转盘轴承套圈材料及热加工的改进
2019-07-28 01:49尤蕾蕾
轴承 2019年10期
尤蕾蕾
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.航空精密轴承国家重点实验室,河南 洛阳 471039)
因转盘轴承具有结构紧凑,引导旋转方便,安装简便和维护容易等特点,广泛用于起重运输机械、采掘机械、建筑工程机械、港口机械和导弹发射架等大型回转装置上。而转盘轴承套圈的材料及热处理对轴承的质量和使用寿命有极大影响,文中论述了转盘轴承套圈材料和热处理对轴承质量和寿命的影响,并探讨未来的发展趋势。
1 原材料
目前,转盘轴承套圈材料以42CrMo为主,执行GB/T 3077—2015《合金结构钢》[1]的标准。若特大型转盘轴承套圈材料完全采用符合标准中42CrMo的化学成分,套圈在调质和中频表面淬火后,淬硬层深度和硬度难以满足轴承用户越来越高的要求。另外,要严格控制钢中有害元素S,P的含量以及非金属夹杂物级别,避免给轴承质量和寿命带来隐患。
1.1 化学成分中主要元素含量的调整
通过调整钢中的化学成分,可提高转盘轴承寿命。制定特大型转盘轴承套圈材料的订货技术条件时,在GB/T 3077—2015中42CrMo化学成分的基础上,调整了对轴承寿命影响较大的合金元素和有害元素的含量。
1.1.1 适当提高C,Mn,Cr等元素的含量
为提高转盘轴承调质热处理和中频淬火后的淬硬层深度和硬度,适当提高C,Mn,Cr等合金元素含量(表1),以提高材料淬透性,达到提高转盘轴承淬硬层深度和硬度的目的。

表1 调整前后42CrMo化学成分对比
1.1.2 降低对轴承寿命有严重影响的S,P含量
S在钢中以FeS形式存在[2],FeS熔点为1 193 ℃,而Fe和FeS组成共晶体,其熔点只有985 ℃。液态Fe和FeS可无限互溶,但FeS在固态铁中的溶解度很小,仅为0.015%~0.020%。所以当钢中硫含量超过0.020%时,钢水在冷却、凝固过程中Fe-FeS以低熔点的共晶体呈网状分布于晶界处,钢的热加工温度为1 150~1 200 ℃,在此温度下晶界处的共晶体已熔化,钢受压后造成晶界的破裂,这是钢的热脆性。钢中氧含量较高时,FeO与FeS形成的共晶体熔点更低,只有940 ℃,加剧钢的“热脆”。所以,建议GB/T 3077—2015中增加氧含量的技术要求,不大于0.002%。
P是钢中的有害元素,在钢中易产生偏析,与Fe形成Fe3P。Fe3P能增加钢的强度和硬度,但使塑性和韧性显著下降,脆性增大。特别是钢的脆性转折温度急剧升高,引起钢的冷脆性[3]。
为提高转盘轴承寿命,将转盘轴承用钢的S,P含量控制在GB/T 3077—2015中高级优质钢的范围内,以提高轴承质量、寿命和可靠性。
1.2 非金属夹杂物的控制
非金属夹杂物对钢的强度、塑性、断裂韧性、切削、疲劳、热脆性以及耐蚀性等有很大的影响[4]。夹杂物成分、数量、形状、分布以及在基体中的空间分布等均会对钢的性能产生影响。由于脆性夹杂物不会发生弹性和塑性变形,轴承在接触疲劳应力作用下,次表层的脆性夹杂物将会成为疲劳源,因此,脆性夹杂物对轴承的接触疲劳寿命影响极大。
随着冶金技术的高速发展,我国冶金企业的钢铁冶炼过程采取LF炉外精炼技术+RH(VD)真空脱气技术,冶金质量得到较大幅度提升,钢中夹杂物得到有效控制。为提高转盘轴承寿命,可对转盘轴承材料的非金属夹杂物提出高于GB/T 3077—2015标准的要求,见表2(表中数据表示级别)。
原材料发展趋势:控制材料中O,Ti,Ca,Sn,As等有害元素的含量,提高大规格原材料成分,高低倍组织的均匀性、一致性和致密性;降低不同炉次的材料成分波动,提高不同冶炼炉次的材料成分一致性,减少材料夹杂物,尤其是宏观夹杂物的数量;开发并推广使用超声波等新夹杂物检测和评估方法,满足高洁净度轴承用钢的检测要求。
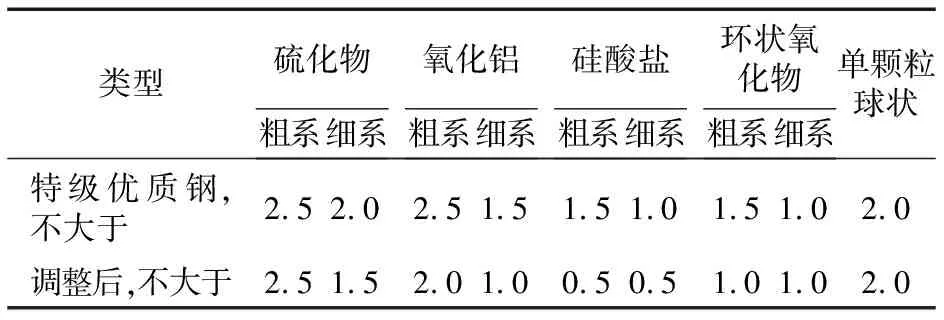
表2 非金属夹杂物调整前后对比
2 锻件质量控制
2.1 锻造
目前国内锻造工序普遍采用天然气、城市煤气和液化石油气加热,大型压力机制坯+大型辗环机辗扩成形的加工工艺,较好地满足了转盘轴承用锻件的要求。
大型锻件一般采用大型连铸坯、钢锭或钢锭经一次开坯后的坯材。原材料比较疏松,为保证锻件质量,要合理设计锻造工艺,严格保证锻造比。
锻造工序改进建议:优化设计加热炉,锻造加热炉有效加热区的炉温均匀性达到±10 ℃,控温仪表准确度达到0.5级,为提高锻件质量奠定良好的加热基础。
减少锻件的氧化脱碳和磨削留量,提高锻件的尺寸精度,从而提高材料利用率并尽可能保留锻件次表面“优质层”(锻件的致密层)。锻造过程中表面和次表面受到的冲击力和变形量最大,也最致密,但锻件表面为氧化皮和脱碳层,所以,去除表层的氧化脱碳层,锻件的次表层为“优质层”。
2.2 锻件的预备热处理
转盘轴承套圈毛坯属于大型锻件。锻件越大,锻造时锻件内部的温度和变形越不均匀,锻件内部组织和性能的不均匀性就越严重。套圈锻造后,锻件的化学成分不均匀,且存在不均匀、粗大的锻造组织,这些缺陷不仅容易导致淬火裂纹的产生,还会大幅度降低锻件调质后的力学性能。
为改善锻件中严重的成分偏析及组织粗大的缺陷,可采用锻后等温正火工艺代替传统锻后热处理工艺,以有效防止正火组织中先共析铁素体的析出及带状碳化物的形成。科学选择等温温度,确保锻件正火后得到细小、均匀的珠光体组织,为后续调质处理提供良好的组织基础。
改进建议:充分利用锻造余热,进行等温正火+调质处理,处理后的力学性能检验结果应符合JB/T 6396—2006《大型合金结构钢锻件 技术条件》的技术要求,在保证热处理质量的前提下节约能源。
2.3 锻件粗车后的探伤
锻件内部质量是影响轴承寿命的重要因素,如果锻件中存在严重的非金属夹杂、裂缝、缩孔、白点、分层等缺陷,将会大幅降低轴承寿命,甚至会造成轴承早期突发性失效。锻件粗车加工后,建议进行超声波探伤。
超声波探伤是检查金属内部缺陷最有效的无损检测方法。为确保转盘轴承的内部质量,建议制定严格的锻件探伤技术标准。
探伤方面改进建议:区分制定工作面(区域)和非工作面(区域)的不同探伤技术要求,例如距工作面10 mm以内探伤要求为Ⅰ级,其余部位工作面探伤要求为Ⅱ级,在保证产品质量的前提下尽量降低加工成本。
3 中频感应淬火
轴承中频感应淬火质量是决定其寿命和可靠性的关键因素。由于表面感应淬火工序中的测温、间隙调整、感应器制作等均依靠操作人员的经验完成,因此,与整体淬火热处理相比,淬火质量的稳定性较难控制。转盘轴承感应淬火的质量与工艺和工装的稳定性以及操作人员的责任心、工作经验有很大关系,控制中频淬火质量是转盘轴承制造的重点和难点。
3.1 提高热处理设备的自动化程度和加工精度
大型转盘轴承的感应热处理均采用连续法(扫描法)进行淬火加工。在普通淬火机床淬火过程中,感应器与工件的耦合间隙会发生变化,间隙的变化会造成加热温度发生变化,最终导致淬火后滚道的硬化层深度不均匀。所以,配备自动化程度较高且系统控制较好的淬火机床非常重要,该类机床具有人机界面编程功能,可对输入的工艺参数进行自动控制。工件平移和感应器上下移动均采用伺服电动机自动控制。机床上配置自动跟踪系统,可保证感应器与工件的耦合间隙均匀一致,解决滚道硬化层深度不均匀的问题。此外,该类设备还需配备淬火介质过滤系统和淬火介质的温度监控装置。
3.2 提高热处理操作人员的技术水平
感应淬火的特殊性在于感应淬火温度只依靠操作人员根据专用钢材加热后颜色和温度的对照表进行目测,无法测量和控制。普通淬火机床的感应器与工件的耦合间隙也仅依靠操作人员肉眼实时观察进行监控。
因此,淬火质量和操作者的技术水平有很大关系,同样的零件、工艺和工装,不同人员操作,得到硬化层的深度差别较大。为将操作者的人为因素对淬火质量的影响降到最低,需对操作人员进行系统培训,提高其专业技术能力。
3.3 改进淬火感应器的结构
感应器是决定感应淬火质量的关键因素。由于传统感应器的结构不合理,同一位置的滚道淬火后会出现硬化层深度不均匀,其主要原因有:
1)感应淬火的加热原理决定了结构较复杂滚道面上的涡流加热温度不易达到均匀一致。
2)传统感应器的结构不合理,造成滚道面的加热温度不均匀。
为保证淬火硬化层的均匀性,感应器的结构需根据零件滚道的结构进行改进,对感应温度低的部位进行强化加热。如在感应温度低的部位增加一定尺寸的“П”导磁体,其主要功能是将线圈的电流集中到线圈朝向工件的区域,使磁场局限在工件需要加热的区域,从而达到感应加热局部硬化的效果,获得较深的加热层深度,最终达到滚道各个部位均具有相近的加热层深度,使整个加热面淬火后硬化层深度均匀。
3.4 转盘轴承齿面淬火采用背冷工艺
目前,热处理行业对模数不小于10的齿轮(或齿圈)感应淬火均采用单齿扫描加热的方式,然后对加热的齿面直喷冷却介质的淬火方法。实际生产中,这种方法常因直冷喷水器喷液的角度,扫描加热的速度以及冷却介质浓度等调整不当致使部分齿面或齿根产生淬火裂纹,最终导致整个零件报废。
针对此问题,将传统的“在加热面直接冷却”变为“在加热面的背面冷却”[5]。由于背冷的冷却速度较直冷慢,因而对喷水器喷水角度、加热扫描速度以及冷却介质浓度等参数的敏感性小,可有效防止淬火裂纹产生。
3.5 硬化层深度无损检测仪器的应用
国内外感应淬火零件均采用解剖法对淬火硬化层进行测量,转盘轴承由于成本原因无法做到解剖检查,而是完全依靠试验工艺保证。由于感应淬火过程的特殊性,其硬化层深度受到淬火温度、工件移动速度、操作人员的技术水平和责任心等诸多因素影响,仅依靠试验工艺很难保证每件产品的淬火质量,因此,对感应淬火后硬化层深度采用无损检测的方法势在必行。
建议引进淬硬层深度测量仪,该仪器采用超声无损检测的方法,利用背散射原理对感应淬火硬化层深度进行测量,与常规解剖法的检测原理完全不同,检测的数据与解剖法存在一定的偏差。解剖法能够精确检测硬化层深度,将仪器法和解剖法数据进行对比,得出二者之间的对应关系,即可用仪器法精确测定硬化层深度,实现采用无损检测仪精确测定转盘轴承中频淬火硬化层深度的目的[6-7]。
3.6 转盘轴承感应淬火发展趋势及建议
3.6.1 感应淬火介质
感应淬火冷却介质从水、乳化液、聚乙烯醇水溶液到新型聚合物淬火冷却介质,使感应淬火零件的废品率降低,并且容易控制。
3.6.2 无软带感应淬火技术
目前,特大型转盘轴承的感应淬火均采用连续法(扫描法)淬火,会在淬火的起始点留有一段未淬火区域(即软带区),该区域在轴承工作时就成了低承载区域。为解决软带问题,国外设备生产厂家已研发了一种环形零件无软带淬火的新技术和淬火机床:2个感应器沿各自起点向相反方向扫描,最后2个感应器汇合,在汇合点由喷液器进行喷液淬火[8]。
3.6.3 小模数齿圈整体感应加热淬火技术
对于模数小于8的齿圈,国内采用单齿淬火技术,该方法加热时间长,变形大,且每个齿的淬火硬度及硬化层深度均不一致。
模数小于8的齿圈,国外已采用同步双频齿轮淬火技术,即将1个感应器安装在1套频率分别为(10~15) kHz和(200~400) kHz的双频电源上,在极短时间内完成全部齿的淬火过程,得到硬化层仿齿形分布的淬火效果。该技术具有加热时间短,生产效率高,变形小和自动化程度高的优点。
3.6.4 感应器制造的专业化
绝大多数企业中频淬火感应器均由热处理操作人员采用通用模具手工制作而成。虽然制造成本低,但感应器精度较低,并且存在同品种感应器一致性差等问题,因此,采用手工制作的感应器已经无法满足用户越来越高的技术要求。
为解决手工制造淬火感应器制造精度低和一致性差的问题,感应器制造走专业化的道路已成为发展趋势,目前,许多专业制造感应器厂家应运而生。
3.6.5 具有控制系统和能量监控的淬火机床
为减少人为因素的影响,保证淬火质量,近年来,国内中频淬火机床厂家不断开发和研制淬火机床的控制系统和能量监控器。与国外先进淬火机床相比,国内研制的淬火机床控制系统和能量监控器存在自动化水平低(停留在半自动阶段),工件调整时间长,故障多等缺点。
3.6.6 建立感应淬火技术专家库
感应淬火加工参数均是通过反复试验确定,耗费大量的人力、物力和时间。随着感应淬火技术研究的深入和感应淬火经验的积累,应逐步建立感应淬火技术专家库,指导感应淬火加工参数的确定。
3.6.7 研究感应淬火温度的测量和控制技术
感应淬火温度主要通过目测凭经验控制或通过控制输入感应圈的能量间接控制,控制精度和反应速度均不理想,导致工件感应淬火后质量波动大。开发感应淬火温度的测量和控制技术是感应淬火技术研究的重要方向。
4 结束语
通过对转盘轴承原材料化学成分的调整,非金属夹杂物的控制,对锻造工序预先热处理的研究及锻后粗车件加严探伤,对中频感应淬火中感应器进行改进,引进国外高端淬硬层检测仪器,采用新型感应淬火技术等措施,促进转盘轴承质量及寿命的提升。但转盘轴承寿命的影响因素很多,如转盘轴承合理的设计和选型、加工精度、润滑、轴承安装、使用条件、环境等,生产过程中需要提升的方面还有很多,期待更多轴承行业及相关科技工作者共同研究这些问题,促进转盘轴承的发展。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
江苏安全生产(2022年2期)2022-04-19
一重技术(2021年5期)2022-01-18
金属加工(热加工)(2020年9期)2020-11-04
世界有色金属(2019年7期)2019-06-11
电子制作(2018年10期)2018-08-04
创新作文(小学版)(2018年31期)2018-05-16
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30