
发动机缸体渗漏缺陷综合解决方案剖析
2019-07-23 07:06:00蒋先念余让刚赵晓林
铸造设备与工艺 2019年3期
蒋先念,余让刚,赵晓林
(重庆卡森科技有限公司,重庆 402760)
1 背景
汽车发动机缸体是结构复杂、壁薄、要经过水压试验的铸件,存在的主要问题就是铸件水压渗漏[1-2],导致水压渗漏的主要因素是:
1)铸件结构的因素:随着汽车行业的竞争日益加剧,缸体向高强度、薄壁、高可靠性、功能复合化方向发展,结构越来越复杂,壁厚差异大、分散热节多,铸件充型和补缩难度大,且热节被型芯包覆,散热和冷却速度缓慢的部位会导致缩松和疏松;
2)材料的化学成分:大量合金的加入使铁液的铸造性变差,收缩倾向增大;
3)铁水的洁净程度:随着各汽车生产商对低成本的要求,为了节约铸造成本,铸造厂的炉料选择都会选择低成本的材料,这就使得铁水的洁净程度良莠不齐,渣气类缺陷难以防范。
疏松、缩松、渣气类缺陷有的可以通过加工后表面检查发现,有的可以在密封试验时发现,还有的可能根本无法发现。但是这些缺陷的存在,使得产品的加工成本上升,未能发现的这些缺陷,还有可能对汽车的安全、可靠性留下隐患。
笔者结合两个实际的案例,阐述综合解决发动机缸体渗漏缺陷的思路方法。
2 案例分析1
微型车A缸体是B公司主要生产的产品,此缸体属于典型的薄壁小型汽油机缸体,铸件轮廓尺寸为330 mm×304 mm×240 mm,质量32 kg,最大壁厚25 mm,最小壁厚4 mm.采用覆膜砂组芯工艺,立式浇注,一型一件。因主油道旁存在大面积的孔洞类缺陷,造成产品加工后发生渗漏,渗漏率达40%,严重影响公司的信誉、交货期与成本。
基于上述问题,受B公司委托帮忙分析解决此问题。收到委托后,公司组织相关技术人员对渗漏缺陷发生的部位、数量进行统计分析,对因渗漏导致报废的铸件逐个做了梳理分析。统计分析结果如表1所示。
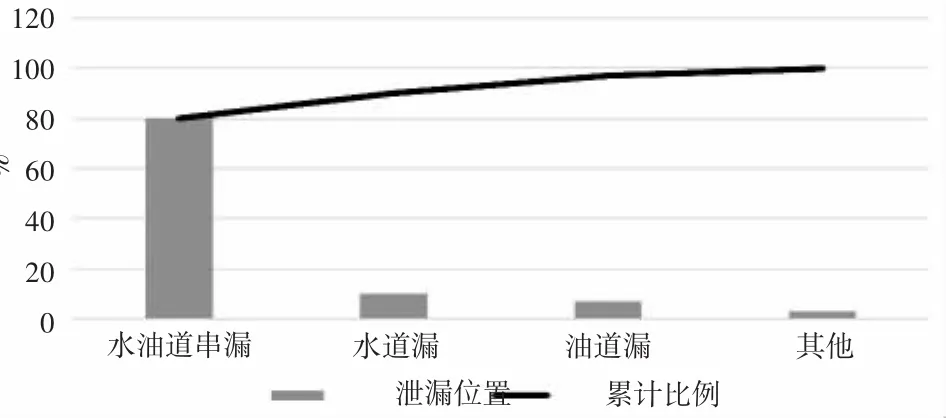
表1 缺陷位置分布统计
2.1 缺陷定性分析
2.1.1 铸件解剖分析
铸件解剖后,出现肉眼可见的孔洞类缺陷,缺陷形态如图1,将断口放到扫描电镜下观察,结果如图2,无断口特征,对其成分做能谱分析,结果如图3所示。图3可以看出缺陷的类型为含渣、气的孔洞。此缺陷位于水道与油道砂芯中间,且处于铸型的上部,所以该缺陷应该为外部带入缺陷,即来自铁水本身的渣子或铁水冲刷浇注系统带入的杂物,在浇注过程中于型腔的上部聚集,形成的渣气孔类缺陷。

图1 缺陷宏观状态

图2 缺陷扫描电镜下状态×400
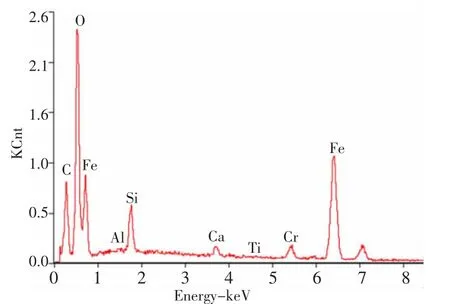
图3 缺陷能谱分析
2.1.2 切片着色探伤分析
对铸件进行解剖后进一步做切片着色探伤,剖切位置如图4所示,发现在水道侧壁处有弥散的细小缺陷点,如图5所示。将缺陷断口放在体式放大镜下观察,结果如图6所示,从图6可以看出中间黑色夹杂物即为渗透通道。
2.2 缺陷来源分析
2.2.1 现场生产情况调研
抛开产品自身结构影响(此处是水道和缸盖螺栓连接孔搭子处,尺寸厚大,冷却缓慢,易产生热节,铁水凝固后收缩较大),经现场调研考察生产过程,发现存在两类问题:
a)炉料纷杂,大量使用铁屑、钢屑,炉料氧化夹杂物多,熔炼过程中未对铁水采取净化处理措施,直接浇注,势必在铸件薄壁、结构复杂的位置、热节区域形成渣气孔类缺陷;
b)砂芯涂层强度差,涂层薄。砂芯表面施涂质量较差,砂粒裸露,涂刷不良等因素的存在,在浇注时铁水冲刷型芯表面,冲刷下来的砂粒、涂料层等被卷入铁水中,在最后停留区域形成夹渣缺陷,覆膜砂型、芯中的气体窜入铁水,形成渣气孔类缺陷。
2.2.2 模拟分析
借助虚拟制造技术,对铸造工艺进行模拟分析,从模拟结果看,在水道和缸盖螺栓连接孔搭子处存在孤立的热节区域如图7所示,对铸件解剖做切片分析,剖切位置如图8所示,模拟结果发现在水道侧壁搭子厚大部位可能会有缩松缺陷,缺陷位置如图9,其他孤立热节区域也存在产生缩松缺陷的风险。
2.3 改进措施
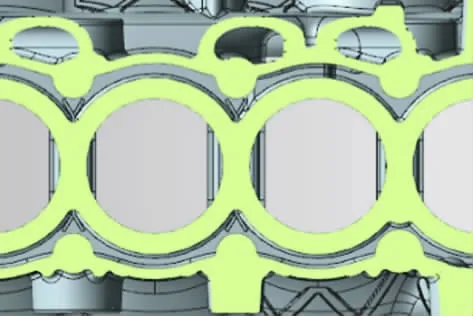
图4 解剖位置及缺陷位置

图7 液相分数分布

图5 着色探伤
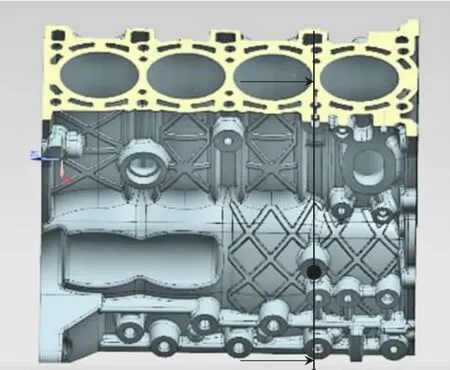
图8 铸件切片位置

图6 体式放大镜

图9 缩松分布
通过现场调研,借助检测仪器分析,模拟分析,确定造成渗漏的主要缺陷为渣气孔。因而减少铁液中的渣、气的来源,避免其在热节处汇集形成孔洞类缺陷;改善铁水质量,减小铁水的收缩倾向是采取改善措施的主要方向。
2.3.1 改善铁水质量
2.3.1.1 优化炉料配比
基于现有的炉料情况,采用碳化硅,优质增碳剂,并添加铁水净化剂对铁水质量进行改善,按照1.4 t铁水的具体配料方案见表2.

表2 熔炼配料方案
碳化硅是一种新型的强复合脱氧剂,在铸造熔炼铁水的过程中加入,不会发生熔化,但是能够溶解于铁液中,其崩解吸收温度大约为1 200℃,因此其溶解的过程是逐渐分解的缓慢过程。对于氧化夹杂物比较多的炉料,充分利用其在铁水中溶解的特点和脱氧的特性,净化铁水,同时进入铁水中的非平衡石墨又可作为石墨析出的核心,细化晶粒,提高组织的致密度。同时考虑到炉料氧化夹杂物多的特点,需要添加铁水净化剂去除铁水中的氧化物、硫化物等被气体所包浮的杂质,减少渣气的来源,净化铁水。
2.3.1.2 调整加料顺序优化熔炼过程
调整加料顺序:铁屑300 kg→碳化硅14 kg、铁水净化剂500 g→铁屑250 kg→增碳剂20 kg→废钢600 kg→回炉料250 kg→提温至1 500℃取样→提温至1550℃断电高温净置5 min~10 min出水。
2.3.1.3 炉内造渣、打渣
在铁水熔化阶段要勤打渣,出炉前高温静置铁水,让在熔化阶段和后期产生的渣子及时的上浮至铁水表面。但是在中频电炉熔化铁水的过程中,在磁场搅拌的条件下,一些细小的渣子来不及上浮,所以必须在停电后静置5 min~10 min,让细小的熔渣上浮并将其打净。
2.3.1.4 包内打渣、聚渣
首先要保证浇注包烘干烘透,未烘干的浇包不仅增加了出铁水时的安全风险,也增加了铁水气体的来源。在浇注前,采用除渣效果较好的除渣剂将包内的浮渣打净,然后在铁水表面撒一层聚渣剂,这样能有效的吸附浇注过程中的浮在铁液表面的渣子,防止细小渣子进入型腔。同时,定期对浇注包进行点检,防止因浇包自身修补的质量问题,导致铁水液面浮渣进入铸型。
2.3.2 涂层质量改善
涂层强度差、易剥落,不仅增加了从砂型/砂芯进入铁水的气体量,也增加了浇注过程中铁水冲刷砂芯/砂型造成的夹渣风险。涂层薄,不能有效屏蔽砂型、砂芯的自身发气,在浇铸过程中,尤其是结构比较复杂且壁厚较小砂芯,跟铁水接触后砂芯中的树脂迅速燃烧产生气体,若涂料的屏蔽效果差,这部分气体就会进入到铁水中,增加此部位的气孔类缺陷风险。因而为消除缸体缸盖这类复杂结构铸件的气孔夹渣类缺陷,涂层质量显得尤为关键。
为了提高涂层质量,内腔砂芯全部采用卡森涂料201J,外观砂型采用卡森涂料200F,具体砂型、砂芯的涂料使用方案及波美度要求见表3.

表3 涂料使用方案及波美度要求
砂芯、砂型涂料使用情况对照,如图10、11、12所示。其中a)为现阶段使用的涂料及涂刷质量,b)为改进使用卡森的涂料及涂刷的质量状态。
2.4 生产结果
1)综合分析确定缺陷类型是渣气孔类缺陷,采用卡森的熔炼工艺方案、砂型/砂芯涂料使用方案,经批量生产,加工、水压检测渗漏缺陷大幅降低,废品率从30%~40%降低到10%左右。

图10 砂型
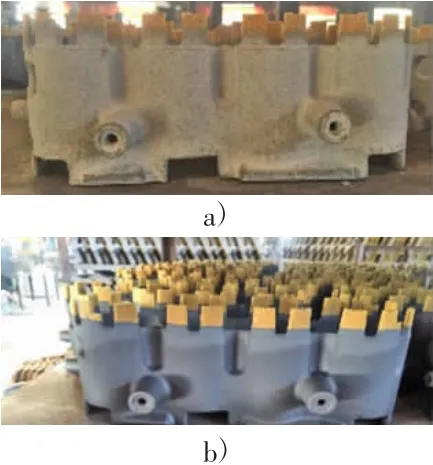
图11 水套砂芯
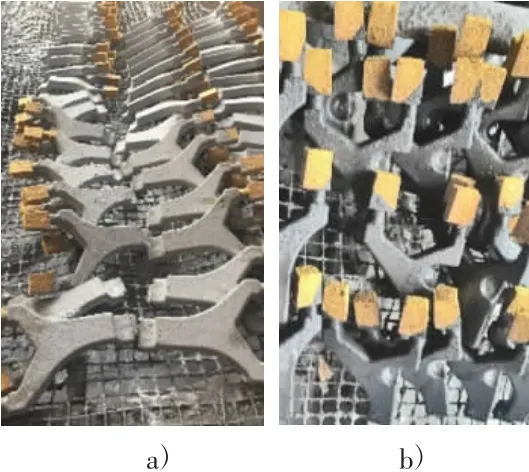
图12 油道砂芯
2)对批量生产发生渗漏的铸件做进一步的解剖分析,结合前期对铸件进行模拟分析的结果,认为通过对铁水纯洁度提升,涂料涂层改善等措施后,还存在的渗漏主要是显微缩松造成的渗漏。具体解决因显微缩松造成的铸件渗漏问题方案见案例分析2。
3 案例分析2
微型车C缸体是D公司主要生产的产品,D公司为三大微车生产企业之一。此缸体属于典型的薄壁小型汽油机缸体,铸件轮廓尺寸为343 mm×305 mm×246 mm,质量 33 kg,最大壁厚 25 mm,最小壁厚4 mm.每箱2件,卧式水平分型,底注式浇注工艺(见图13、图14).使用砂芯有:主体芯、水套芯、油道芯,采用冷芯盒树脂砂芯,浸涂水基涂料烘干工艺。在小批量生产期间,铸件外部机加工料废率高达13%,其中,渗漏占总体废品的94%左右,主要发生在1、2缸之间。
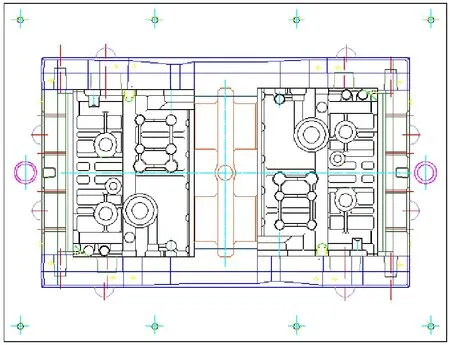
图13 产品布局示意图
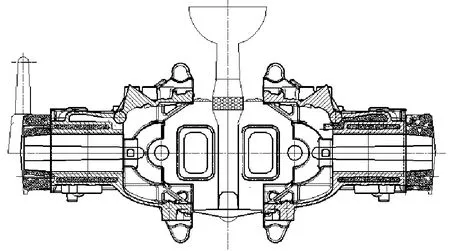
图14 浇注系统布置图
3.1 缺陷分析
对铸件解剖做切片着色探伤,发现在1、2缸之间靠近下型螺栓搭子处有渗透性缺陷如图15、16所示,初步判断是缩松缺陷,对缺陷做进一步的扫描电镜分析,结果如图17,可明显的看到树枝状结晶组织。考虑到缺陷发生的位置比较固定,我们又对产品的结构进行了分析。缺陷发生的位置在1、2缸之间靠近下型螺栓搭子,并且跟其它几个搭子比较,缺陷周围结构比较厚大,所以该缺陷应该为铸件局部结构厚大,在凝固过程中形成热节而导致的“晶间缩松”。

图15 着色探伤(靠后端面)

图16 着色探伤(靠前端面)
3.2 防止措施
3.2.1 对策思路
第一步,改善孕育。一般认为孕育剂的孕育量对渗漏问题都有一定影响,孕育铸铁产生缩松倾向较未孕育铸铁大,铸件的缩松倾向随共晶团数量增大而增大[3];
第二步,防止缩松窜通。主要在改善“缩孔”的基础上,通过激冷等手段,在水套壁处形成致密层,防止“疏松”引起的渗漏。
3.2.2 措施
1)采用缸体专用孕育剂代替通用的硅钡孕育剂,并将孕育剂的加入质量分数控制在0.4%以内。
2)砂芯局部用碲粉涂料解决缩松问题。
考虑到缸体在热节部位有一个上行油孔需要加工,放置冷铁会有融合不好的现象,导致后续加工问题,故采用局部刷碲粉涂料代替冷铁,以解决因缩松而导致的渗漏问题。
(1)碲的白口化作用
碲的冶金效应原理及铸渗碲工艺在铸造生产中早已有所应用,尤其是在汽车、拖拉机制造行业中,采用这种工艺已有效地解决了薄壁复杂铸件的厚大部位(如气缸体主油道孔)的缩松渗漏问题。一般认为在靠近碲粉涂料涂层的铸件表面处产生很薄的一层激冷白口铁,该激冷层组织致密,可有效地防止铸件的缩松渗漏。同时由于碲的影响,在激冷层下面铁水的凝固方式发生变化,可导致石墨组织改变,石墨形态为D型+点状、团絮状石墨,基体组织为珠光体+共晶莱氏体,激冷层厚度为0.90 mm,如图 18~21所示。
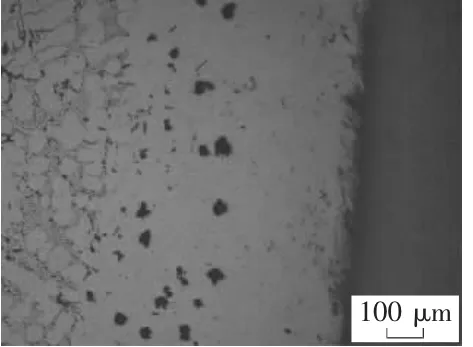
图18 碲影响位置金相(左边为铸件本体)

图19 碲影响位置金相(腐蚀)

图20 靠近本体区域金相
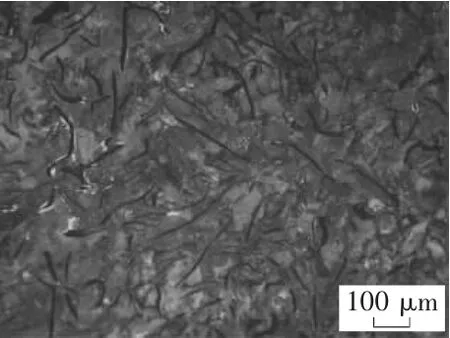
图21 靠近本体区域金相(腐蚀)
碲是炼钢厂的副产品,固态时呈六方晶格,原子序数为52,是介于金属与非金属之间的过渡元素。纯碲的密度为6.25 g/cm3,熔点为450℃,沸点为1 390℃,在熔点以下极易升华,是强烈的反石墨化元素。碲促使铸件表面形成白口层,其白口化作用的形式主要有:
①气化过程:碲在与铁水相接触时,由于碲的升华而吸收大量的热,从而造成铸件表面过冷,改变铁水的临界冷却率,加快铁水的实际冷却速度,加大结晶所需的过冷度,而产生致密的白口组织。
②熔解过程:涂料中加入熔点较低的碲粉,当涂层接触浇注的金属液时涂层中的碲粉即呈熔融状态,部分碲熔人铁水表层中,由于碲是强烈反石墨化元素,从而阻碍了石墨的析出,促使铸件表面产生白口层,防止组织缩松,这就是铸件表面合金化的作用原理[4-5]。
(2)碲的副作用

图22 水套芯刷碲粉涂料
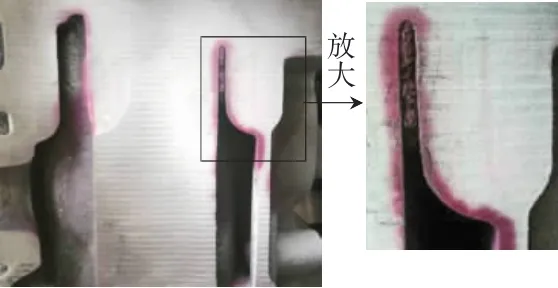
图23 水套芯粘砂
缩松缺陷发生部位为水套芯螺栓搭子处,所以将碲粉涂料刷在水套芯上。而碲要与铁水接触才能有效激冷,水套芯浸涂有抗脉纹涂料,经过试验直接将碲粉涂料刷在烘干后的水套芯上如图22,虽然能消除热节所造成的缩松,但是碲粉涂料在不同浓度下,发现都有不同程度的水套粘砂现象存在,如图23所示。会严重影响发动机的冷却效果。
3.3 生产结果
1)使用缸体专用孕育剂处理后的产品,力学性能和金相组织都能满足产品技术要求,从金相上可以看出缸体专用孕育剂处理的铸件共晶团数量明显少于硅钡孕育剂处理的产品(见图24、图25).

图24 硅钡孕育剂铸件共晶团(4级)
2)选用醇基石墨涂料作为碲粉涂料抗粘砂的底层涂料,经过浓度试验选定合适的石墨涂料浓度14 s~16 s(标准滴定杯),碲粉涂料浓度在12 s~15 s,具有良好的抗粘砂效果,同时有效地消除了缩松缺陷,如图26、图27、图28所示。
3)通过采取上述措施后,D公司生产的C铸铁缸体渗漏问题得到了很大改善,加工渗漏率稳定控制在0.3%以下,缸体上行油道位置再未出现缩松缺陷,达到了质量改进的目标,客户非常满意。
4 结束语
综合以上两个案例,对复杂缸体铸件的缺陷分析解决要遵从以下几点。

图26 底层石墨涂料

图27 面层碲粉涂料

图28 抗粘砂、缩松效果
1)产品缺陷调查是基础。缸体气密性检查中渗漏的部位各不相同,当发现问题时,按缺陷位置对缺陷进行初步分类,收集数据,接着对数据进行统计分析,找出规律,依照“二八原则”,集中精力对占比80%的突出缺陷做更加深入调查分析。
2)缺陷定性分析是关键。借助解剖、探伤手段,金相显微镜、光谱、扫描电镜等检测设备对缺陷断口特征进行识别,准确定性;
3)缺陷来源分析要全面。根据不同的铸造生产工艺、铁水熔炼工艺、炉料、造型材料等的差异,出现问题时要多方位多角度进行分析,尤其是还未彻底认清问题时,不能草率的下定论,要多方求证。可以借助先进的虚拟制造技术,对现有的铸造工艺进行模拟分析,可以直观的看到在浇铸过程中是否存在卷气、夹渣、排气不畅的现象,在凝固过程中,是否存在孤立的液相区域,是否需要增加冒口对孤立区域进行补缩,根据模拟分析的结果是否需要调整铸造工艺和熔炼工艺,能够快速的判断问题的产生原因,便于采取针对性措施,进而加快产品开发和改进周期。
4)综合措施反复验证。在制定防止措施时,不能单一的针对某一方面制定对策,要采用综合措施,制定的措施要严格的执行,对采用的材料、工艺进行反复验证,例如涂料的不同浓度梯度试验,有时只要我们在过程中做一点点改动,获得的效果往往会很明显。通过对主要缺陷的控制,反应到渗漏的控制,只要对铸造过程中细节做好,问题便能迎刃而解。
猜你喜欢
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
汽车实用技术(2021年9期)2021-05-26 09:09:04
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
内燃机与配件(2020年2期)2020-09-10 14:53:53
内燃机与配件(2020年4期)2020-09-10 07:22:44
山东工业技术(2019年18期)2019-07-19 06:03:19
有色冶金设计与研究(2019年1期)2019-03-22 05:42:32
中国科技博览(2018年16期)2018-06-13 10:29:04
汽车实用技术(2017年10期)2017-06-19 19:29:12
中国设备工程(2017年2期)2017-03-06 05:36:55
