
高频脉冲复合直流TIG对6N01铝合金焊接接头组织和硬度的影响
2019-07-05 03:44王立伟索英超吴朝峰汪殿龙梁志敏董思齐
沈阳大学学报(自然科学版) 2019年3期
王立伟, 索英超, 吴朝峰, 汪殿龙, 梁志敏, 董思齐
(1. 河北科技大学 材料科学与工程学院, 河北 石家庄 050018;2. 中山大学 材料科学与工程学院, 广东 广州 510275)
6000系列铝合金是可热处理强化的变形铝合金,具有中等强度、良好的焊接性和耐蚀性等,使用范围广,特别在航天航空、交通运输和建筑等领域已得到广泛应用[1].目前,国内高速列车制造领域对6N01铝合金的焊接方式主要以熔焊为主[2],熔焊是把焊接接头及填充金属加热到熔化状态,其温度相当高,远远超出金属或合金的熔点[3].采用传统熔焊方法对其连接时容易产生气孔、热裂纹及热影响区软化等问题[2].因此,选择合适的焊接方法对于提高6N01铝合金焊接接头的质量和性能至关重要.
本文采用Panasonic直流TIG(tungsten inert gas)焊机的正负极与高频脉冲电流发生装置进行并联.熔焊复合不同频率脉冲可以显著改善铝合金的凝固组织,能对液态金属熔池产生电磁搅拌作用,有助于促使焊缝区晶粒细化,以及接头力学性能的提升[4].目前,国内对6N01铝合金熔焊叠加高频焊接对组织和力学性能的研究也有报道[5-6].采用高频脉冲电弧复合直流TIG 焊接6N01铝合金,并采用高速摄像技术实时采集焊接过程中电弧的变化情况,观察附加高频脉冲对电弧稳定性的影响,研究不同频率高频脉冲复合直流TIG对6N01铝合金焊接接头显微组织和硬度的影响.
1 实验材料及方法
本实验采用高频脉冲复合直流TIG焊对6N01铝合金进行不填充焊丝堆焊试验,试板尺寸为175.0 mm×150.0 mm×3.5 mm,6N01铝合金的化学成分质量分数见表1.将Panasonic直流TIG焊机的正负极与高频脉冲电流发生装置进行并联,分别并联40、45、50、55、60 kHz的高频脉冲,高频脉冲的占空比为50%,平均电流为70 A,从而使得高频脉冲作用到焊接过程中,具体工艺参数见表2,并且采用纯Ar保护气.为保证焊接质量,焊前采用机械打磨方法去除板材焊道两侧附近30 mm范围内的氧化膜,并且利用丙酮溶液清洁6N01铝合金表面.采用高速摄像技术对直流TIG复合高频脉冲焊接6N01铝合金过程中微观电弧形态进行拍摄,采集电弧形态变化图像进行分析,高速摄像采集参数见表3.焊后制备金相和硬度试样,进行组织和硬度的测试和分析.

表1 6N01铝合金化学成分的质量分数Table 1 Mass fraction of 6N01 aluminum alloy chemical composition %
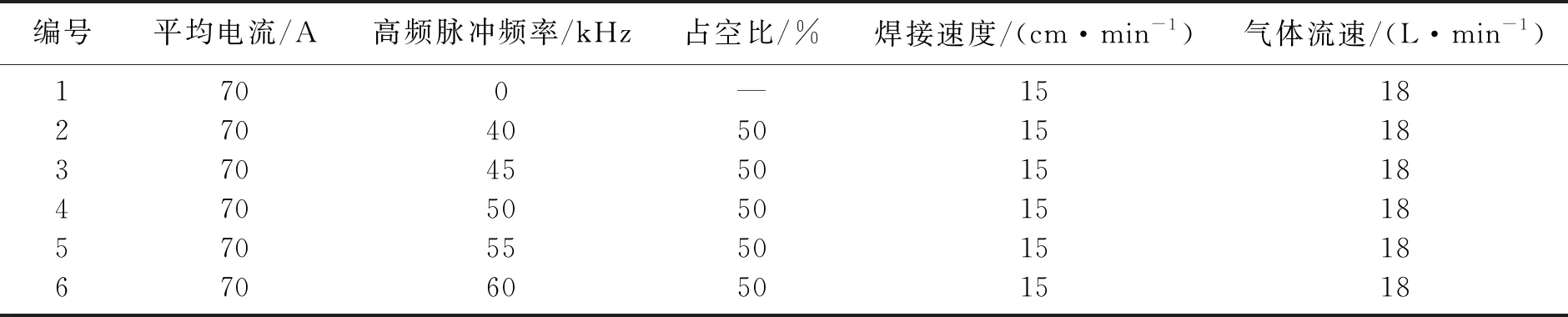
表2 直流TIG复合高频脉冲焊接工艺参数Table 2 Process parameters of high-frequency pulse hybridizing direct current TIG

表3 高速摄像拍摄参数Table 3 Shooting parameters of high speed camera
2 实验结果及分析
2.1 电弧特征
图1给出了直流TIG焊复合不同频率高频脉冲时的电弧形态.由图1可以看出,各个频率段的电弧形态均呈现出钟罩状.直流TIG复合不同频率高频脉冲的电弧均表现出比较稳定的电弧形态,即在TIG直流的基础上复合不同频率的高频脉冲电流,并未影响直流电弧的稳定性,从而不会因为保护不当出现缺陷.
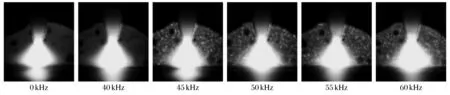
图1 直流TIG复合不同频率高频脉冲的电弧形态Fig.1 Arc shape of HF-DCTIG at different frequencies
2.2 焊缝宏观形貌
图2为直流TIG复合不同频率的高频脉冲焊后6N01铝合金焊缝宏观形貌.
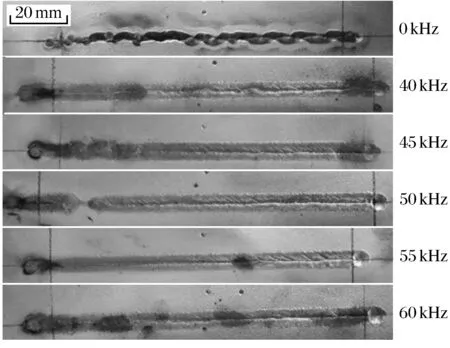
图2 直流TIG复合不同频率高频脉冲的焊缝形貌
从图2中可以看出,直流TIG未复合高频脉冲电流时,即0 kHz时,表面呈断续分布,焊缝熔宽不均匀,成形质量较差;当复合40~60 kHz脉冲电流时,焊缝沿焊接方向均匀连续,呈现出规则的鱼鳞纹状,熔宽一致,尤其55 kHz时,成形最为美观,无表面缺陷.
2.3 显微组织
根据国家标准《金属显微组织检验方法》(GB/T 13298—91)对焊接接头进行取样,并制备金相试样,之后使用蔡司光学金相显微镜对金相试样进行观察.直流TIG复合不同频率高频脉冲的焊缝中心微观金相组织如图3所示.从图3a可以看出直流TIG未复合高频脉冲的焊缝中心为大尺寸方向性的柱状晶组织.图3b~图3d所示为40、45和50 kHz的焊缝组织,直流TIG复合高频脉冲后,焊缝中心为等轴晶组织,靠近两侧熔合线的组织为沿散热方向以联生结晶形式形成的柱状晶组织.当频率增加到55 kHz时,焊缝中心晶粒明显细化,如图3e所示,由于频率叠加能对液态金属熔池产生电磁搅拌作用,熔池金属流动性提高,可有效破碎新结晶形成的晶粒组织,达到细化晶粒的效果[7].当频率增加到60 kHz时,焊缝中心晶粒又呈现出一定程度的粗化现象.
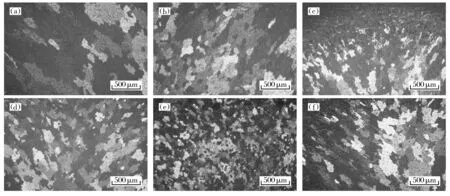
图3 直流TIG复合不同频率高频脉冲焊缝中心微观组织Fig.3 The optical microstructure of weld center of HF-DCTIG at different frequencies(a)—0 kHz; (b)—40 kHz; (c)—45 kHz; (d)—50 kHz; (e)—55 kHz; (f)—60 kHz.
综上所述,随着直流TIG复合的高频脉冲电流的频率增加,6N01铝合金的焊接接头的焊缝中心组织出现柱状晶向等轴晶的晶型转变及等轴晶的逐渐细化,在直流TIG复合55 kHz高频脉冲时,焊缝心部显微组织细化效果最明显.
图4为直流TIG、高频脉冲复合直流TIG焊缝的熔合线区域显微组织.各图中右下侧为焊缝区微观组织,左上侧为热影响区显微组织,中间部分很窄的是熔合线.从图4中可以看出,靠近熔合线的焊缝区组织为沿着熔合线垂直生长出来的树枝状晶粒组织.随着高频脉冲的频率增加,搅拌作用增强,熔池金属流动性提高,对焊缝熔合区边缘产生强烈的冲刷作用,熔合线晶粒呈现出逐渐细化的变化趋势,在直流TIG复合高频脉冲电流频率为55 kHz时的晶粒细化现象最为明显.此外,在靠进熔合区的热影响区的晶粒组织在热作用下,相较于母材出现了长大,但并未随着不同频率高频脉冲电流的变化而呈现出明显变化的趋势.
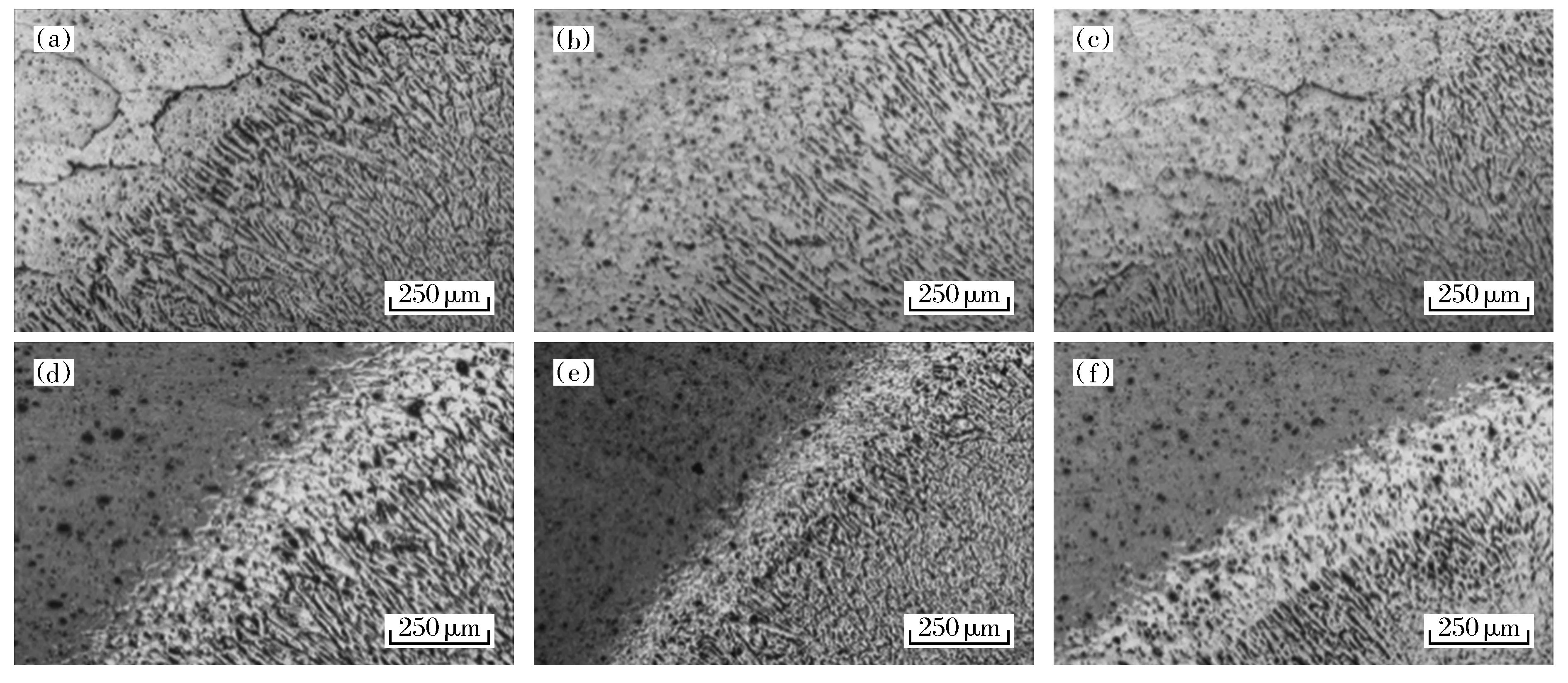
图4 直流TIG复合不同频率高频脉冲熔合线区域微观组织Fig.4 The optical microstructure of fusion line of HF-CTIG at different frequencies(a)—0 kHz; (b)—40 kHz; (c)—45 kHz; (d)—50 kHz; (e)—55 kHz; (f)—60 kHz.
2.4 显微硬度
按照《焊接接头硬度试验方法》加工硬度试样尺寸,应用维氏显微硬度仪测试试样显微硬度,采用1.96 N的载荷和10 s的停留时间,相邻两点间隔距离为1 mm.
图5为直流TIG复合不同高频脉冲的焊接接头维氏显微硬度分布情况.从图5中可以看出,复合高频脉冲时的硬度值与0 kHz时相比硬度得到了提高,整体来看55 kHz时的硬度值相较于其他频率整体提高,55 kHz高频脉冲的焊缝晶粒细化程度最高,使得接头的硬度提高最为显著.从分布情况看,直流TIG复合不同频率高频脉冲的焊接接头硬度值变化规律一致,均是随到焊缝中心距离的增加,硬度值呈现先增加后减少,之后又增加的规律,焊接接头硬度呈现大幅波动,分布不均.直流TIG复合45 kHz高频脉冲时焊缝心部硬度最大值为60 HV 0.2/10;直流TIG复合40 kHz高频脉冲时存在最小值,为46 HV 0.2/10.直流TIG复合不同频率高频脉冲的6N01铝合金焊接接头热影响区均存在明显的软化区,焊接接头最严重部位距焊缝中心约10 mm,最低硬度值出现在50 kHz高频脉冲复合接头中,最低硬度值为45 HV 0.2/10,软化区域力学性能最差,为焊接接头最薄弱的区域.由于6N01铝合金导热性好,为避免未熔合等缺陷的产生,熔焊过程中需要较大的热输入,导致软化区析出粗大的β相,析出强化效果严重减弱,导致焊后接头软化较为严重,力学性能大幅降低[8-9].
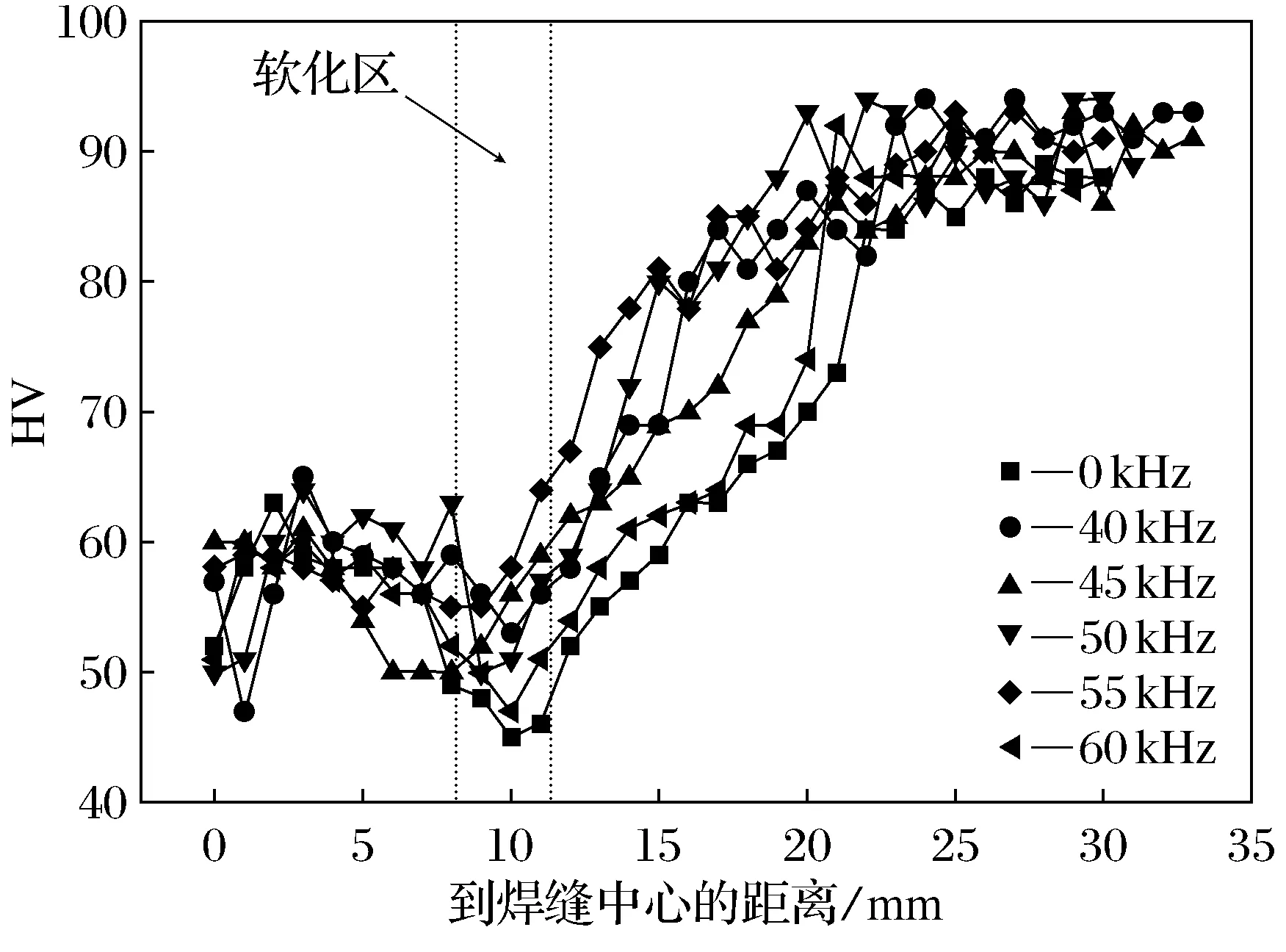
图5 直流TIG复合不同频率高频脉冲焊接接头硬度
3 结 论
(1) 在直流TIG的基础上复合不同频率的高频脉冲电流,电弧稳定性良好.
(2) 随着直流TIG复合的高频脉冲电流的频率增加,6N01铝合金的焊接接头的焊缝中心组织出现柱状晶向等轴晶的晶型转变以及等轴晶的逐渐细化,在直流TIG复合55 kHz高频脉冲时,焊缝中心和熔合线微观组织细化效果最为显著.
(3) 相比直流TIG焊缝,复合高频脉冲电流提高了焊缝的显微硬度,频率为55 kHz时的硬度值提高幅度最大.
猜你喜欢
机械工程材料(2022年6期)2022-08-03
陶瓷学报(2021年4期)2021-10-14
上海交通大学学报(2020年7期)2020-08-03
制造技术与机床(2019年9期)2019-09-10
兵器装备工程学报(2019年4期)2019-05-05
劳动保护(2018年5期)2018-06-05
华人时刊(2018年23期)2018-03-21
中华建设(2017年3期)2017-06-08
电子制作(2017年22期)2017-02-02
科技与创新(2016年19期)2016-11-09
