
模切机跑规故障分析及维修
2019-07-04 09:43:40刘飞林
设备管理与维修 2019年5期
刘飞林
(湖南福瑞印刷有限公司,湖南长沙 410100)
0 引言
模切机广泛运用于印刷企业,特别是在烟包印刷企业生产中发挥了巨大的作用。模切机跑规是设备维修过程中出现较多的问题,以博斯特SP102-SE模切机为例,分析模切机跑规原因及处理方法。
1 SP102-SE模切机工作原理
2 故障分析及处理措施
2.1 飞达走纸
(1)气压不足。飞达走纸有吸气和吹气动作,分别由负压泵和压力泵提供压力,压力不足会导致纸张走歪造成跑规现象。正常工况下,飞达压力表值-0.06 MPa,负压表读数-0.04 MPa。如果压力没达到工艺要求值,需要检修气泵及气路。

图1 SP102-SE模切机模切流程
(2)飞达调节。飞达调节不当也是造成跑规的主要原因之一,特别是换牌后需更换相应的压纸弹片,调节飞达踩脚的压纸量,以保证输纸平稳、整齐。另外,纸张变形也会引起走纸不畅,必须控制纸张存放环境的温、湿度。
(3)飞达气体分配转子在不同的逻辑时间段分配真空,实现分纸吸嘴、递纸吸嘴的真空开释。保养时需取下用酒精清洁保养,长期未保养会造成供气时序错乱,走纸不畅。
2.2 输纸台板送纸
输纸台板负责将纸张从飞达传输到模切区进行模切,造成纸张跑规的原因主要有2点。
(1)压纸毛刷位置和压力调节不当。
(2)输纸皮带磨损,导致输纸不畅。
解决办法是调节送纸毛刷轮及输纸轮,更换已磨损的皮带。
2.3 前规侧规定位
(1)侧规拉力调节不当。侧规拉力有粗调节和微调2个部分,先根据纸张克重进行拉力粗调,再调节拉纸弹簧进行拉力微调。
(2)前规处配置4个电子眼,纸张规格不同,使用的电子眼数量不同,一般同时使用2个。设备保养时用干布蘸酒精对前规检测装置进行清洁,并确保每次更换前规电眼时,安装位置精确、有效。
2.4 模切区定位
(1)模切版在版框中固定不牢,模切过程中模切版移位,使模切刀线、压痕位置不准确;解决办法是重新校正并上牢模切版,重新套正模切规矩。
(2)模切版弹性模切胶条粘接位置距离模切刀过近,在模切刀两侧没有对称粘贴,弹性胶条受压时产生侧向力,使纸张移位,影响模切定位精度;解决方法是选择合理的位置进行粘贴,弹性模切胶条距离模切刀的距离控制在()mm,并且对称粘贴,可防止模切瞬间纸张移位。
(3)模切区牙排定位分一次定位和二次定位。一次定位在输纸板和模切区连接处也称叼纸定位;二次定位在模切区和收纸区连接处也称为合压定位。通过调整单个牙排和定位块定位位置,改变纸张咬口的大小,实现单个牙排精度的调整。
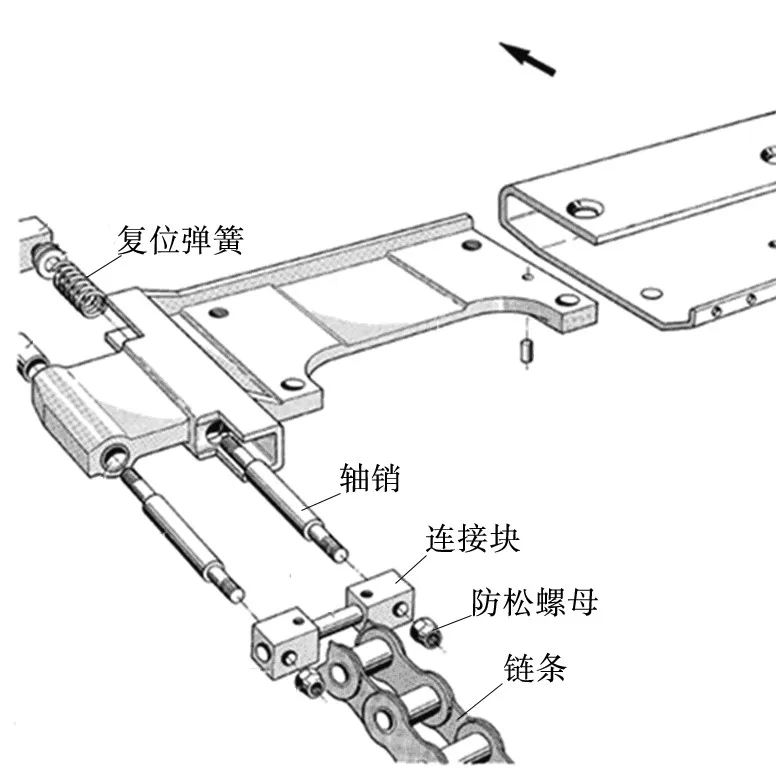
图2 牙排叼纸合压定位原理
如图2所示,牙排靠轴销、复位弹簧、连接块、防松螺母等与链条连接。复位弹簧发生断裂或老化、轴销和定位块磨损、紧固螺母松动等情况都可能造成牙排与定位块游隙变小,牙排与靠规定位部件的游隙间隔正常值为()mm。游隙超出正常范围,牙排无法准确可靠地叼纸定位与合压定位,造成跑规。解决办法是及时修补或更换断裂或老化的部件,以保证正常生产。
影响牙排准确定位的另一个因素是链条拉长。BOBST SP102-SE模切机有7根牙排和14段链条,链节用销钉连接,长时间使用磨损会使链条自然伸长,影响输纸牙排定位点位置,进而影响模切精度。解决办法就是更换链接,厂家链接配件有-0.5,0,+0.5等3种型号,正常情况下使用0型链接。链条拉伸后,可采用-0.5型链接进行补偿,如果换链接后还不能补偿链条拉伸量,则需将链条整体更换。
3 结语
通过生产实践,总结出模切规线跑动的主要因素。遇到模切跑规问题,需要做详细的研究与分析,排查对模切精度产生影响的因素,节省维修时间,提高维修效率,保证模切机高速、高精度、高稳定性的运行状态,为生产提供坚实的设备保障。
猜你喜欢
橡胶科技(2023年2期)2023-04-06 03:46:14
现代制造技术与装备(2023年7期)2023-03-05 04:29:56
中国设备工程(2021年22期)2021-12-20 06:39:46
中国建筑金属结构(2021年8期)2021-09-05 01:19:14
锻压装备与制造技术(2021年2期)2021-07-19 08:50:46
商品与质量(2021年7期)2021-04-02 12:40:34
防爆电机(2020年5期)2020-12-14 07:04:00
装备制造技术(2020年2期)2020-12-14 03:09:20
机械研究与应用(2018年1期)2018-03-13 09:43:29
今日印刷(2018年7期)2018-02-17 15:32:34
