烟草薄片浆料处理工艺研究进展
2019-07-17 03:27李新生
造纸化学品 2019年3期
丛 珊,李新生
(上海烟草集团太仓海烟烟草薄片有限公司,江苏太仓 215433)
1 烟草薄片概述
烟草薄片是利用烟草加工过程中产生的烟梗、烟末等烟草废料通过一定的加工工艺生产的再造烟叶[1]。造纸法所生产的烟草薄片具有密度小、填充值大、机械性能好、焦油低等优点,是目前烟草薄片的主要生产技术[2]。上海烟草、湖北烟草、云南烟草等中烟公司都有造纸法烟草薄片配套生产企业,所生产的烟草薄片按照适当比例添加至各卷烟配方中使用。
“三分抄造,七分打浆”,合适的打浆方式可以确保浆料的均匀性,进而保证抄造的稳定性并满足纸张的各项物理指标。传统意义上的打浆,是利用机械作用处理悬浮于水中的纤维原料,使纤维受到剪切力、摩擦力等,使纤维被切断或分丝帚化,从而使纤维原料达到生产所要求的特征[3-4]。由于烟草薄片的原料较为特殊,烟梗浆纤维微观组分呈细长带状,壁薄,胞腔径大,具有典型的草类原料纤维特征;烟末为非纤维细胞组分,微观形态粗短,且杂细胞含量高,经过轻微打浆易形成碎片,微观形态见图1[5-7]。不管是烟梗还是烟末,都不可能通过打浆实现分丝帚化[8],故打浆方式上也就存在了众多不同的工艺,是分打还是混打,是高浓还是低浓,各个薄片企业都在寻找适合自己的最佳流程。

图1 烟梗(左)、烟末(右)的光学显微镜图(×40倍)
烟草薄片对抗张强度的要求不高,只要能够满足基本的抄造强度即可,过高的抗张强度反而会影响卷烟厂的切丝稳定性。烟草薄片对于松厚度和渗透性的要求更高,好的松厚度确保可溶物有效回涂到基片中,避免白芯、发粘等不良后果的产生。为保障烟草薄片良好的物理特性,烟梗和烟片都需要被均匀有效地进行打浆处理。
本文对不同的打浆理念和方式进行了提炼和汇总,为各薄片企业探寻最适合自身的打浆方式提供借鉴和参考。
2 烟草薄片浆料处理工艺介绍
烟草薄片的主要纤维构成有3部分:烟梗、烟片(末)和外加纤维,打浆方式也根据这3部分的结构特点有所不同。如果将薄片比作钢筋混凝土楼板,那么烟片浆则是混凝土结构,主要起填充作用;外加纤维和烟梗浆则是钢筋结构,主要起支撑作用。鉴于烟梗纤维数量较少,且自身结构挺硬,不能单独保证薄片稳定抄造的强度,故需要补充一定的外加纤维予以支撑,具体打浆工艺后续一一介绍。
2.1 高浓打浆工艺
高浓打浆的浆浓为质量分数15%~25%,一般为烟梗和烟片混合打浆,主要依靠物料间的相互搓揉和挤压实现纤维的切断和分丝,高浓打浆工艺流程见图2。

图2 高浓打浆工艺流程
由于高浓打浆作用时间短,物料混合均匀性较低且物料形态差异显著,烟片比烟梗更容易达到成浆状态,若要保证浆料的匀度,需要提高打浆级数。肖选虎等人研究表明,四级高浓打浆方式对应的纤维处理效果较好,可用于抄造的长纤维最多,浆料均匀性较好[9]。高浓打浆需要特别关注浆料的输送与喂料稳定性,以此确保浆料过程质量均匀性。
2.2 低浓打浆工艺
低浓打浆的浆浓范围一般为质量分数3%~6%,采用低浓打浆工艺的薄片企业较多,且具体形式多样,下面进行逐一介绍。
2.2.1 全混合低浓打浆工艺
在萃取工序之前设置有大型高浓水力碎浆机,烟梗、烟片和外加纤维按照配方比例加入,同步进行萃取和低浓打浆,此方法的优势在于烟草物料和外加纤维可以进行充分的搅拌和混合,且因为外加纤维的混入,物料之间的缠绕和交织效果提高,萃取后物料的挤干效果良好,有利于提高可溶物与不可溶物的分离效果,不足之处在于,混合物料的种类较多,打浆难易程度不等,即烟末的打浆难度小于烟梗,烟梗的打浆难度小于外加纤维。由于外加纤维尺寸要明显小于烟草纤维,若磨浆间隙过小,则可能导致烟浆处理强度过大,打浆度偏高;若磨浆间隙过大,烟草浆料处理效果良好,则外加纤维的分丝效果较差,后续存在“云彩花”的风险。全混合低浓打浆工艺流程见图3。

图3 全混合低浓打浆工艺流程
综合以上优劣,全混合打浆有利于物料的充分混合与流送,但需要尽可能选择短纤维进行掺配,如阔叶木纤维相比针叶木更加合适,分布匀度更好。
2.2.2 烟浆混合低浓打浆工艺
该打浆方式将物料分为烟草浆和非烟草浆,并分别进行处理。对于烟草浆料,采用低浓“多级柔打”的理念,轻进刀,多循环,通过磨盘的磨齿对烟草物料进行反复搓打和撞击,尽量在保证纤维长度的前提下,实现浆料的打细和打匀。烟浆混合低浓打浆工艺流程见图4。

图4 烟浆混合低浓打浆工艺流程
宋成剑等人专门针对高浓和低浓打浆的效果进行了系统比较,研究结果表明,相比传统高浓打浆工艺,“多级柔打”的低浓打浆工艺纤维长度提高了10.8%,宽度下降了17.8%,粗度降低了9.5%,浆料和基片匀度得到明显改善[10]。
与此同时,外加纤维单独处理,可以选择更侧重疏解效果的锥形磨浆机,对外加纤维进行循环式游离打浆,一方面促使外加纤维分丝帚化,提高纤维交织强度和交织匀度,避免过多“云彩花”的产生;同时打浆度不能过高,以免滤水困难对抄造产生负面影响,具体外加纤维种类和打浆强度,还要依据具体薄片产品进行针对性设计。该打浆方式的优势在于可以针对烟草物料和外加纤维特点进行单独处理,纤维处理匀度和功能性更加契合;缺点在于配浆比例的稳定性高度依赖流量计和浓度计的准确性,对在线监测设备的要求更高。
由于外加纤维可单独打浆处理,故其种类和添加比例也会对整体的浆料特性产生显著影响。李龙等人研究了不同外加纤维种类和配比对烟草薄片松厚度的影响规律。结果表明,相比针叶木,阔叶木纤维的分布均匀性更好,基片的纤维交织和填充效果更好,有利于在保障打浆过程质量的前提下,整体改善纤维的分布匀度和稳定性;随着阔叶木纤维含量的增加,基片絮团指数下降4.5%,松厚度提升4.7%,扭结指数提升11%,柔软性提升16.7%,基片综合物理性质得到显著提升[11]。
2.2.3 全分开低浓打浆工艺
本打浆工艺对烟梗、烟片和外加纤分别单独处理,包括单独萃取和单独打浆。优点是烟梗萃取液和烟末萃取液可以根据生产节奏和产品品质需求灵活进行调整,且可分别按照物料的形态特点设计打浆磨盘、制定打浆参数和过程质量指标,对各类物料进行定制化处理;缺点是设备投入与能耗较高,配浆稳定性对计量仪器的精度要求很高。全分开低浓打浆工艺流程见图5。
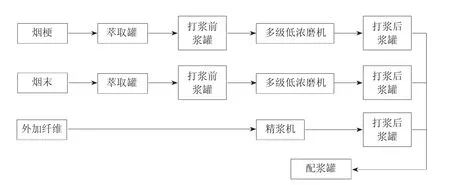
图5 全分开低浓打浆工艺流程
2.3 高低浓结合打浆工艺
郝明显和许江虹等人在总结了造纸法再造烟叶原料特点和现有制浆技术的基础上,提出一种多级高浓制浆与循环低浓打浆相结合的浆料制备技术,并在现有生产线基础上进行了技改和连续生产(高低浓结合打浆工艺流程见图6);提取后烟梗和碎片调节浓度至质量分数15%~25%后进入四级串联高浓制浆至打浆度(18±2)°SR,外加纤维水力碎浆后调节浓度至质量分数5%~8%后进入二级低浓磨浆至(18±2)°SR,不同原料所得粗浆按照配方比例混配均匀后稀释浓度至质量分数5%~8%进入低浓磨循环打浆至打浆度(30±2)°SR,湿重 3.5 g;该方法有效结合了高浓对纤维的搓揉和低浓对纤维的剪切处理作用,浆料匀度较好,但整套打浆设备能耗较高,仍有进一步优化的空间[12-13]。

图6 高低浓结合打浆工艺流程
2.4 烟梗预处理——解纤工艺
2.4.1 磨盘式解纤工艺
由于烟梗和烟末的外观形态差别较大,不管是分开打浆还是混合打浆,烟梗都不适合直接进入磨机,所以必要的“预处理”非常关键,即解纤工艺[14]。几乎所有的薄片厂都会在预萃或洗梗之后,设计有烟梗解纤工序,若烟梗在预萃过程中添加了其他过程助剂,建议在解纤前增加挤干设备;若无,则建议在解纤后增加挤干设备,以此保障固液分离效果。盘磨式解纤的原理和打浆类似,但磨盘齿形以疏解为主,即通过物料垂直方向的机械挤压力实现烟梗的搓揉和细化,解纤浓度一般为质量分数15%~25%,该类解纤机的解纤效果取决于磨盘间隙,通过控制解纤电流控制不同的解纤效果。
朱红琴等人研究了盘磨解纤对造纸法再造烟叶基片吸收性的影响,结果表明,烟梗打浆度的提高主要来自于长纤维被切断,而并非来自纤维表面的分丝帚化。随着烟梗打浆度的提高,再造烟叶的基片强度提高,但是吸收性能下降。烟梗打浆度为18°SR,造纸法再造烟叶的各项性能指标达到最优[15]。
曾健等对烟梗纤维成纸性能进行了综合研究和分析,明确随着打浆度的提高,打浆破坏了烟梗纤维的细胞壁,使纤维分丝细化,打浆后期纤维变短,分丝程度增加,增加了结合面积,从而使松厚度迅速下降;透气度方面,未打浆的烟梗纤维挺硬,制成薄片纸基时纤维与纤维之间的结合没有那么紧密,纤维与纤维之间存在大量的空隙,使空气易于通过,随着打浆度提高,薄片纸基的松厚度下降,紧度上升,透气度下降[16]。
2.4.2 啮齿型解纤工艺
啮齿型磨盘由原来相互作用的竖直方向的间隙增加了水平方向的间隙,不仅使纤维浆料在解纤和磨浆过程中磨齿与浆料相互作用得到加强,而且增加了水平方向的解纤作用,有效接触长度的增加,减少了相互作用过程中纤维长度的切断,有利于纤维长度的保留,磨盘齿形原理对照图见图7。
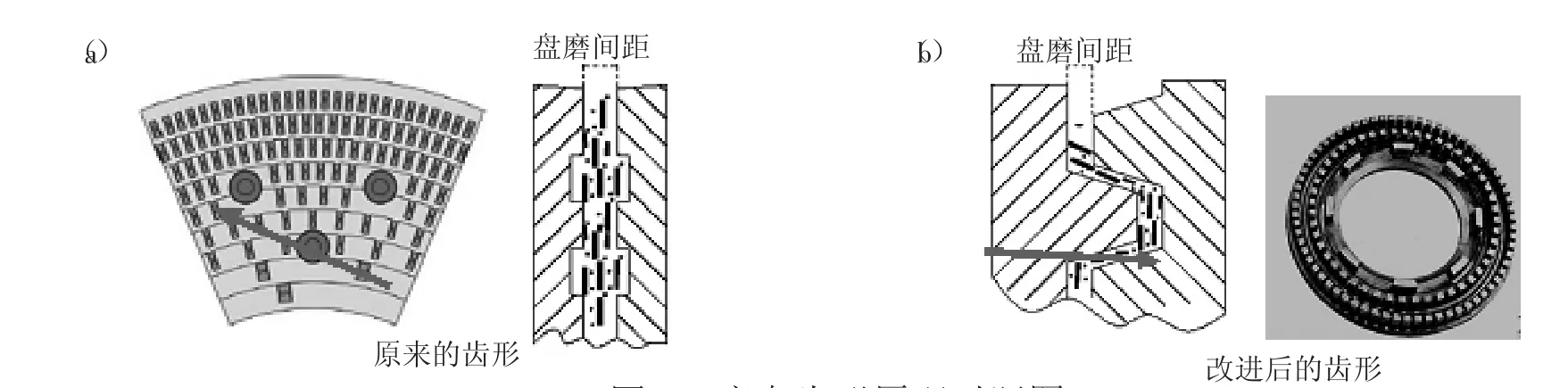
图7 磨盘齿形原理对照图
高大磊等人研究结果表明,相比传统的解纤磨盘,啮齿型磨盘可以实现较少的纤维切断、较小的纤维粗度和宽度,较长的纤维长度,得到的纤维更易于破碎分散和分丝细化,进而使得解纤纤维浆料打浆度提高,湿重降低[17-18]。
啮齿型盘磨的适用浆浓范围是质量分数20%~35%,解纤效果更均匀,但对设备运转时的同心度要求也更高,一旦主轴存在振动偏差大或安装不到位的情况,磨齿极易受到剧烈磨损,设备寿命显著降低,解纤效果大打折扣,采用啮齿型磨盘的磨机实物图见图8。

图8 采用啮齿型磨盘的磨机实物图
3 结语
浆料的种类不同,其处理方式也是多元化的,浓度可以不同、流程可以不同、预处理方式可以不同,但是浆料的处理效果和预期是一致的。不管是烟梗、烟末还是外加纤维,都需要首先保证其处理匀度,在此基础上,根据产品的共性或个性需求,对整体浆料处理工艺进行定制化设计。烟草薄片,担负着卷烟降焦减害的重要使命,现有的浆料处理工艺主要以机械法为主,只能从纤维形态方面对薄片的框架结构进行介入和调节,未来可进一步考虑从化学法、生物法等方面,加强对烟草浆料成分的指向化处理,进一步提高对浆料内在品质的调控能力,助力烟草薄片的多元化应用与推广。
猜你喜欢
石油化工(2022年7期)2022-08-03
轻工学报(2022年2期)2022-05-05
科普童话·学霸日记(2021年4期)2021-09-05
食品与机械(2020年11期)2020-12-07
中国设备工程(2020年19期)2020-10-16
当代陕西(2019年13期)2019-08-20
家禽科学(2019年3期)2019-07-08
西南农业学报(2019年1期)2019-03-01
江西农业学报(2019年1期)2019-01-25
学生天地·小学低年级版(2017年10期)2017-12-11