一种磨损数值计算方法的实验分析*
2019-07-02 11:49:02
润滑与密封 2019年6期
(华南理工大学机械与汽车工程学院 广东广州 510640)
凡是有机械运动的地方,就有摩擦和磨损存在。据统计,在工业生产的各个工程领域中,因摩擦磨损而导致的机械失效,占零件失效总量的60%~80%;因摩擦磨损导致的能量损失,占能量消耗总量的30%~50%[1]。因此,研究摩擦磨损的相关机制,能延长机械设备的使用寿命,节约材料和能量,具有重要的社会经济意义。
现在对磨损的研究很大程度上是通过实验进行的,即通过建立模拟实际工况条件的摩擦磨损模型,从而获得摩擦磨损的特性及变化趋势。虽然实验的方法具有较高的准确性,但由于其要制作实验模型,因此投入的成本较大且非常耗时[2]。此外,现有的许多理论和计算公式是在特定的实验条件下得出的,其针对性和局限性较强[3]。因此,如果能通过数值计算方法来进行磨损分析,对缩短产品设计周期和减少成本具有非常重要的意义。1953年,Acrhadr教授提出了黏着磨损计算模型——Archard模型,并提出了磨损系数的概念[4]。Archard磨损模型是目前使用最为广泛的磨损计算模型。占旺龙和黄平[5]提出一种基于Archard磨损计算模型的数值方法,对线接触弹性磨损全过程进行了分析,得到不同滑动距离下的法向接触压力及磨损深度。本文作者选用不同的擦副材料,通过控制摩载荷以及转速等变量,研究磨损率的变化,验证该计算方法的适用范围以及影响其计算偏差的因素,并综合分析影响磨损的各种因素,分析计算方法的合理性和局限性,为其提供了实验依据。
1 实验部分
1.1 实验原理
实验为线接触滑动干磨损实验,实验设计基于Archard磨损计算模型,分别研究试样材料、载荷和速度对磨损率的影响。测量固定磨损距离下的磨损量,并与数值计算方法获得的磨损量进行对比。
磨损是相互接触的两物体表面在相对运动过程中造成表面物质损耗的过程,磨损的大小用磨损量表示。由于磨损是一个过程,所以通常采用移动单位距离产生的磨损量,即磨损率,来表示材料磨损的快慢程度。当磨损距离相同时,可以用磨损深度代替磨损率进行分析。
按接触形式,可将磨损分为点接触、线接触以及面接触3种。文中研究的是线接触磨损(环-块摩擦磨损实验),两相对运动的线接触摩擦副接触表面可近似成弹性圆柱体与半平面之间的相对滑动问题,如图1所示。

图1 环块摩擦磨损实验图
相对于试块的磨损,试环的磨损是发生在整个试环的外圆柱面上,而不是像试块那样集中在磨痕处。假设试环跟试块的磨损率是相等的,那试环跟试块的磨损量(磨损深度)之比就等于磨痕宽度跟试环外圆柱面的周长之比。根据实验使用的试样尺寸,经过计算得知试环的磨损量小于试块的磨损量的1%,可忽略不计。所以实验将试环视为刚体,不考虑试环的磨损,只考虑试块的磨损情况。
根据Archard磨损定律,摩擦副运动过程中,接触表面磨损率是坐标为x的一点上法向接触压力的函数,其计算公式[6]可写为
(1)
式中:h为磨损深度;s为磨损距离;k为磨损系数,Pa·m;m为表面接触压力p对磨损率的影响指数。
磨损系数k取决于摩擦副材料性质与温度,表面接触压力取决于施加的载荷,k和m可通过实验或计算求得[6-8]。在同种材料且磨损温度恒定时,可近似认为k为常数。
所以,相对滑动距离为s时的磨损量为

(2)
文中计算磨损深度采用的数值方法基于Archard磨损计算模型,该计算方法是分步进行的。因为磨损是一个动态耦合过程,表面磨损会导致接触形状改变从而影响接触压力的分布,而接触压力改变又会反过来影响磨损率,必须不断修改接触表面形状并计算得与之相适应的压力来进行当前的磨损计算。计算过程中磨损系数k保持不变,将接触界面进行离散化,求解在各个步长内的接触压力及磨损量,不断修改接触表面形状并计算得到与之相适应的压力来进行当前的磨损计算,从而获得不同滑动距离下的磨损量[5]。
1.2 实验设备及实验材料
采用MRH-3高速环块摩擦磨损试验机进行线接触磨损实验,实验中磨损痕迹通过TALYSURF CLI 1000表面形貌仪测量。
按照GB/T 12444-2006试环-试块滑动磨损试验标准,委托专业的零件加工厂按图纸加工出满足精度要求的实验试样,试样规格如图2所示。

图2 试样规格
试环材料为不锈钢06Cr19Ni10,试块材料为45钢和黄铜。45钢和黄铜是零件加工常用的两种材料,实验采用这两种材料作为代表软硬不同的两种材料进行磨损实验,从而对磨损机制进行验证。45钢的弹性模量为200 GPa,泊松比为0.3,代表较硬的材料;黄铜的弹性模量为85 GPa,泊松比为0.35,代表较软的材料。
1.3 实验方案
由1.1实验原理可知,磨损率取决于试样材料和所施加的载荷。为防止实验中摩擦产生较大的热量导致温度上升,试验机在较低载荷和转速下运行,从而消除温度对磨损系数k的影响,具体的实验方案如表1所示。实验取转速ω=100 r/min,试块材料为45钢和黄铜,载荷为100、200和300 N。由Archard磨损定律可知,在温度恒定的情况下可将磨损系数k视为常数,磨损率与转速无关。为验证该设想,设置了转速ω=200 r/min的对比实验,即实验7和实验8。实验的验证指标为试块的磨损率,通过测量固定磨损距离下的磨损量获得,取75、150、225、300 m处的磨损痕迹进行测量。

表1 磨损实验方案
由于相同材料的不同试块之间也会有一定的差异,以及存在其他偶然因素的影响,为避免实验结果出现粗大误差,每组实验均进行两次重复实验。若两次实验的结果偏差小于15%,则取两者平均值作为实验结果;若两次重复实验的结果偏差大于15%,则继续进行重复实验,直到出现偏差小于15%的两次实验结果。
2 结果与分析
2.1 实验及计算结果
按照表1的实验方案,获得的实验数据和与其对应的计算数据如表2所示。
表2实验与计算的最大磨损深度
Table2Maximumweardepthofexperimentandcalculationμm

实验编号 磨损距离75 m 磨损距离150 m 磨损距离225 m 磨损距离300 m 实验计算实验计算实验计算实验计算10.60.450.80.711.00.941.21.1420.80.711.21.131.61.481.91.8030.80.921.41.481.81.942.22.36443.9166.2288.16109.89566.19109.861312.941615.69688.111312.911716.952120.5570.60.450.80.711.00.941.21.1480.80.711.21.131.51.481.91.80
2.2 磨损距离的影响
随着磨损距离的增加,磨损宽度也会增加,而实验过程中保持载荷不变,接触状态由线接触向面接触发生转变,所以接触压力会随着磨损距离增加而逐渐下降。实验中以75 m为间隔取4个等距离的磨损距离,由于压力的下降,磨损量并不是像磨损距离一样等量地增加。如表2所示,以实验2为例,前75 m磨痕深度增加了0.71 μm,从75 m到150 m磨痕深度增加了0.42 μm,从150 m到225 m磨痕深度增加了0.35 μm,从225 m到300 m磨痕深度增加了0.32 μm。可以明显地看出,磨痕深度的增加速度随着磨损距离增加而下降。同时,磨痕宽度变大的速度也会逐渐变小,当磨痕宽度达到一定宽度时,接触面积开始近似保持不变,所以后面磨损深度与磨损距离的关系可以近似看着是线性增长的。此外,配合的摩擦副表面,在经过加工后依然存在微观和宏观几何缺陷。因此,在配合面刚开始摩擦的时侯,实际接触面积很小,导致接触峰点压力很高,磨损剧烈。在磨合过程中,通过接触峰点磨损和塑性变形会逐渐改善摩擦副接触表面的形态,磨损率也会逐渐降低并趋于稳定,进入正常磨损状态[1]。
2.3 材料的影响
实验采用了45钢和黄铜两种块材料。如表2所示,将实验1和实验4,实验2和实验5,实验3和实验6进行对比,可以发现相同工况下,不锈钢-黄铜摩擦副的磨损率是不锈钢-45钢摩擦副的10倍左右。45钢的硬度大于黄铜,磨损率小于黄铜,即磨损率随着材料硬度的增加而减少。不锈钢的硬度为HRC18~20,黄铜硬度为HB80~110,45钢硬度为HRC20~30(等于HB225~285),45钢的硬度与黄铜硬度之比远远达不到磨损率差别的10倍,可见磨损率跟材料硬度并不是比例关系。如果磨损形式属于黏着磨损,则磨损率与摩擦副中软材料的硬度成反比[1],与实验结果不符;如果磨损形式属于磨粒磨损,根据图3所示的相对硬度对磨损率的影响[1],若不锈钢-黄铜摩擦副处于严重磨损区,不锈钢-45钢摩擦副处于轻微磨损区,则可说明实验中磨损率差别的问题。结合文中实验是在低速轻载的情况下进行,以及磨痕的形貌特征,可得出结论,文中实验的主要磨损形式是磨粒磨损。

图3 相对硬度对磨损率的影响[1]
2.4 载荷的影响
由Archard磨损定律公式(1)可知:磨损率与接触压力成正比,而随着磨损距离的增加,接触压力迅速下降并近似趋于均匀分布。当接触宽度足够宽时,可以近似认为接触压力为均布载荷,实验中摩损距离超过75 m,可将接触压力近似视为均布载荷。为了便于分析,取75 m后的磨痕深度增量进行比较,去除前75 m中接触压力分布不均的磨损部分的影响。实验4、5、6三者之间除了载荷不同之外,其他变量均保持相同,如表3所示。
从表3可以看出,随着载荷的增加,磨痕深度增量也随之增加。这是由于载荷增加导致接触压力增大,而磨损率跟接触压力成正比。实验4施加的载荷是100 N,实验5施加的载荷是200 N,实验6施加的载荷是300 N,三者比例是1∶2∶3。对75 m到150 m的磨痕深度增量,三者实验结果之比是1∶2∶2.5,计算结果之比是1∶1.57∶2.08;对150 m到225 m的磨痕深度增量,三者实验结果之比是1∶1.5∶2,计算结果之比是1∶1.58∶2.08;对225 m到300 m的磨痕深度增量,三者实验结果之比是1∶1.5∶2,计算结果之比是1∶1.59∶2.08。可见,磨痕深度增量比小于载荷增量比,这是由于弹性变形的存在。当载荷增加时,由于弹性变形导致接触面积变大,所以压力增加没有载荷增加那么大,这就解释了磨痕深度增加不如载荷增加那么多。同时,随着磨损距离的增加,磨痕宽度也随之增加,弹性变形导致的接触面积增加占总接触面积的比例下降,所以磨痕深度增加之比逐渐向载荷增加之比靠近,这也从另一方面说明了接触状态由线接触在向面接触发生转变。
表3试验4~6的磨痕深度增量
Table3Weartracedepthincrementoftest4~6

μm
实验1~3为45钢试块的磨损实验,实验4~6为黄铜试块的磨损实验,图4示出了其磨损深度随载荷的变化关系。
从图4中可以看到:相同载荷下随着磨损距离的增加,磨损深度增大;计算磨损深度随载荷变化的曲线近似于一条直线,且随着磨损距离增加,其斜率逐渐增加,并趋向于斜率为某一固定值的直线。计算磨损深度随载荷变化关系曲线看起来像是一条直线,实际上是一条中间微凸的曲线,只是其曲率半径很大,所以看起来像一条直线。计算以100 N和300 N处两点为两端形成的直线的中点,可以发现中点坐标略小于200 N处点的坐标,可见100、200、300 N处三点连成的曲线是一条中间微凸的曲线,而不是直线。虽然载荷取点数较少,但是可以看到,无论是45钢磨损实验还是黄铜磨损实验,计算结果与实验结果在不同磨损距离下磨损深度随载荷的变化曲线均是中间微凸的曲线,这是由于弹性变形作用导致接触面积增加,接触压力与载荷并不是同比增加的原因,这与上述磨痕增量的分析结果相一致。同时,随着磨损距离的增加,磨损深度随载荷变化的曲线斜率逐渐增加,这是因为当磨损距离增加时磨痕宽度也随之增加,弹性变形导致的接触面积增加占总接触面积的比例下降,所以磨痕深度增加之比逐渐向载荷增加之比靠近,磨损深度随载荷变化的曲线斜率会逐渐趋向于某一固定值。

图4 磨损深度随载荷变化
45钢磨损实验磨损深度随载荷变化曲线与计算磨损深度随载荷变化曲线的偏差较大,黄铜磨损实验磨损深度随载荷变化曲线与计算计算磨损深度随载荷变化曲线基本吻合。45钢磨损实验磨损深度随载荷变化曲线的曲率半径明显较小,说明弹性变形导致增加的接触面积占总接触面积的比例较大,对45钢磨损实验影响更明显。
根据实验数据,可以获得磨损深度与载荷在一定范围内的近似关系式。根据磨损理论,载荷对磨损量的影响可以合成指数规律[9]:
y=a(s)xb
(3)
式中:y为磨损量;x为载荷值;a(s)为随磨损距离变化的参数且a(s)>0;参数b反应摩擦副的材料属性如硬度等,参数b<1。
对某一磨损距离下的磨损深度随载荷变化曲线采用最小二乘法拟合,即可获得该磨损距离下的参数a与参数b的值。现取45钢在300 m处实验磨损深度随载荷变化曲线为例,对其进行最小二乘法拟合。对式(3)两边取对数,得
lny=lna(300)+blnx
(4)
设Y=lny,X=lnx,A=lna(300),计算获得回归换算结果如表4所示。

表4 回归换算结果
计算得:

所以回归方程为
Y=-2.381+0.561X
(5)
此时,a(300)=0.092,45钢在300 m处实验磨损深度随载荷变化曲线拟合公式为
y=0.092x0.561
(6)
2.5 速度的影响
对比实验1和实验7,实验2和实验8,在摩擦副材料以及施加载荷等其他工况条件相同的情况下,实验7和实验8分别是实验1和实验2 转速的2倍,然而它们的磨损率都相差不大,可见速度的改变不会改变磨损率的大小。当然,无论是实验1和2,还是实验7和8,都是在低速情况下进行实验的。如果是在高速条件下,摩擦产生的热来不及散失,导致温度上升,速度的大小就会通过改变磨损系数k影响磨损率,这时候磨损率大小显然是跟速度大小有关的。
产生热量的多少取决于做功的功率,而材料的导热性是固定的。根据能量守恒,试验机的动力通过试环传递,转变成自由能和内能,假设做的功pv全部转化成热能,并以热传导的方式通过试块传走热量,有如式(7)所示的关系式。将功率最大的实验8的结果代入计算,发现其温升导致的磨损系数改变可忽略不计,这与实验结果相符合。
(7)
式中:p是压力;v是相对速度;λ是导热系数;δ是传热壁厚;Δt是温差。
3 误差分析
3.1 误差计算
对实验结果与计算结果的绝对误差与相对误差进行了计算,结果如表5所示。

表5 实验结果与计算结果的误差
从表5中可以看到,实验结果与计算结果是基本吻合的。除了实验1在磨损距离为75 m处测量结果相对误差超过30%,实验1在150 m处、实验2在75 m处、实验3在75 m处的测量结果相对误差超过10%外,其他的测量结果与计算结果的相对误差均在10%以下。由于重复实验的存在,并且是取平均轮廓线来作为最终的磨痕轮廓线,可以判断有这么大的相对误差并不是由于操作原因而导致的。所以文中只需判断这是机器本身的精度问题造成的系统误差,还是由于计算中采用近似值替代造成的计算误差。
实验1~6的测量结果与计算结果误差分布如图5所示。
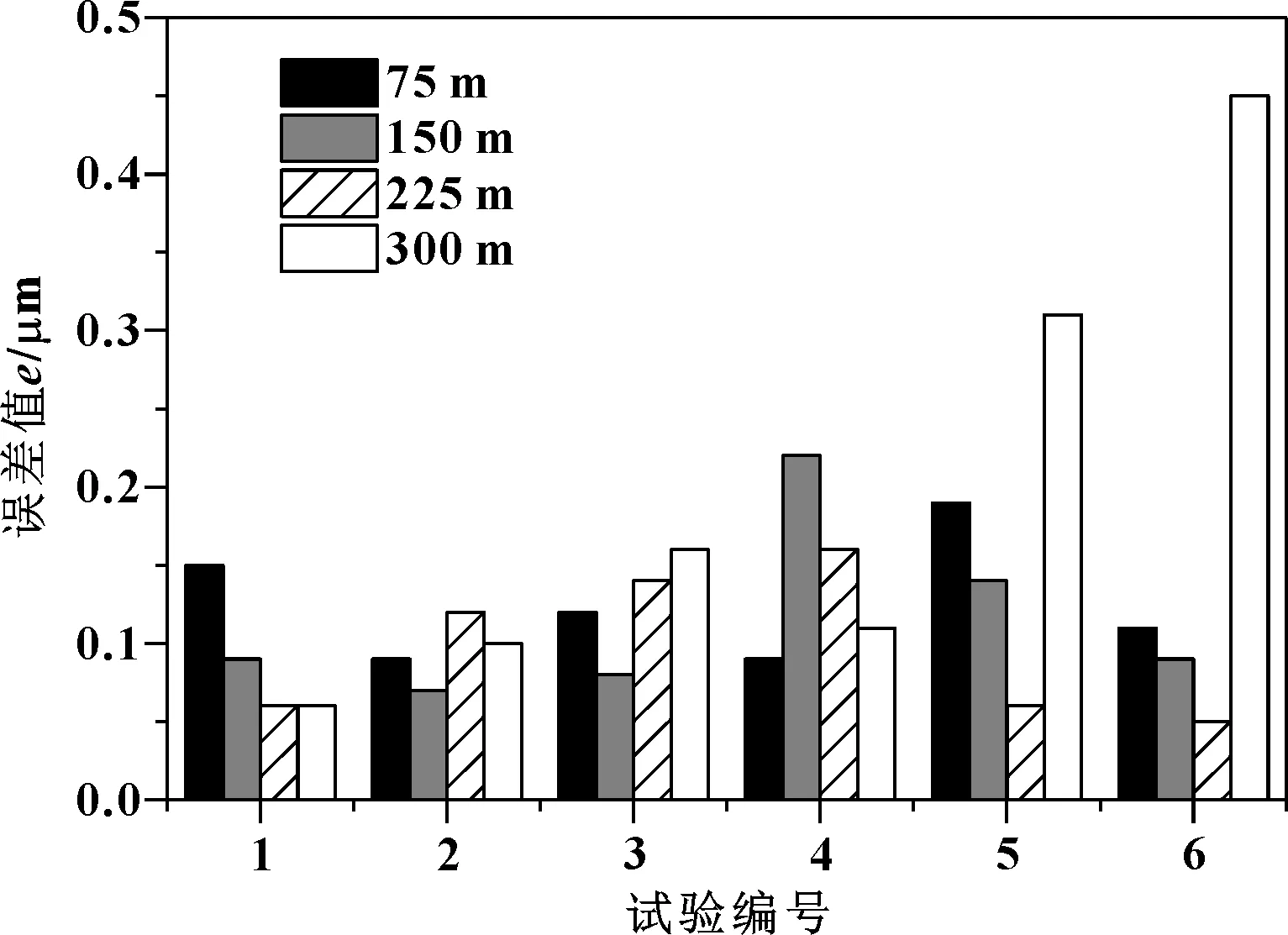
图5 计算误差分布图
从图5中可以看到,计算偏差并不会随着磨损距离增加而变得很大,依然在可接受范围内。由于在计算过程中采用了一系列的近似替代,在计算过程中某阶段所产生的小误差,有可能在随后的计算过程中被积累或放大,导致严重降低计算的准确性。实验证明文中所采用的计算方法是数值稳定的,误差随着计算步骤线性增长。
3.2 实验仪器的误差分析
从表5可以发现,相对误差较大的4处有一个共同点,就是磨痕深度很浅,均小于1 μm,这也是所有测量结果中仅有的磨痕深度小于1 μm的4处。但这4处的绝对误差其实并不是很大,最多只有0.15 μm。
试块加工表面粗糙度要求为Ra0.4 μm,即轮廓上各点高度离中线距离的算术平均值为0.4 μm。实验测量使用的表面轮廓仪机械机构的分辨率为0.5 μm,测量误差为0.1 μm,它们均处于0.1~1 μm之间的数量级。上述几处测量结果与计算结果相对误差较大,但绝对误差跟表面轮廓仪的测量误差相差不多,这样的结果有可能是表面轮廓仪的精度问题造成的。
从MRH-3高速环块摩擦磨损试验机技术指标中可知,磨损试验机施加的载荷误差为1%,转速误差为2%。2.5节的分析结果证明了在实验所采用的转速范围内,速度的改变并不影响磨损率的大小,所以磨损试验机的转速误差并不会造成影响。2.4节的分析结果表明,磨损量的变化要小于载荷大小的变化。试验机施加的载荷误差为1%,那由于试验机载荷误差导致的磨损量误差应小于1%。综上所述,试验机的两种误差所导致磨损量误差小于1%,并不是造成实验中测量结果与计算结果相对误差较大的主要原因。
3.3 计算误差分析
在计算过程中采用了一系列近似替代,这会造成计算结果与测量结果之间存在误差。首先,在计算过程中将环视为刚体,忽略了环的磨损量,只计算试块的磨损量。其次,在计算过程中,忽略摩擦因数的波动,将其作为一个常数。最后,由于加工装配后的摩擦副表面具有微观和宏观几何缺陷,使得配合面开始摩擦时的实际接触峰点压力很高,因而磨损剧烈。磨合阶段的磨损系数要高于整个磨损过程的平均磨损系数,并且磨合阶段的磨损系数是变化的,而在计算过程中是将磨损系数作为一个常数。
虽然磨合阶段在整个磨损过程中只占据了一小部分,但是忽略磨合阶段会导致计算结果与实验结果出现偏差。由于磨合阶段是发生在磨损过程的初期,磨损量还很小,且由于测量仪器的精度问题,想要在磨损初期获得足够的采样点是很困难的。除此之外,磨合阶段受到磨损时的载荷、速度、润滑油、添加剂和摩擦副表面粗糙度甚至是工作环境等的影响,研究起来非常困难。因此,在现有的磨损实验研究中,关于这方面的磨损规律研究较少,其中,如何判断摩擦副是否已经从磨合阶段过渡到稳定磨损阶段,是一个难点;如何确定磨合过程中磨损系数的变化规律,是另外一个难点。
考虑磨合阶段磨损系数的变化时,磨损系数不再是一个常数,而是随着磨损距离变化的函数k(s)。 由于涉及k(s)的影响因素较复杂,暂时无法单纯从理论上获得k(s)的变化公式。因此在此提出结合磨损实验的计算模型修正,在磨合阶段取一定的采样点,根据Archard磨损计算公式可以求得k(s)在采样点处的值为
(8)
目前暂时没有关于k(s)的计算模型,所以采用多项式拟合的方法对采样点进行拟合,得到的多项式函数形式如下:
f(x)=a0+a1(x-x1)+a2(x-x2)2+a3(x-x3)3+…+am(x-xm)m
(9)
相关研究表明,m取10的时候,10次多项式对k(s)的拟合效果最好[10]。获得k(s)的拟合曲线后,磨损量计算公式修正为
h(i,j+1)=h(i,j)+k(s)pm(i,j)Δs
(10)
该修正方法考虑了磨合阶段的磨损系数变化,但由于磨损初期采样点测量较为困难,容易引入测量数据的误差。
4 结论
(1)实验和模型计算数据的对比和分析表明,基于Archard磨损计算模型,通过数值计算得出的磨损量计算结果与实际实验结果基本相符,验证了该计算方法可用于不同材料、不同载荷下的磨损量计算。
(2)由于接触状态由线接触向面接触发生转变,磨损深度随磨损距离的变化由一开始的迅速增加逐渐变慢,最后趋向于稳定增加。摩擦副材料的改变对磨损率大小的影响十分剧烈,这与摩擦副材料的相对硬度有关。磨损率跟载荷成正比,当载荷增加时磨损率也随之增加,但由于弹性形变的存在,二者之间不是简单的线性关系。
(3)在忽略温度变化的影响时,磨损率跟磨损速度的大小无关。实验中在磨痕深度较浅时实验测得的磨损量与数值计算磨损量的相对误差较大,排除了磨损试验机的误差原因,认为导致该情况出现的原因有二,一是表面形貌仪的测量精度问题,二是计算过程中忽略磨合过程的磨损系数变化,将磨损系数视为常数进行处理。
猜你喜欢
合肥工业大学学报(自然科学版)(2024年3期)2024-03-31 05:33:26
煤炭工程(2024年1期)2024-02-22 11:17:46
机械设计与制造(2023年12期)2023-12-26 00:09:00
中国设备工程(2023年4期)2023-02-28 10:26:54
动力工程学报(2022年2期)2022-02-22 13:15:46
装备制造技术(2021年4期)2021-08-05 07:39:22
制造技术与机床(2019年11期)2019-12-04 05:50:18
中国特种设备安全(2019年7期)2019-09-10 07:30:56
中国机械工程(2019年8期)2019-05-18 06:05:40
山东工业技术(2018年13期)2018-08-20 09:53:36