垂直电镀线两种夹具比较
2019-07-25 01:53:50李小王马宝华高平安黄生荣
印制电路信息 2019年7期
李小王 马宝华 高平安 黄生荣
(惠州中京电子科技有限公司,广东 惠州 516029)
0 前言
笔者在多个电镀厂遇见过因电镀夹具导电性问题,导致电镀均匀性较差,无法满足蚀刻制程需求,直接导致铜厚不均,蚀刻不净等异常。通过对目前市面上常用夹具其优缺点进行整合评估,确认对电镀品质影响程度,便于业界同仁参考。
1 垂直电镀线常用夹具类型
目前电镀厂最常使用到的电镀夹具,主要为拍打式快速夹具与普通拧螺丝式老款夹具,实物(如图1)。
普通拧螺丝式老款夹具,较拍打式快速夹具,操作过程中问题点较多,主要体现在:
(1)人工耗时,熟手双人操作锁20 pnl满挂板,需耗时约3~4 min;生手操作性不强,锁板耗时为熟手两倍。(2)设备检修及维护,每周周保养需对普通夹具进行矫正及更换(新夹具使用寿命厂家定义6个月);且二次挂具卡扣螺丝易滑牙松脱,每周需重新拧紧;周保养耗时较拍打式夹具耗时多2 h,按一年52周则耗时多出104 h,按每h产出80 m2计算,普通夹具相比快速夹具,其年产量约少8320 m2。(3)电镀品质:生产板厚≤0.6 mm料号电镀均匀性及刮伤比例突出。
2 夹具对比
2.1 人员锁板耗时及可操作性对比
以我司图形电镀A、B两条线作对比(见表1)。
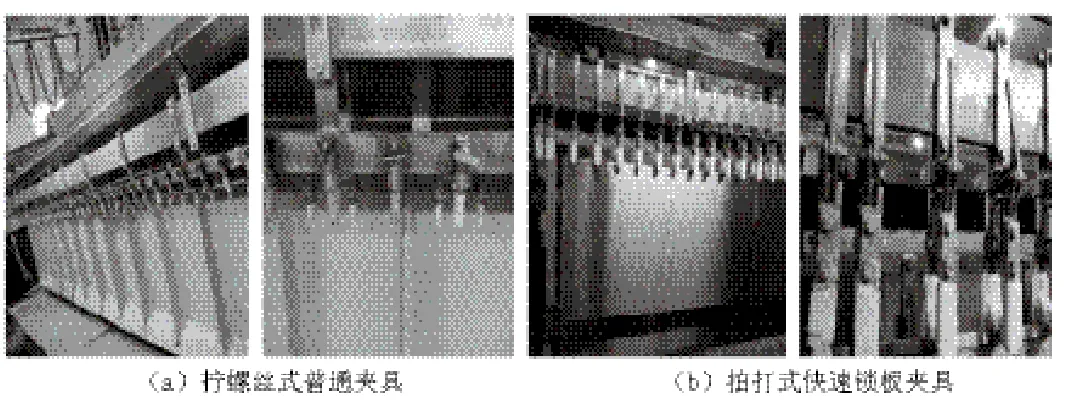
图1 电镀夹具实样
从对比数据可知,相对原普通螺丝锁板方式,拍打式快速锁板夹具、新员工操作更易上手,同时上板时间缩短1/2,员工更容易接受。(现状:同电镀周期下A线3人锁板,B线2人锁板,可节约1名劳动力)
2.2 导电均匀性对比
(1)普通夹具通过6根二次挂具共12处导电连接杆,将其固定在铜牌上,电流分布难免存在差异性。更换新铜牌后测试电流分布状况(见表2)。
从测量数据看,火牛线总电流与导电连接杆总电流相差15A,无显著差异,但单根导电连接杆电流间差异明显,相差35A。
(2)拍打式快速夹具则直接由卡扣固定于铜牌,故导电性及均匀性优于前者(见表3)。
从测量数据看,54个拍打式快速夹具其分布电流均匀。
2.3 电镀均匀性对比
从二铜AB线电镀均匀性测试结果可知(表4),A线控制在<12%,B线可控制在<10%,B线整体均匀性效果优于A线(见表4)。

表1 夹具操作性对比

表2 普通夹具测试电流状况

表3 拍打式快速夹具测试电流状况
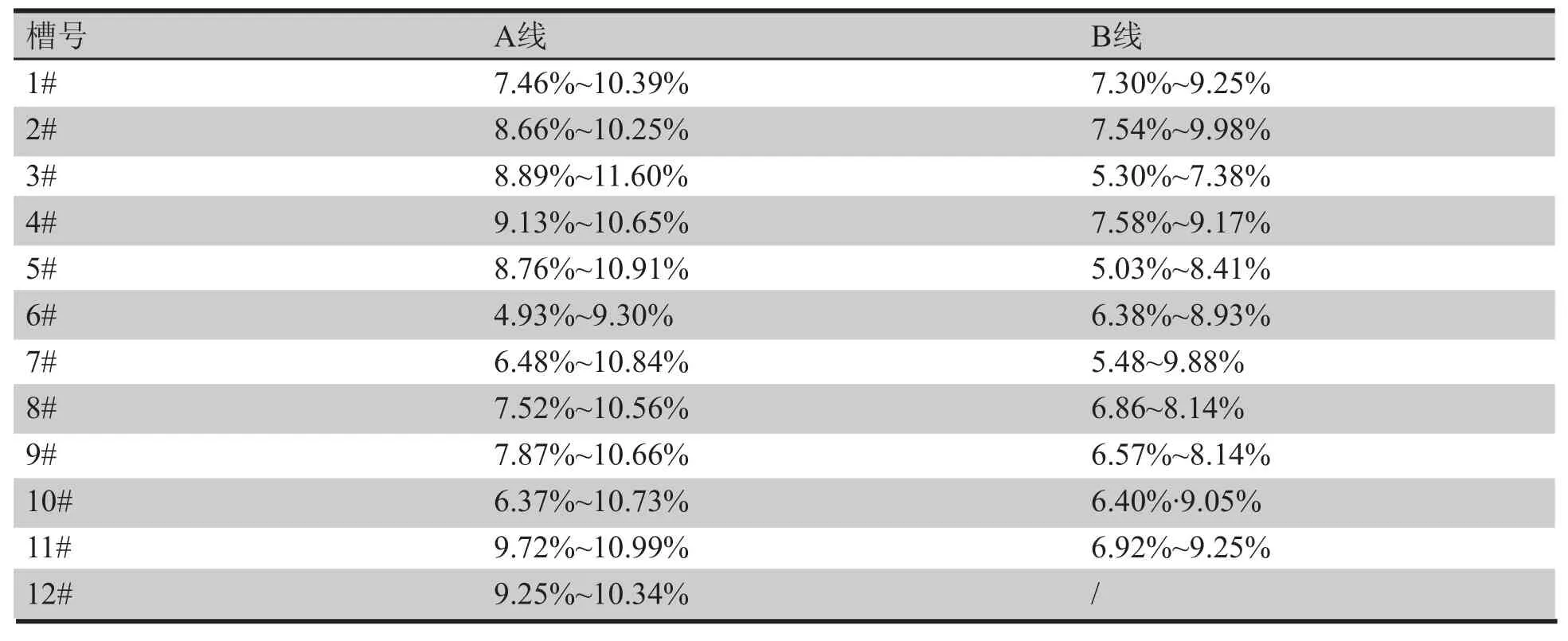
表4 电镀均匀性测试比较
2.4 薄板刮伤擦花比例对比
从薄板生产品质可知,拍打式快速夹具较拧螺丝式普通夹具,其针对改善擦花刮伤比例更有优势(如图2)。
2.5 单飞巴成本对比
单飞巴成本对比(见表5)。
(1)普通夹具加二次挂具单飞靶更换成本为3092.2元,拍打式夹具成本为12 231元,对比而言单飞巴贵9138.8元/条。
(2)二铜A线共44条飞靶,若一次性更换拍打式夹具,相对于拧螺丝式普通夹具,则多出成本为402 107.2元。
2.6 使用寿命及后期维修成本
以下为笔者所就职线路板厂统计汇总数据:
(1)二铜B线自2014年12月份开始换线后,截止2016年12月,未更换拍打式快速夹具,按截止时间计算,使用寿命为两年(即24个月)。
(2)二铜A线2016年共领取普通夹具1000个,按23.93元/个,则年更换成本为23 930元。
(3)二铜A线2016年共领取二次挂具100条,按300元/个,则年更换成本为30 000元。
从夹具使用寿命看,B线拍打式夹具目前两年无更换,而A线二次挂具+夹具年检修更换成本为:23930+30000=53 930元,则A线两年检修更换成本则为107 860元。

图2 擦花刮伤比例比较

表5 夹具成本比较
2.7 人工成本
快速夹具每班可节约1人,按2人编制,每人按4000元/月核算,则每年的人工成本可以节约为:4000元/月×12个月×2人=96000元/年。
3 结论
(1)影响电镀生产品质原因很多,单纯从夹具更换成本考虑,从公司长远角度及公司效益出发,更换拍打式快速夹具可减少该工序员工工作量及维修耗时。
(2)拍打式快速夹具导入,可提升产品电镀均匀性,降低刮伤擦花等报废。
(3)拍打式快速夹具相对于普通夹具,更换费用高出402 107.2元,按人工加普通夹具每年检
修更换成本核算,402107.2元/(53930+96000)元/年=2.7年,则3年内可以收回更换成本。
(4)相对普通夹具周保养时长,年产出可提升8320 m2,按500元/m2折算,则提升经济效益为416万。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17 06:27:58
幼儿画刊(2022年6期)2022-06-06 06:55:48
表面工程与再制造(2022年1期)2022-05-25 13:21:56
当代陕西(2022年6期)2022-04-19 12:12:26
特别健康(2018年4期)2018-07-03 00:38:18
电子制作(2017年8期)2017-06-05 09:36:15
中国公路(2017年12期)2017-02-06 03:07:37
电镀与环保(2016年3期)2017-01-20 08:15:32
电镀与环保(2015年6期)2015-03-11 15:29:49
应用化工(2014年4期)2014-08-16 13:23:09