成组砝码量值传递四工位分量组合法的分析与实现*
2019-07-11 09:37王连芳马以墨胡顺杰肖芳远山东省计量科学研究院
上海计量测试 2019年3期
王连芳 马以墨 胡顺杰 肖芳远 / 山东省计量科学研究院
0 引言
在我国量值传递体系中,砝码处于一个非常重要的位置,不仅是质量量值体系中的唯一标准器,而且还作为标准器具对衡器、天平等称量类工作计量器具进行校准,其量传方式包括组合检定法和直接比较法。砝码组合检定法是指利用一个标准砝码与一整套被检砝码进行比较,经过多次比较称量,由标准砝码真实值校准得到被检砝码质量值。衡量过程中,被检砝码组合标称值与标准砝码标称值相同,同时衡量方程式数目要多于未知砝码的个数。此方法的优点在于含有多余测量,提高了测量结果的可信度。本文所述四工位分量组合法不同于JJG 99-2006《砝码》给出的五工位分量组合法,而是根据国际建议R111《砝码》的典型衡量设计,通过最多四个工位自动加载的方式,来完成由一个标准砝码向一组砝码进行量值传递的方法。由于是一个标准砝码与最多个数为四个的被检砝码组合比较,所以称为四工位分量组合法
在砝码质量量值传递中,称量设备是关键的配套设备。受称量设备自身计量特性的影响,砝码放置在称重盘不同位置而得到的数值有可能不一样,而标准砝码与被检砝码比较应尽量避免这种由配套设备引起的误差,因此在进行砝码量值检定时要求操作者在加、卸砝码时放置位置要尽可能保持一致;称重设备特有的蠕变特性也要求操作者在操作时间间隔上尽可能的一致,这两个细节是影响砝码量值传递准确可靠的关键;同时,人员误操作和误读数在工作量大的情况下也时有发生。以上因素均源于我国目前质量量值传递中一直沿用的人工操作方式,而只要是人工操作检定,这些因素就难以避免。本方法利用计算机采集技术和计算机控制技术,实现毫克组、克组砝码质量值检测,并完成智能化控制自动加、卸载砝码、自动采集检定数据。由于本方法实现了智能机器人系统,有效地减小了砝码量值检测中的随机误差,所以使得检测数据更加可靠。
1 成组砝码量值传递需求
砝码质量量值传递需借助标准砝码进行,传递过程由高准确度等级砝码向低准确度等级砝码逐级传递。根据国际建议R111和国家检定规程JJG 99-2006规定,砝码量值传递所需设备除了作为标准器的标准砝码外,还应具备不同量程和分度值的质量比较仪或电子天平作为配套设备。
本方法所用的标准砝码,包括E1等级克和千克标准砝码。量传路线为:E1等级克标准砝码传递E2等级毫克组砝码,E1等级千克标准砝码传递E2等级克组砝码。所配置的衡量仪器是一体式智能检测机器人系统,其中包括具有梳状秤盘结构(见图1)的质量比较仪两台,质量比较仪的参数配置如表1所示。

表1 衡量仪器参数配置
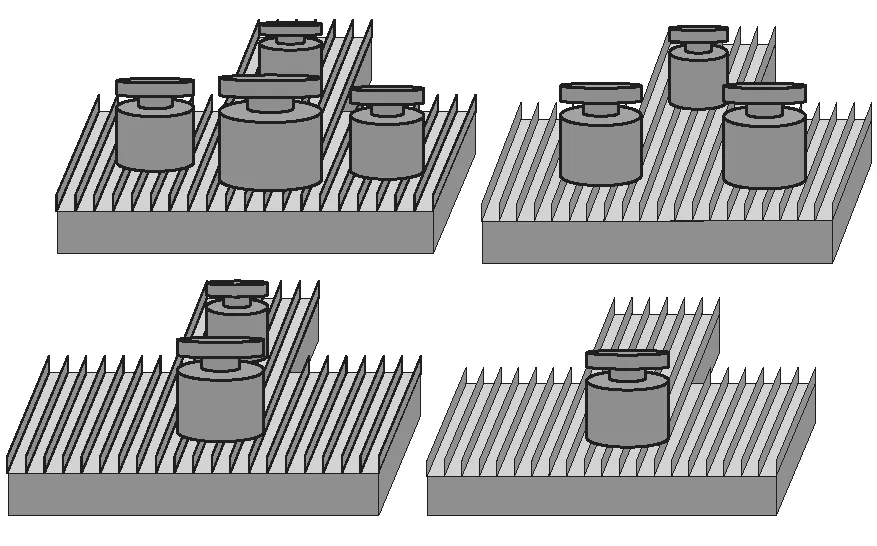
图1 比较仪称量盘示意图
2 四工位分量组合法的数学模型
根据国际建议R111《砝码》提供的检定序列,标准砝码为1 kg和1 g,分别附加三个已知质量的较稳定的核查标准,各设计三组比对,每组12步比对循环,可完成(1~500 g)和(1~500 mg)砝码质量值的量值传递。
以下给出每组的测量序列,选择如下标称值的标准砝码和被检砝码:
标准砝码A :1×10n(n= 1,2,3或-1,-2,-3),单位g;
被检砝码 B:(5、2、2*、1)×10n-1,单位 g;
核查标准砝码:1*×10n-1,单位g。
以n= 1的砝码组合比较举例,即标准砝码A为1 000 g;被检砝码 B 为 500 g、200g、200*g、100 g;核查标准砝码为100*g。共有以下操作序列,如表2所示。
根据操作序列可得出两组线性方程组:
方程组一
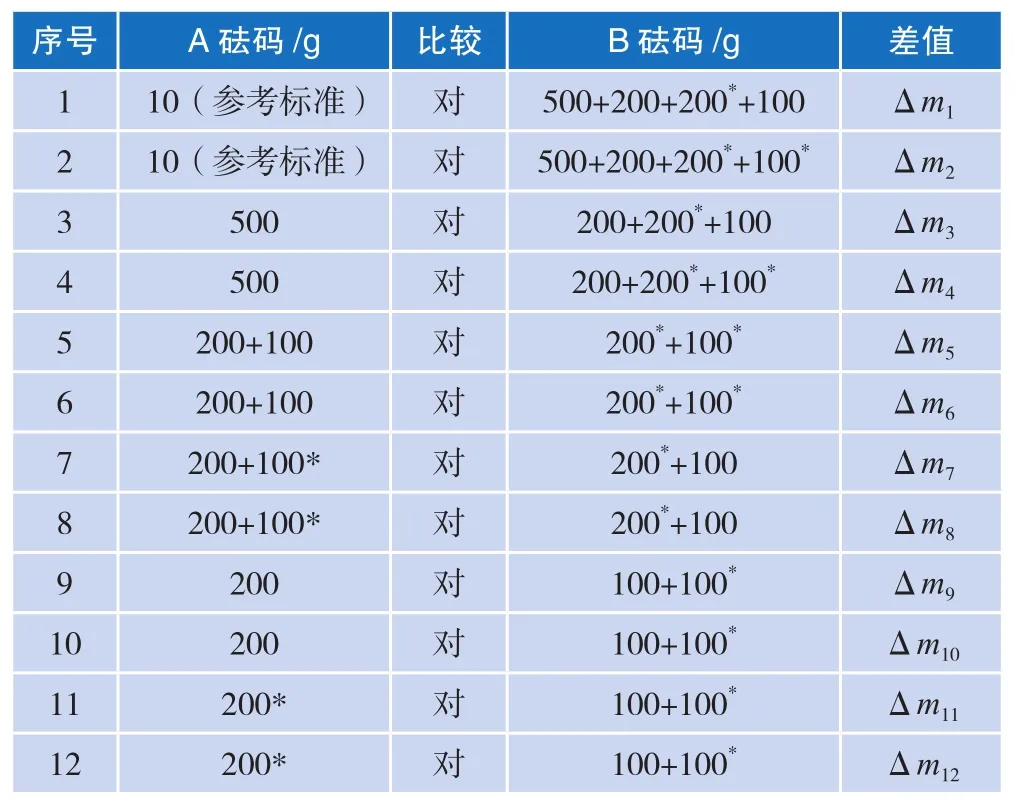
表2 比对循环操作序列
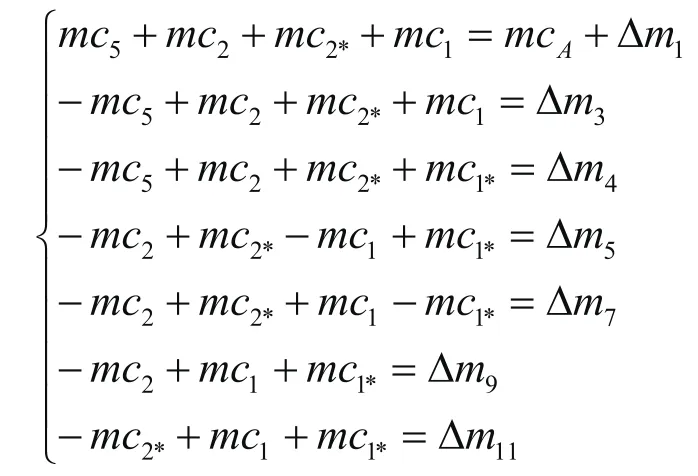
方程组二

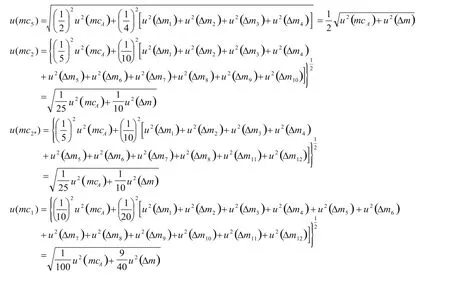
通过解析上述两个方程组,可得到mc5、mc2、mc2*、mc1、mc1*数值,即得到被检砝码5、2、2*、1的量值,整套砝码中一组(5、2、2*、1)砝码的数学模型如下:

3 四工位组合检定法的实现
3.1 硬件架构
本系统所配置的衡量仪器是一体式智能检测机器人系统,其硬件架构包括:1)中央控制单元,用来控制衡量设备的开关门、机械臂的行程等。2)具有三维行程控制,可进行360°全方位操作的智能机械手,用于在砝码仓、中转工位和衡量设备之间运送和加卸载砝码。3)具有梳状秤盘的质量比较仪两台;4)用于放置标准砝码和被检砝码,具有梳状结构的砝码仓;5)具有梳状结构的中转工位。如图2所示。

图2 硬件架构图
3.2 四工位组合法自动加卸载砝码的实现
本系统的质量比较仪称量盘与中转工位均设计采用四工位梳状结构,根据衡量设计的需要可同时放置一至四个砝码,如图1所示。
加卸载机械手有两种共四个叉位,大叉与质量比较仪Ⅰ以及对应的砝码仓配套,小叉与质量比较仪Ⅱ以及对应的砝码仓配套,每种两个叉位分别用于承载标准砝码和被检砝码,即四工位叉和双工位叉。如图3所示。机械手四工位叉可叉取一至四个砝码,双工位叉可叉取一至两个砝码。
智能机械手臂承担了传运机构的作用,带动机械手在机构空间内完成三维X轴、Y轴、Z轴双向运动和顺时针逆时针360°双向转动,使砝码根据衡量设计的要求在质量比较仪组、中转工位组、砝码仓组之间,以及标准砝码和被检砝码转换比较在质量比较仪上的一至四个砝码任意组合自动加卸载,从而实现四工位分量组合法自动加卸载砝码。
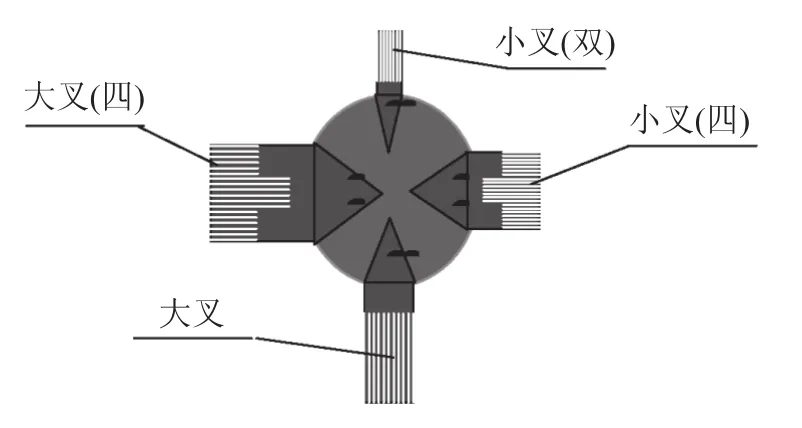
图3 机械手叉示意图
3.3 四工位组合法智能控制的实现
本系统为一体式机构,其操作过程是在同一个环境柜中完成。中央控制单元完成控制衡量设备的开关门、机械手在各仓位-各中转工位-各比较仪称量盘之间的砝码运输和加卸载,并进行数据采集和运算,最后计算得到标准砝码和被检砝码之间的差值,再进一步计算得到被检砝码的实际质量值。中央控制单元由控制单元数据线总成计算机和中央控制计算机组成。数据线总成计算机与质量比较仪串口、智能机械手臂控制线、以及六个温度传感器、两个湿度传感器、一个大气压传感器的数据线连接,实时传送指令和采集数据信息。中央控制计算机处于一体式检测机构外围,与数据总线计算机连接,同时通过通信电缆与网络连接,对机器人实时操作、控制、参数设置和比对程序设计全部在该计算机中完成。中央控制单元原理图如图4所示。

图4 中央控制单元原理图
4 四工位分量组合法不确定度分析
测量方法不同对测量结果引入的不确定度分量也不相同,按照ABBA的循环方式,由于衡量是在同一个比较仪上完成的,不计空气浮力的影响,每次称量由衡量仪器引入的不确定度分量为
4.1 四工位分量组合法测量不确定度
根据四工位分量组合法的数学模型,可得:
4.2 四工位分量组合法与其他方法测量不确定度的比较
根据JJG 99-2006给出的五工位分量组合法和一对一直接比较法给出的砝码折算质量值的计算公式,可得这两种方法的不确定度如下:
五工位分量组合法:

直接比较法:

汇总四工位分量组合法、五工位分量组合法和一对一直接比较法,测量结果不确定度如表3所示。
从表中可知,组合法的测量结果不确定度低于直接比较法,四工位分量组合法的测量结果不确定度低于五工位分量组合法,由此可知在成组砝码量值传递中采用四工位分量组合法,可极大地提高检测结果的准确度。
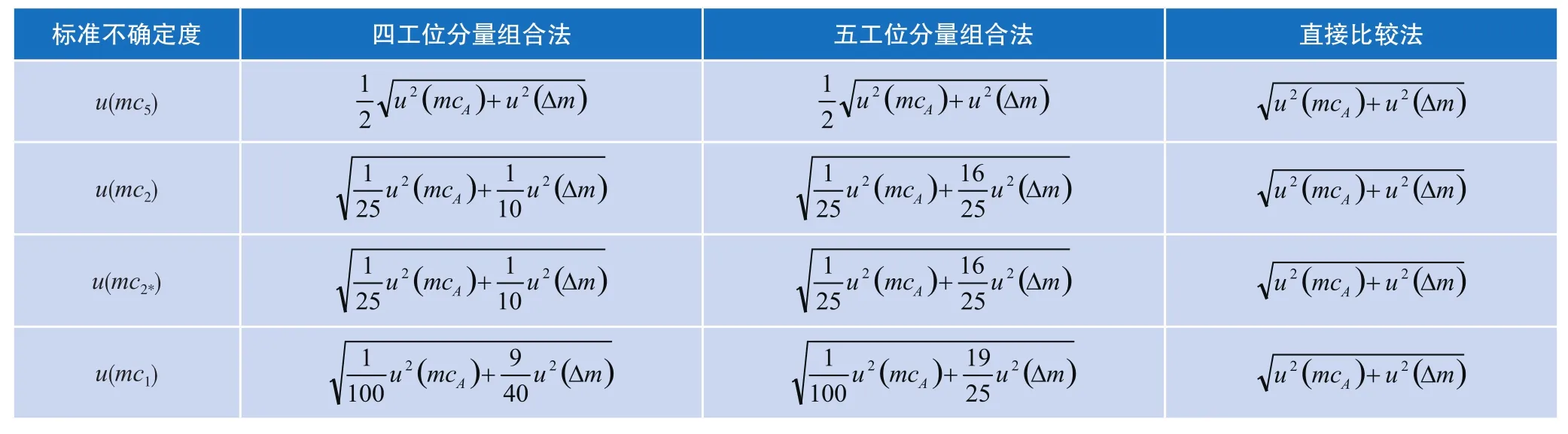
表3 不同方法测量不确定度比较
5 结语
本方法利用单个砝码作为标准器,通过对被检砝码组多次衡量,最高工位是四个的比较,也就是“一对四”砝码量值组合比较检定法,实现量传克组1~500 g和毫克组 1~500 mg的量值传递;利用核查标准砝码的方式,增加了自校体系,增加了核查标准砝码量值稳定性功能,使得整套计量标准量传准确性和稳定性更加可靠;利用计算机采集技术和计算机控制技术,完成智能化控制自动加卸砝码、自动采集检定数据,并进行数据运算处理得到砝码组的折算质量值。
本方法把智能机器人系统引入砝码量传检定领域,将检定流程中大部分的操作交由智能化系统来完成,将提高砝码常规检定的工作效率,确保检定结果公正、科学、准确,提高我国质量专业的检测能力或技术水平,推动我国质量传递技术的发展。
猜你喜欢
发明与创新(2023年2期)2023-01-09
数学杂志(2022年4期)2022-09-27
商品与质量(2021年7期)2021-04-02
北京航空航天大学学报(2020年3期)2021-01-14
中学生数理化(高中版.高考理化)(2020年6期)2020-11-26
数学小灵通(1-2年级)(2018年6期)2018-06-28
中国铁道科学(2015年1期)2015-06-26
数学大王·中高年级(2015年6期)2015-06-26
创业家(2015年2期)2015-02-27
国际贸易(2010年6期)2010-07-09