
CO2汽提法尿素装置扩能改造总结
2019-07-02 07:30
化肥设计 2019年3期
(山东华鲁恒升化工股份有限公司,山东 德州 253024)
山东华鲁恒升化工股份有限公司(以下简称华鲁恒升)有2套40万t/a CO2汽提尿素装置,1#装置于2006年7月开车,2#装置2010年9月开车,均为山东化工规划院设计。2012年由于前系统合成氨扩能增产,液氨过剩,需要配套提高尿素装置产能,通过充分论证,启动了尿素装置扩能改造项目。经过对国内、国际各种尿素扩能路线调研,最终选择在原流程基础上并联一套中压系统的技术方案,委托北京众联盛化工工程有限公司进行工程设计[1]。
1 改造方案
为合理控制改造费用和施工周期,总体思路为对高压系统合成塔塔盘升级改造,提高转化率,同时将合成下液和汽提塔下液分流,部分去新增中压系统,蒸发增加预浓缩,在回收中压热负荷的同时可提高尿液浓度,不增加现有低压及蒸发系统负荷。
1.1 高压系统改造
根据物料平衡计算结果,将尿素产量从1 300 t/d提高到1 800 t/d,合成塔的生产强度由9.15 t/(d·m3)增加到12.67 t/(d·m3),合成塔塔盘需要进行相应改造。经过计算,塔底气量增加42%,液体量增加24%,塔顶气量增加18%,液体量增加45%。在现有塔盘情况下,塔底气相阻力增加102%,液相阻力增加54%;塔顶气相阻力增加39%,液相阻力增加110%。阻力增加将给系统改造带来不利影响。为此根据物料参数对塔盘气相通道和液相通道进行相应的调整。
首先将塔内溢流管上端溢流漏斗提高600 mm,以增加尿塔有效容积;其次由于尿塔整体空速增加,为了稳定尿塔液位,最上层塔盘(第17层)由径流式塔板改为均布式塔板,以减小液位波动,减少塔顶气液夹带;从底部往上1至16层塔盘的D片重新设计制作。
为了解决高压甲铵喷射器抽吸能力不足的问题,新配一条甲铵液管线,由甲铵泵直接进入高压甲铵冷凝器。正常生产时甲铵液分两股进入高压系统,一股走现有流程进入高压洗涤器,另一股(基本上是扩能增加的甲铵液量)进入高压甲铵冷凝器。
合成塔下液管线配一条至中压汽提塔管线,扩能改造增加的负荷经此管线直接进入中压汽提塔,保证高压汽提塔的稳定[2]。低负荷运行需要甩开中压系统走原有流程。原至低压精馏塔管线的汽提塔下液管线保留,新配管线至中压汽提塔,正常满负荷生产时高压汽提塔物料可以部分或全部进中压汽提塔,进一步气提分解后再进低压系统,降低低压精馏塔的负荷。
1.2 新增中压系统
中压系统操作压力为1.8 MPa,主要设备包括中压汽提塔、甲铵冷凝器、甲铵分离器。约1 500~2 000 Nm3/h的中压CO2直接进入中压汽提塔,以甲铵液的形式进入高压系统。这样可以降低低压精馏塔的负荷,避免改造现有低压精馏系统,同时在中压压力下,最大限度地利用气体冷凝热,降低系统蒸汽消耗。新增中压系统流程见图1。
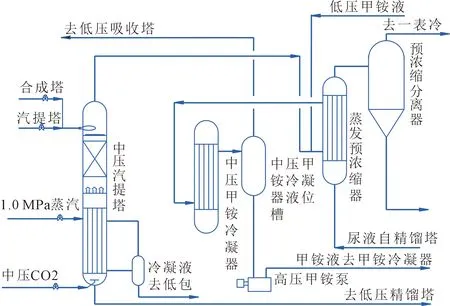
图1 新增中压系统流程
1.3 低压系统
由于低压设备较大,低压精馏塔直径为1.8 m,低压精馏塔加热器换热面积为660 m2,且高压汽提塔物料经中压汽提塔物料二次分解后再进低压系统,降低了低压系统负荷,因此低压系统可以不作任何改动。
1.4 蒸发系统
增设预浓缩加热器、预浓缩分离器、预浓缩表冷器、预浓缩喷射器,将现有蒸发改为三段蒸发,保留现有闪蒸系统。低负荷运行时,按现有闪蒸加两段蒸发操作。为充分利用中压分解气吸收热,预浓缩设计为两段结构,下部为热利用段,回收中压分解气吸收产生的热量,上部为蒸汽加热段,以保证预浓缩下液浓度稳定。为解决造粒塔能力不足问题,新增两套转鼓大颗粒装置。上述改造解决了蒸发系统能力不足的问题,系统其他部分不需要改动。
1.5 水解解吸
改造后尿素产量增加值为20 t/h,水解解吸氨水量增加约10 t/h。将蒸发抽真空系统的蒸汽喷射泵改造为水力喷射器,解吸氨水量基本没有增加,改造后水解解吸负荷仍能维持在40 t/h左右,因此,水解解吸系统不需要作任何改动。
1.6 运转设备
增加1台往复式高压氨泵、2台往复式高压甲铵泵、2台离心式低压甲铵泵、2台900 m3/h调温水泵。主要设备参数见表1。
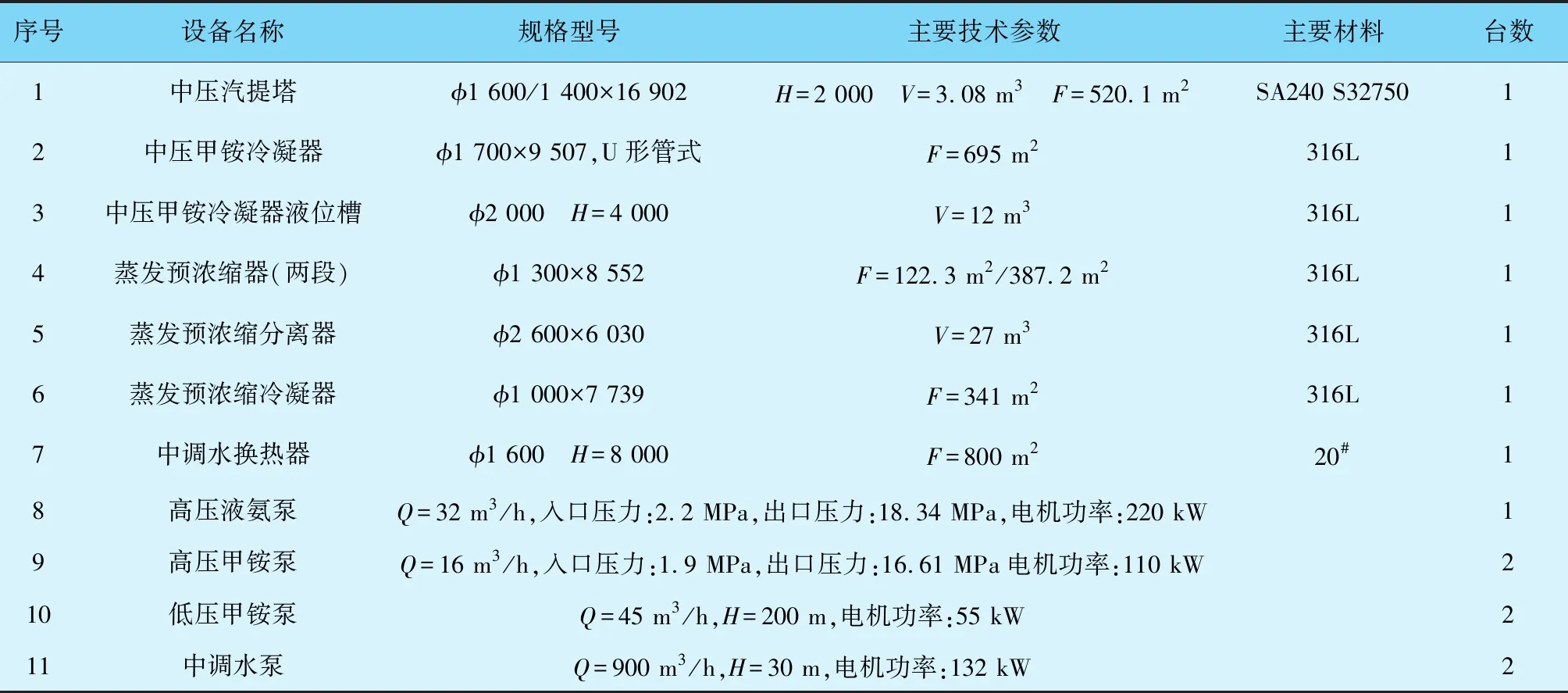
表1 主要设备参数
2 改造后运行情况
(1)华鲁恒升2套40万t/a扩能改造分别于2014年和2016年开车,由于中压系统采用并联设计,可与原装置实现自由对接。在开车投料时,先不投用新增中压系统,当系统稳定后,在加量过程中逐步投用,操作简洁方便。经过两年的运行优化,目前运行稳定,单套装置尿素可稳定在1 750 t/d,最佳工况达到1 795 t/d,达到设计预期,同时装置的消耗保持在同类装置较好的水平。
(2)中压汽提塔采用双相钢S32750材质,同时一直保持含有0.6%~0.8%氧气的CO2通入,有效防止了中压系统出现低氧腐蚀,装置投用后产品镍离子含量控制在0.26%~0.28%;由于蒸发系统没有较大改造,扩能后物料流速提高,停留时间变短,虽然流程变长,但缩二脲并没有增长;同时原来蒸发蒸汽系统喷射泵改为水力喷射器后,大大降低了蒸发表冷器的负荷,即使在夏季循环水32 ℃的条件下,产品质量也可以稳定在优等品。
3 结语
(1)项目采用提前预制、短停并网的施工方案,利用装置大修机会,分别于2014年和2016年实现并网运行。改造前后数据对比见表2。
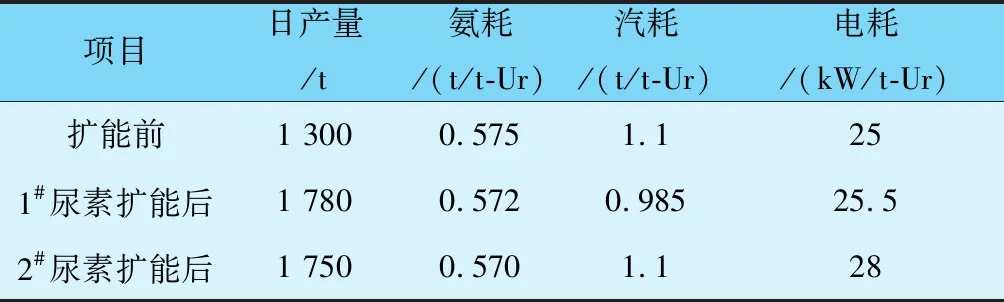
表2 改造前后数据对比
注:①2#尿素回收大颗粒洗涤液(尿素质量分数为45%,Q=5 m3/h),蒸汽消耗偏高;②电耗以主装置运行设备计算。
(2)经过两年的优化调整,装置扩能35%以上稳定运行,产品蒸汽消耗和液氨消耗均有一定下降。
猜你喜欢
中国化肥信息(2022年9期)2022-11-23
今日农业(2020年13期)2020-12-15
今日农业(2020年13期)2020-08-24
商品与质量(2019年34期)2019-11-29
肥料与健康(2019年4期)2019-11-01
今日农业(2019年12期)2019-08-13
电子制作(2018年10期)2018-08-04
科技视界(2016年5期)2016-02-22
企业技术开发·中旬刊(2014年10期)2014-10-30
科技传播(2012年16期)2012-04-19
