正反捻锦纶弹力双层织物生产实践
2019-07-01 01:39:16邱双林唐建东王海花曹军政
纺织器材 2019年3期
邱双林,唐建东,王 平,陈 军,王海花,曹军政
(新型环保复合面料湖北省重点实验室;际华三五四二纺织有限公司:湖北 襄阳 441002)
0 引言
弹力织物因良好的弹性和不易撕裂的特性深受大众喜爱,而现有织造技术中弹力织物主要以净面为主,较轻薄且不能满足特殊服装面料的要求。为此,我公司生产了CJ 11.7 (紧)(Z)+ CJ 11.7(紧)(S)/N 140(40 D)(上)+C 14.5(40 D)(下) 92.1弹力四小点双层织物(N:锦纶)。该产品通过采用不同捻向经纱造成反光“视觉差”形成花型,同时采用弹力锦纶和普通弹力棉纤维两种异纬双层织物设计增加织物厚重,以解决传统弹力织物的轻薄问题,能克服生产过程中不同捻向纱线的整经、浆纱、穿筘和不同纬纱引纬织造等技术难题。通过对生产工艺流程和参数进行探讨,发现该产品可满足普通喷气织机织造异经异纬正反捻双层织物需求以及现代社会对面料时尚性、功能性的追求。
1 经纬纱准备工序
1.1 经纱
经纱采用不同捻向的集聚纺CJ 11.7 tex(Z)和CJ 11.7 tex(紧)(S),其断裂强度为18.8 cN/tex,百米质量CV值为2.8%,百米重量偏差为-0.6%,单纱强力CV值为9.5%,条干CV值为15%,细节为12 个/km,粗节为56 个/km,棉结为73 个/km。
1.2 纬纱
1.2.1 N 140(40 D)
N 140(40 D)锦纶细旦弹力丝物理指标见表1。
表1 N 140(40 D)锦纶细旦弹力丝物理指标

线密度/dtex纤维质量偏差/%纤维弯曲变异/%强度/(cN·dtex-1)强度变异/%伸度/%伸度变异/%卷曲率/%卷曲稳定性/%44(40 D)1.980.573.633.1920.754.4338.7648.62
1.2.2 C 14.5 tex(40 D)
C 14.5 tex(40 D)纱线的断裂强度、条干CV值、强力CV值等指标均达到乌斯特公报25%水平,可保证喷气织机引纬顺利,进而使织物表面质量得到保障。
2 整经工序
整经工序采用瑞士贝宁格整经机,其以“中张力、低速度、低伸长”为控制原则,车速为380 m/min,系统压强和压辊压强均为0.58 MPa,张力圈质量为4 g。CJ 11.7 tex(Z)和CJ 11.7 tex (紧)(S)的整经轴分别为8个,和值为浆轴根数的1/2。在生产过程中,整经机的制动和整经好轴率至关重要。因此,经轴制动时不能引起经纱断头,制动距离一般不小于3 m,单纱张力差异应不大于2 cN,整经好轴率应不小于98%,不能有缠纱、绞纱、长短码、错号纱及油污纱等。如果经轴盘片歪斜不小于5 mm则不能上车,应防止绞边松弛;经轴卷绕排列应平整,经纱张力应均匀一致[1]。
3 浆纱工序
3.1 浆纱机
浆纱工序采用津田驹HS40型浆纱机,其采用双层经轴架、自动温控、双浆槽上浆,其上浆方式为双浸三压,即主压浆辊横向加压竖直引纱,经湿分绞棒向正上方高架烘筒引纱,分层预烘,再经后烘筒并合烘干。该机型的主要优势在于双浆槽,一浆槽对CJ 11.7 tex(Z)进行上浆,另一浆槽对CJ 11.7 tex (紧)(S)进行上浆,再经特殊颜色的浆液将其区分开,以便穿筘工序的顺利进行。同时,该工序还采用公司自主创新的浆纱机在线监控系统,实时在线监控、采集浆纱机的各种设备状态、工艺参数及产量信息;即时对每个经轴生产过程的数据进行记录并上传至服务器储存;与织机监测系统实行数据共享,可以在织机监测系统中随时查询在织织轴的各种实际工艺参数曲线图,便于及时对织造过程中出现的问题进行分析;输入各浆轴的轴号、批号、品种信息可供下道工序使用;通过自动采集设备的产量、故障、停台记录等数据,实时了解设备的工作状态和开台效率,及时发现异常,经车间无线APP反馈给相关人员;通过与ERP系统的集成,实现了产量等数据的自动统计、订单跟踪、用纱量核算和产品质量的在线监控。
3.2 浆纱机工艺参数的设定
采用双浆槽上浆时,第一浆槽和第二浆槽压浆力设定范围为1.2×10 kN~1.6×10 kN,两浆槽的蒸汽压强设为0.45 MPa~0.69 MPa,浆槽温度设为85 ℃~89 ℃,主锡林温度设为65 ℃~95 ℃,浆液粘度均为13 s,最高车速均为40 m/min。在第一浆槽添加红色颜料用以浆CJ 11.7 tex(Z)经纱,第二浆槽不添加颜料用以浆CJ 11.7 tex(S)经纱。
3.3 浆纱工艺
上浆时,由于该品种经纱密度大且排列紧密,浆液不易渗透,吸浆率小,不易上浆。因此,浆纱工艺采用“高弄、低粘、中压”的上浆工艺路线。
浆料配方:FZ-1为60 kg,JS-2为48 kg,XZW-1为48 kg,NL-4为0.1 kg,SLMO-96为3 kg,L-20为0.5 kg,最后上蜡。
3.4 其它注意事项
浆纱生产过程中,须保持设备状态良好,车速稳定、均匀,尽量避免打慢车和停车,各区张力均匀、协调,挡车工操作熟练,能够及时处理断头,防止并、粘、绞[2]问题的发生。
4 穿筘工序
由于经纱分S捻和Z捻,所以只能采用半自动人工穿筘机。采用84号钢筘,5入;10页综框,其中(1,2,3,4,5)/A为S捻,经纱为无色,(6,7,8,9,10)/B为Z捻,经纱为红色,依次循环,将经纱穿过停经片、综丝、钢筘,完成穿筘工序。
5 织造工序
5.1 织机工艺参数设定
ZX-N/280型津田驹多臂喷气织机的工艺配置原则为“大张力、小开口、中高速”。其中,转速为450 r/min,开口时间设定为290°,送经时间设定为310°,左、右送经张力均设置为2500 N。后梁设置为85 mm×1 mm,后梁向前推进,停经架为No2.1-2-6。
5.2 织机引纬工艺参数设定
织造时,综框多达10页,应重点设置引纬参数,以保证两种弹力纬纱引纬顺畅,降低织造疵点。引纬工艺参数具体设定:主喷嘴压强为0.32 MPa,辅助喷嘴压强为0.28 MPa;辅助喷嘴以5组为宜,每组4只,确保引纬过程中喷气动力的供给。
5.3 上机组织
织物上机组织如图1所示。
图1中,黑色方框表示经组织点,白色方框表示纬组织点;右侧方格中的数字“1”表示锦纶N140(40 D),数字“2”表示C 14.5 tex(40 D);下侧方格中的数字“1,……,10”表示综框页码。
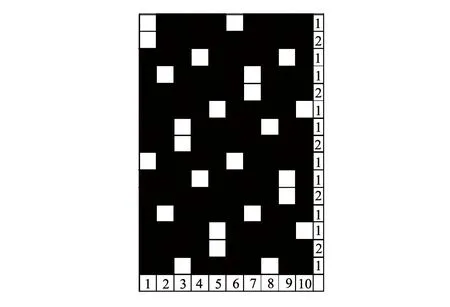
图1 织物上机组织
5.4 整理工序
整理工序是对坯布进行检验、测量和修补的工序,最后将合格坯布打包入库。
6 结语
通过上述浆纱工序和织造工序措施的落实,生产CJ 11.7(紧)(Z)+ CJ 11.7(紧)(S)/N 140(40 D)(上)+C 14.5(40 D)(下) 92.1弹力四小点双层织物(N:锦纶)的织机效率不小于87%,下机一等品率为96.6%。面料经过后期退浆、褪色,结合高新技术、后整理加工技术,呈现Z/S不同捻向花纹,并具有良好的弹性,满足了市场的个性化、功能性要求,具有较好的应用价值和推广价值。
猜你喜欢
疯狂英语·新读写(2023年9期)2023-11-13 09:23:16
合成纤维工业(2023年4期)2023-09-04 07:02:20
纺织高校基础科学学报(2021年4期)2022-01-26 06:55:28
产业用纺织品(2021年1期)2021-04-13 02:09:40
纺织高校基础科学学报(2020年4期)2021-01-07 11:18:30
棉纺织技术(2020年8期)2020-08-24 03:11:32
天津职业院校联合学报(2018年8期)2018-09-13 02:30:56
纺织科技进展(2018年8期)2018-08-29 07:11:48
纺织学报(2018年6期)2018-06-25 00:44:40
石油化工技术与经济(2018年1期)2018-04-24 07:37:52