
弹性管镗孔深度测量量具的改进
2019-07-01 10:02黄喜芝彭来深
纺织器材 2019年3期
黄喜芝,彭来深
(衡阳新新纺织机械有限公司,湖南 衡阳 421007)
0 引言
弹性管是棉纺环锭细纱机用滚子轴承锭子的重要零件,它连接着轴承和锭底,在保证锭底与纺锭轴承中心同轴度的同时,还须保证锭底到锭杆锭尖总高的一致,并将其严格控制在一定的公差范围内,从而更好地保证细纱机的整体纺纱质量。因此,在锭子加工过程中必须严格控制各种零件高度的一致性,而弹性管作为其中的一个零件,其高度对锭子总高的影响很大,故要求弹性管在镗孔过程中孔深必须严格控制在公差范围内。
衡阳新新纺织机械有限公司在改进弹性管加工工艺的过程中,对弹性管的镗孔(即装配锭底用孔)量具也做了一系列的改进,保证了弹性管镗孔过程中测量深度的准确性,避免了误操作和误判。笔者以HFD7100系列高速节能锭子为例,探讨锭子弹性管镗孔孔深测量量具的改进。
1 传统弹性管镗孔深度测量方法存在的问题
传统的弹性管镗孔深度L的测量方法为横向测量法(见图1),测量时一只手握住弹性管和高度块,另一只手持游标卡尺测量。测量时游标卡尺的读数为弹性管镗孔深度L和高度块的高度H之和,该数据减去高度块的高度H即为弹性管的镗孔深度L。这种方法在测量过程中需反复读数,测量速度慢,不易控制;且要求测量过程中弹性管和高度块必须握持平稳,高度块须贴紧弹性管大孔的测量端面,不得倾斜,否则易引起读数偏小或偏大,造成测量误差[1-2]。
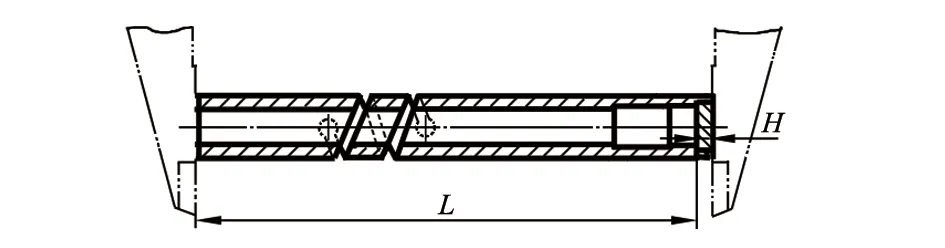
图1 传统横向测量法
2 弹性管镗孔深度量具的改进设计
将传统的横向测量法改为竖向测量法,取消了游标卡尺测量,使测量方式与锭子的实际使用状况保持一致。改进后测量装置包括底座、心轴、量圈、高度块和螺钉(见图2),测量方法更实用,更方便、准确、快速,提高了生产效率。
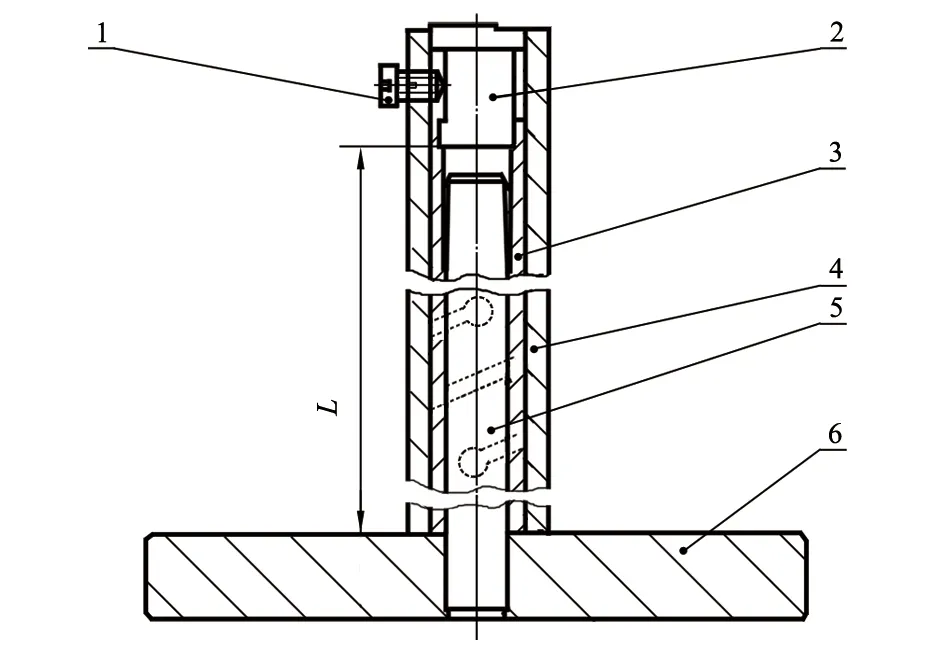
1—螺钉;2—高度块;3—弹性管;4—量圈;5—心轴;6—底座。图2 竖向测量法
量具底座由耐磨材料磨削加工而成,水平放置于桌面;形状可为平形四边形,也可为圆柱形、圆锥形,其它规则或不规则形状,要求上、下底面平行且水平放置,其上设有孔。
心轴的一端与底座孔过盈连接,其外圆直径与弹性管的内孔相匹配,外圆直径稍小于弹性管内孔直径;心轴凸出底座高度小于弹性管镗孔深度L,以便在测量孔深时起到竖直导向的作用。
量圈为套筒形,由耐磨材料磨削加工而成,周向设有螺孔,量圈内孔的直径与弹性管的外圆相匹配,直径稍大于弹性管外圆直径,能让弹性管通过且可置于其内;量圈高度大于弹性管的长度,一般情况下,将量圈套在心轴上,量圈磨削加工而成,其高度偏差必须严格控制在极小范围内[3]。
高度块为圆柱形,如图3所示。它由耐磨材料磨削加工而成,一端设有环形凸出部分,圆柱形表面周向开有缺口,圆柱形外径与弹性管的台阶孔相匹配,凸出部分上表面设有台阶,使用时上表面与台阶部分之间的距离a作为弹性管孔深度L的公差[4]。凸出部分的外径与量圈内孔相匹配,高度块套设于量圈内,螺钉穿过螺孔,其端面部分在高度块的缺口内,以限制高度块的轴向移动仅在缺口高度范围内,保证高度块不会滑出量圈,更便于测量人员操作和保管。
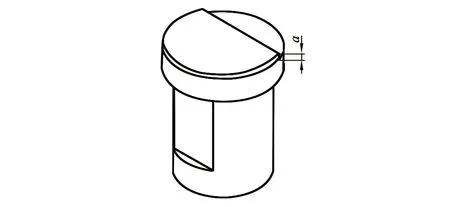
图3 高度块
3 弹性管镗孔深度量具的使用方法
使用时将量具底座放置于水平桌面上,以底座上平面为测量基准,测量时将弹性管套在心轴上,弹性管大镗孔端朝上,另一端端面与底座上平面接触,心轴对弹性管起竖直导向作用,使弹性管稳定地立在底座上;把量圈套设在弹性管上,量圈底面放置在底座上,有螺孔的一端朝上;高度块的小端端面紧贴弹性管大孔的内端面,因螺钉限制高度块不致滑出量圈,且能在轴向上下移动,方便观察弹性管上端面是否在高度块的台阶面与上表面之间,以此来判断孔深是否合格。如果弹性管上端面在第一台阶与上表面之间,表明孔深符合公差要求而合格;由于采用对比测量法无需读数,其测量效率大幅提高,同时由于采用竖直测量法,利用高度块自身质量紧贴大孔的端面,测量准确,误差小。
4 弹性管镗孔深度量具的改进思考
4.1图3为1个深度公差要求的高度块,图4为2个深度公差要求的高度块,这样测量时可以将弹性管孔的深度L在同一公差范围内分为两个公差区域,更有利于控制成套锭子的尺寸偏差。以此类推,可在高度块环形凸出部上表面与第1台阶部之间设置第3台阶部、第4台阶部等。在批量生产时,根据不同的尺寸公差在成套锭子装配时调整压配高度尺寸,可以更好地保证成套锭子高度控制在同一尺寸范围内[5]。
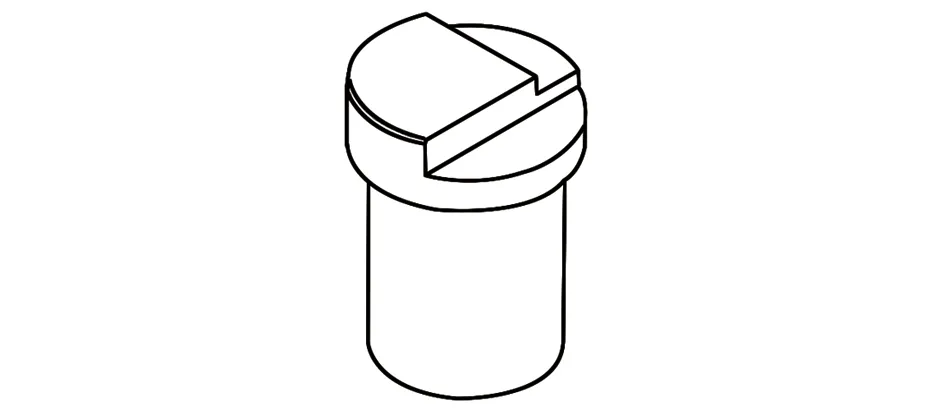
图4 2个深度公差要求的高度块
4.2图2中的螺钉可去掉。使用时,可根据现场需要,快速拿出或放入弹性管,操作便捷[6]。需要注意的是,因无螺钉限制,须避免高度块脱落或丢失。
4.3此测量改进方法也可用于42系列、51系列等弹性管大孔与锭底外圆间隙配合的滚子轴承锭子。
5 结语
弹性管镗孔深度测量方法由横向测量法改为竖向测量法后,使测量方式与锭子的实际使用状况保持一致,改进后的量具保证了弹性管镗孔过程中测量数据的准确性,且更加方便、快捷,避免了误操作和误判,提高了生产效率。
猜你喜欢
重庆理工大学学报(自然科学)(2022年11期)2022-12-25
电工材料(2022年2期)2022-04-26
设备管理与维修(2021年18期)2021-01-29
湖北农机化(2020年17期)2020-11-02
中国科技纵横(2017年7期)2017-05-16
临床超声医学杂志(2017年3期)2017-04-08
装备机械(2016年2期)2016-10-27
现代制造技术与装备(2016年11期)2016-04-07
河南科技(2015年4期)2015-08-28
现代纺织技术(2015年6期)2015-02-28
