
基于ZigBee的废弃电器电子拆解工位视频采集与报警工位终端设计
2019-07-18 10:45张延华姜雄文韩席炜
沈阳化工大学学报 2019年2期
张延华, 姜雄文, 韩席炜
(1.沈阳化工大学 信息工程学院, 辽宁 沈阳 110142;2.辽宁省电力有限公司沈阳法库供电分公司, 辽宁 法库 110400)
随着废弃电器电子产品的增加,其处理处置迫在眉睫.我国目前主要类别的废弃电器电子产品的处理以拆解为主,而拆解产物的处理处置是实现废弃电器电子产品资源化的关键环节,并可有效降低环境风险.我国拆解废弃电器电子产品由分散式的非正规的回收个体逐渐转化为专门的回收处理企业统一回收.但回收处理企业的拆解过程、拆解工艺和手段的规范化程度不高,拆解过程管理也有待实现全过程自动化和监控智能化.因此,如何提高正规回收处理企业的过程监控是亟待解决的问题.本文通过在拆解工位安装视频采集与报警终端,自动采集视频图像,大幅度减少了人工审核工作量,提高了废弃电器电子产品的分类和审核速度.
1 废弃电器电子产品处理
以电视为例,对某企业的废弃电视机拆解生产过程进行分析.收集旧电视的车辆入场,记录车辆信息.记录后进行卸货,将废品分类放入物料筐,空车出厂;称物料筐质量并由记录员记录在物料卡上,然后入库等待进入生产线.将装满废品的物料筐由叉车从库房转运至生产线,由工人进行拆解,屏锥分离,破碎处理;处理后记录员将质量、入库时间、产品类型等信息记录在物料筐卡上,产品放入相应的库存区域;生产产物装车出厂,交给下游生产厂家,产生的危险废物交给处理企业进行处理.
目前废弃电器电子产品拆解大多数采用人工拆解方式,拆解分类通过工位上监控录像回放方式进行分类和统计及人工审核,工作量巨大.本文设计视频采集与报警工位终端,通过在拆解工位安装视频采集与报警终端,与视频摄像头联动方式,自动采集视频图像[1].机房中心服务器在接收到拆解线工位报警终端按钮传过来的信号后,可将接收到信号的时间点作为一个时间标签,存储在中心服务器上,根据时间标签可以从网络录像机、数字录像机、海量云存储、集中存储服务器上预览、下载相关按钮对应的摄像机录像文件,按一次开关就在对应的录像文件上标记一个时间标签,对前端摄像头出现故障能够自动报警等[2].同时软件平台还具备人工校验机制,回放页面增加正常或者异常勾选按钮,正常表明此段录像显示拆解合乎规范,异常表明此段录像拆解不合流程,并注明原因,自动抓拍截图.异常情况包括碎屏、少电路板、核心零部件缺失、荧光粉泄露等.软件平台还可以对工位分别统计正常按钮触发次数和异常按钮触发次数,以及自选工位合计触发次数,并具有分类检索对应的时间标签录像文件的功能,提高废弃电器电子产品的分类和审核速度,大幅度减少人工审核工作[3-5].
2 按键采集与报警终端设备通信网络设计
由于拆解车间的环境复杂,不适合铺设有限网络,因此,系统采用无线网路实现各个工位按键采集及报警终端设备与服务器的数据交互[5].终端设备的设计要简单方便,在复杂的工况环境能够长期稳定运行.
综合考虑Wifi、蓝牙、ZigBee几种常见无线通信的特点及车间的复杂环境,设计选择了ZigBee无线通信技术.ZigBee可以最多容纳254个从设备和1个主设备,在一个区域内可以同时存在最多100个ZigBee网络;通常时延在15~30 ms之间;它提供了数据完整性检查,安全可靠.因此,在对实时性要求高的自动控制领域,ZigBee有着很好的应用前景并被广泛推广[6].
设计采用的是ZigBee的MESH网路结构,如图1所示.每个网路中由一个协调器(图1中符号C表示)和多个路由器(图1中符号R表示)组成.所有的节点设置成相同的频率及网路标识.该MESH网路的最大优点是各个路由节点与协调器通讯会自动获得最佳的路由,当路由路径损坏时会重新获得最佳的路由,从而实现动态维护路由.网络中某些路由节点出现故障,不会影响其他正常节点与协调器的通讯.路由节点上电后自动搜索具有相同频率及网路标识的协调器,然后加入网络[7].
ZigBee网络中协调器收到路由节点的数据,通过透传方式转换成TCP/IP的数据,由服务器的数据接收服务处理.服务器发送给路由节点的TCP/IP数据,通过网络透传方式发送给协调器,再由协调器通过无线ZigBee网络传送到目的节点[8-13].
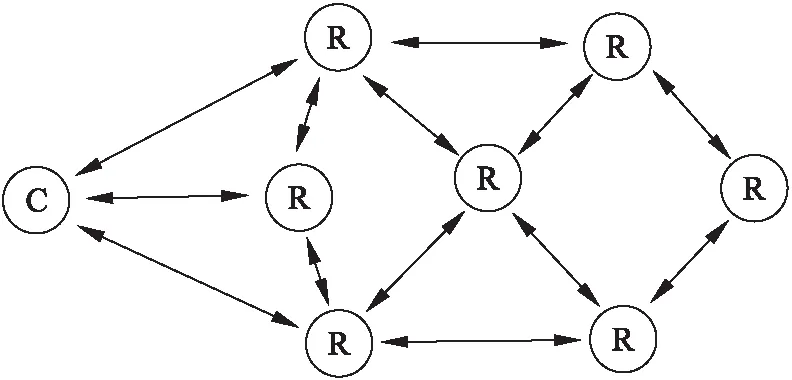
图1 ZigBee MESH网路结构
3 按键采集与报警终端设备硬件设计
根据需求及设备运行环境综合考虑,系统设计的按键采集及报警终端设备的电路原理如图2所示.主芯片采用嵌入式微控制器STM32F103C8T6,该芯片是一款基于ARM Cortex-M 内核STM32系列的32位的微控制器,程序存储器容量为64 kB,电压2~3.6 V,工作温度为-40~85 ℃.它的电源电压为2~3.6 V,具有32位的总线宽度,主频高达72 MHz,程序存储器flash容量位64 kB (64 kB×8),RAM的容量为20 kB×8,此外,它的片内外围设备还有DMA、电机控制、PWM、温度传感器、AD.
电源芯片采用MC34063ADR,该器件本身包含了DC/DC变换器所需的主要功能单片控制电路,且价格便宜.它由具有温度自动补偿功能的基准电压发生器、比较器、占空比可控的振荡器、R-S触发器和大电流输出开关电路等组成.输入电压:2.5~40 V,输出电压可调范围:1.25~40 V,最大输出电流:1.5 A. 采用AMS1117-3.3芯片降稳压器,输出电压为3.3 V.
采用8路NPN达林顿ULN2803ADWR,实现高低逻辑电平、电流/电压之间的衔接.
为了提高输出口驱动能力,采用了PNP中功率三级管MJE210G.它具有低电压、低功耗、高增益的特点,确保了报警灯的正常工作.

ZigBee 无线通信选用中鼎泰克电子生产的DRF1609HUART接口的模块.该模块的主芯片采用TI的CC2630F128,接收灵敏度达到-90 dBmV,在开阔可视的情况下传输距离可达1 600 m,无线频率可在2 405~2 480 MHz(步长为5 MHz)范围内选择,工作温度为-40~85 ℃.该模块可配置成协调器、路由器和终端.
4 设备与上位机通信协议设计
为了实现终端设备与服务器的数据进行可靠的信息交互,系统定制通讯协议的格式统一为:指令头部+数据长度+目标地址+数据+源地址,长度为16进制字符串.具体如表1所示.

表1 指令格式说明
表1说明如下:
(1)协议数据长度已固定为7字节,发送指令长度为11字节,接收指令长度为13字节.
(2)服务器网关模块的自定义地址固定为0x1000;终端仪表的地址为0x10XX.
应用协议数据格式:协议版本+终端ID+命令序列号+命令编号+命令数据+异或校验码,具体如表2所示.

表2 应用协议数据格式说明
表2说明如下:
应用协议命令例子中终端地址均使用0x1021,终端ID均使用0x51.
(1)读取终端数据状态和回复读取终端数据状态.读取终端数据状态: 0x01,服务器至终端;回复读取终端数据状态:0x81,终端至服务器.
读终端在线状态:0xED 0x07 0x10 0x21 0x08 0x51 0x10 0x01 0x00 0x00 0x48 0x10 0x00
回复读终端在线状态:0xED 0x07 0x10 0x00 0x08 0x51 0x10 0x81 0x00 0x01 0xC9 0x10 0x21
读终端故障灯状态:0xED 0x07 0x10 0x21 0x08 0x51 0x11 0x01 0x01 0x00 0x48 0x10 0x00
回复读终端故障灯状态:0xED 0x07 0x10 0x00 0x08 0x51 0x11 0x81 0x00 0x01 0xC8 0x10 0x21
(2)设置终端数据和回复设置终端数据.设置终端数据:0x02,服务器至终端;回复设置终端数据:0x82,终端至服务器.
设置终端数据:0xED 0x07 0x10 0x21 0x08 0x51 0x12 0x02 0x01 0x01 0x49 0x10 0x00
回复设置终端数据:0xED 0x07 0x10 0x00 0x08 0x51 0x12 0x82 0x00 0x01 0xC8 0x10 0x21
(3)终端事件指示和回复终端事件指示.终端事件指示:0x41,终端至服务器;回复终端事件指示:0xC1,服务器至终端.
终端事件指示:0xED 0x07 0x10 0x00 0x08 0x51 0x10 0x41 0x01 0x00 0x09 0x10 0x21
回复终端事件指示:0xED 0x07 0x10 0x21 0x08 0x51 0x10 0xC1 0x01 0x00 0x89 0x10 0x00
5 设计结果
基于ZigBee设计废弃电器电子拆解工位视频采集与报警工位终端,能够准确确定录像机视频位置,解决传统方式通过视频录像机审核拆解废弃电器电子产品过程不同类别产品、生产数量等查找困难、耗时,以及前端摄像机故障报警问题.前端摄像机及后端存储采用海康数字摄像机和硬盘录像机.上位机软件系统采用C/S架构,软件平台架设于独立服务器,用户通过客户端进行日常使用和数据访问、操作.报警终端通过ZigBee网关与服务器连接,能够支持的并发连接数为300个,生产数据采集从触发到录像关联成功,返回采集成功信号小于2 s,查询关联录像的响应时间小于5 s.上位机软件主要功能有生产计数、不合格计数、生产核查回放、广播报警、工位报警、数据统计、LED屏幕联动显示等.其中基础监控功能:图像预览、云镜控制、电子地图、录像检索回放、用户及设备管理配置等;系统运维报警:运行状态检测、录像状态及视频掉线检测、报警、广播功能;生产数据采集及统计:采用按键计数触发方式、工业无线传输网络对生产数据进行采集统计报表,并关联录像;前端摄像头出现报警,通过短信提示相关人员.
6 展 望
我国现有的废弃电器电子产品拆解处理企业,普遍存在生产技术水平和信息管理水平较为落后的情况,特别是拆解过程分类审核,大多数为手工处理,工作强度大,效率低等.研究废弃电器电子产品拆解全过程智能监控平台,替代了废弃电器电子企业人工分类审核和主管部门人工审核,提高了工作效率.论文针对废弃电器电子回收处理的正规企业生产过程,研发设计车间各个工位的按键采集报警终端,用于现场工位数据的接收存储服务、视频分类审核、工位数据统计及监控日常管理等.该终端设备与监控平台综合运用,使企业不仅能够对车间内各工位的拆解全过程实时监控,记录拆解数量,实施拆解分类审核等,还可以实现监控视频丢失及遮挡等情况报警.
猜你喜欢
文萃报·周五版(2022年14期)2022-04-12
红蜻蜓·低年级(2021年11期)2022-01-19
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
甘肃教育(2020年8期)2020-06-11
意林(2020年10期)2020-06-01
中国品牌(2019年10期)2019-10-15
电子制作(2018年17期)2018-09-28
中华家教(2018年8期)2018-09-25
中国资源综合利用(2017年3期)2018-01-22
