中应把温度高点作为控制汽温控制目标。
2.2.2 锅炉减温水控制
超临界锅炉运行中主汽温控制的基本原则,以煤水比控制为主,减温水调节为辅。再热汽温控制以二次风配风优化与制粉系统运行方式调整为主。运行中及时、精确调整减温水量,禁止大幅投、停和调整减温水流量。
2.2.3 锅炉温度变化速率控制
(1)正常运行中锅炉受热面温度变化率控制。在50%~100%BMCR 负荷区间内,正常负荷变化速率不超过10MW/min,升降负荷期间维持额定蒸汽温度,温度的波动率控制在5℃/min 以内。
(2)滑参数停炉受热面温度变化率控制。机组正常停止采用滑参数停炉,停炉过程中屏过、高过以及高再出口汽温变化率控制在2℃/min 以内。
(3)事故停炉受热面温度变化率控制。紧急停炉过程中,控制高过、屏过和高再出口汽温和高温受热面金属壁温下降速率控制在3℃/min 以内,锅炉汽压的下降速率应控制在0.3MPa/min 以内;降压结束后,通过水冷壁上水的方式,把启动分离器管壁温度下降的速率控制在在3℃/min 以内。
(4)机组冷态启动过程中温度变化率控制。机组冷态启动的过程中,并列前温升速率控制应不高于3℃/min,并列后温升速率控制应不高于2℃/min。
(5)热态启动过程中温度变化率控制。机组热态启动过程中,应严格按照升温、升压曲线的要求控制参数变化,屏过、高过、高再温升速率控制应不大于5 ~6℃/min,尤其要防止锅炉受热面管材金属温度降低。
2.2.4 机组启动时利用大容量旁路冲洗
机组启动过程中,汽轮机旁路进行锅炉氧化皮吹扫,氧化颗粒通过旁路排入凝汽器。机组启动时利用大容量旁路冲洗,既可保证机组的安全启动,同时在锅炉受热面氧化皮脱落时,保证足够的流量和压差,可以及时带走受热面管内积聚的氧化皮,缓解氧化皮脱落堵管的问题。
2.3 机组检修及检查处理
存在氧化皮隐患的锅炉,每年必须进行一次全面的氧化皮检查,氧化皮沉积严重的锅炉应进一步缩短检查周期。机组停运或大小修时,采用高频超声波测量、射线拍片(非奥氏体钢)或磁性测量(奥氏体钢)等方法,检查并及时清除锅炉受热面管子内壁剥落的氧化皮,避免因氧化皮沉积而导致爆管的隐患。
检查内容包括锅炉受热面外壁氧化皮剥落宏观检查、变形与变色检查、管材胀粗与壁厚检查、受热面弯头处氧化皮堆积情况检查,对于氧化皮堆积情况严重的受热面管屏,应进行割管清理。
建立健全设备台账,详细记录氧化皮堆积或爆管发生的时间、部件及位置,受热面管材及氧化皮取样检测并做好记录,为管控氧化皮问题提供技术依据。
2.4 建立氧化皮在线监测机制
建立氧化皮在线监测机制,实时监测锅炉高温受热面壁温,建立数学模型预测氧化皮厚度状态,监视氧化皮脱落物浓度变化。指导运行人员燃烧优化调整,将受热面壁温控制在红线以下,同时为锅炉高温受热面优化检修数据支持,通过运行优化及精密检修工作,减缓氧化皮生长速率,防止氧化皮大量剥落,保障锅炉在620℃初参数条件下安全稳定运行。
2.4.1 高温受热面壁温在线监测及模型
高温受热面炉内汽温及壁温的测点布置建立是在线监测系统的基础,应根据壁温分布适当增加测点数量,重点检查壁温安全余量偏小的管材以及累计超温时间较多、温度异常的管圈。通过加强壁温监测,及早发现问题并及时采取针对性措施。
根据锅炉代表性的测点实时运行数据,利用对受热面传热和水动力特性进行计算,建立精确的受热面壁温分布预测模型,在线获得锅炉每根受热面沿长度的壁温和汽温分布。
随着高温受热面蒸汽侧氧化皮厚度增加,受热面传热性能下降,管壁温度升高。根据氧化皮的生长规律,建立高温受热面氧化皮厚度数学预测模型,获得氧化皮厚度分布对管壁温度的影响。
2.4.2 锅炉氧化皮脱落浓度在线监测技术
利用脱落物在线测量系统,实时、在线、连续测量机组氧化皮颗粒含量、颗粒分布、流量,记录单个颗粒质量、颗粒质量流量、质量分布及其它统计数据,可以基于颗粒流量产生报警。其测量原理基于振动波探测原理,测量颗粒或水滴撞击插入到流体中的探头产生的振动波,此振动信号比例于颗粒质量和流体速度,通过变送器将这些振动波信号转换为电信号,测量系统见图1。
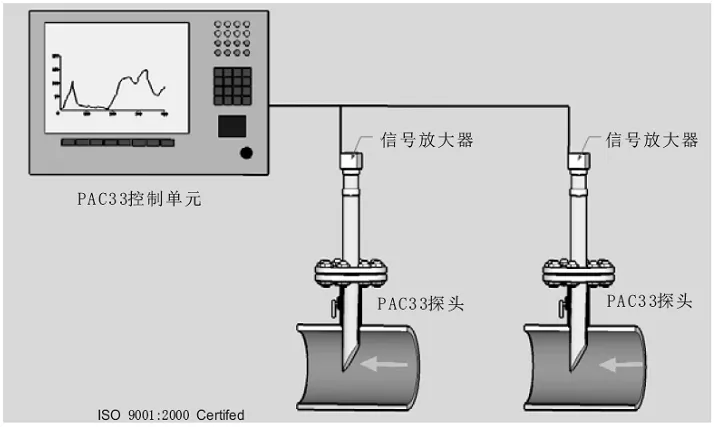
图1 氧化皮脱落浓度在线监测系统
2.4.3 锅炉氧化皮在线监测系统
建立超临界锅炉高温受热面氧化皮在线监测系统,实现壁温分布在线监测、超温时间统计、氧化皮生成厚度预测、管排寿命损耗评估等功能。
(1)壁温分布在线监测。在线监测和管理锅炉高温受热面各管各点壁温,实现壁温超温报警功能;在线监测和管理锅炉高温受热面热偏差,预防超温爆管。
(2)管壁运行状态查询。在线查询锅炉高温受热面超温时间,实现对任一位置管壁运行温度预测,生成历史曲线及不同受热面壁温统计分布图,在线查询锅炉高温受热面管材强度,统计壁温超限结果,形成锅炉高温受热面管材氧化超温统计信息。
(3)高温受热面运行状态评估。在现有锅炉监测的基础上,建立数学模型,在线预测锅炉高温受热面每根管子各点氧化皮生成状态,实现氧化皮剥落预测、氧化皮厚度监测、氧化皮应力监测、受热面安全性评估,在线评估锅炉高温受热面管材运行状态。
(4)优化指导。通过智能优化运行,结合燃烧优化调整试验及锅炉历史运行情况,发布的最优热偏差工况及对应的配风方式,指导运行进行优化调整。同时在线给出锅炉高温受热面系统检修建议。
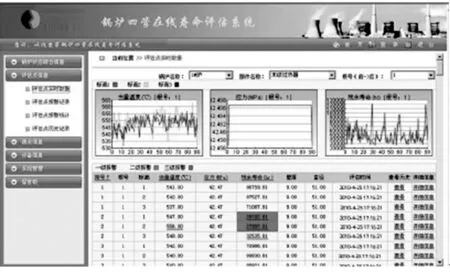
图2 氧化皮在线监测系统图
3 结语
为防止和减缓超临界锅炉氧化皮的生成与剥落,降低其对机组运行的危害,分析了氧化皮生成、剥落的规律及影响因素,并对基建设备选型、运行操作优化调整、机组检修及检查处理、建立氧化皮在线监测机制几个方面提出了针对性防治措施。
氧化皮的生成速度主要与受热面管壁温度有关,锅炉受热面温度大幅波动产生的温差热应力是氧化皮大量脱落的主要原因。避免管壁超温,控制高温受热面汽温波动,是预防氧化皮生成和剥落的有效方法。
建立锅炉高温受热面氧化皮在线监测机制,实现壁温分布在线监测、超温时间统计、氧化皮生成厚度预测、管排寿命损耗评估等功能,了解锅炉各部位受热面管材的氧化程度与规律,实现积极主动预防的目的。
猜你喜欢
能源工程(2020年5期)2021-01-04 01:29:00
山东工业技术(2019年2期)2019-02-09 05:28:40
中国科技博览(2018年32期)2018-09-10 09:07:56
山东工业技术(2017年18期)2017-09-12 20:16:10
广西电力(2016年4期)2016-07-10 10:23:38
工业设计(2016年4期)2016-05-04 04:00:23
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
机械制造文摘(焊接分册)(2014年6期)2014-03-20 13:57:47
河南科技(2014年12期)2014-02-27 14:10:31
河南科技(2014年11期)2014-02-27 14:09:55
