
以车代磨工艺在薄壁圆环零件加工中的应用
2019-06-29 07:16:30缪海滔陈盛其林志锋夏颖凤
浙江水利水电学院学报 2019年3期
缪海滔,陈盛其,林志锋,曾 敏,夏颖凤
(1.宁德师范学院,福建 宁德 352100;2.宁德市优力维特电梯配件有限公司,福建 福安 355000)
作为一种较为常见的机械生产加工产品,薄壁圆环零件的使用较少,也没有专门的制造磨具。因此在生产此类产品时候存在一定难度,尤其针对特殊零件形状的形位公差和表面质量方面,传统的机械生产操作存在很多适应性问题。而“以车代磨”属于一种传统的技术工艺,常见的加工方式借助了数控车床技术,其往往能够优化薄壁圆环零件加工工艺,能够保证其加工精度的同时,还能保证产品的外观质量等。在运行中,其先是将零件进行固定和校正,然后做好“外圆”和“内孔”的精度调整。为了降低内应力因素造成的变形影响[1]。让所指定值保持一定的精度和准确值,应当按照一定标准要求来确定形位公差。若不满足就只能报废处理。可见“以车代磨”工艺技术在处理零件部件加工时候,借助数控车削技术和刀片加工处理,精度已可达IT5和IT6级的范围(见图1)。在处理零件加工时候能够保证零部件的形位公差,让其表面粗糙程度能够得到有效保证。据此,笔者结合“以车代磨”工艺在“薄壁圆环零件加工”进行分析研究。
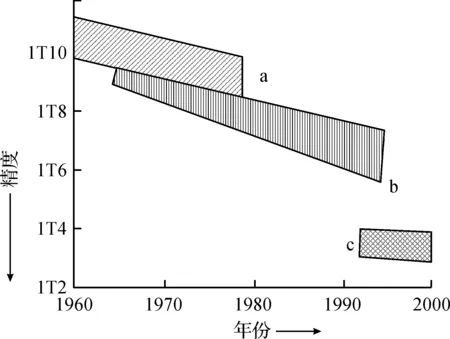
a—仿型车削;b—NC/CNC车削;c—高精度车削图1 车削加工精度的发展
1 以车代磨的特点和应用优势
1.1 以车代磨的工具材料
随着科学技术的不断发展,切削刀具的应用更为广泛。在通常的道具使用中,切削刀具在机械制造等领域要求有着较长的使用寿命,而且要根据加工对象的不同,道具的材质和工艺都有着明显差异。
常用的刀具有陶瓷刀具:陶瓷刀具有着较好的加工性能,适合淬硬钢件加工使用。同时,该材料使用的产品还能加工铁件。一般在生产陶瓷刀具时候都会存在负切削现象,而随着负切削角度的增加,对车床的刚度也有着更为具体的要求[2]。同时,陶瓷刀具也适合具有连续性和刚截面的加工材料,其切削速度稳定在145 m/min,且其表面的粗糙度能控制在Ra0.4~0.7μm。陶瓷原材料丰富,价格低廉,广为使用。
而立方氮化硼 CBN刀具也十分受加工厂喜爱。这种切削刀十分锋利,且能省力,其产品精度和粗糙度都能控制在标准范围内,不过其价格对于陶瓷刀具更加昂贵。
Ti C 涂层刀具比较适合硬度在HRC55以下的工件,其在铣削加工方面有着较好的应用。
1.2 以车代磨需要的工作环境
要想发挥以车代磨工艺实力,需要具有好的刀具材料,更需要一个高效稳定的机床条件。对于车床需求而言,要让整个以车代磨实现工艺,首先,要保证车床的刚性和硬度。若其存在刚性误差,所生产的工件直径尺寸和规定尺寸之间会有明显差异。此外,要保证其有一定的热稳定性,让其在固定温度下保证工件的质量和精度。[3]最后,整个导轨系统要满足一定进度和允许值,严禁出现爬行等情况,让其满足直线操作,不要形成有害间隙。图2为云南机床制造厂生产的CY-HTC25100型后置刀架全技能数控车床。

图2 数控车床
1.3 以车代磨的应用优势
该项工艺从质量上而言,以车代磨加工工艺能够广泛提升加工柔性,借助相关切削刀刃的几何参数,降低其复杂加工难度和缺陷。其次,从污染损耗方面而言,传统的切削加工工艺会造成严重的环境污染问题。在磨削加工中,产生的大量废液和相关废弃物都面临着处理难题,一旦处理存在误差,会形成严重的环境污染难题。而以车代磨工艺在工艺运行中不需要借助“冷却液”,因此不会造成污染环境问题。最后,从生产经济效益方面而言,以车代磨可以很大程度地缩短加工时间,不需要过度投入投资费用,因此能够控制单件加工成本,也在实际运用中体现了较好的经济性能[4]。
2 薄壁圆环零件特点
2.1 薄壁圆环零件
在机械制造中,薄壁圆环零件最为常见,这种零件有高精度要求和强技术性的特点。在使用过程中这种构件由于刚性较大且装夹难度高,常常出现损坏零件表面的现象。在机械生产制造过程中,该类零件的厚度不足1 cm,因此较难把握其生产精度,让所生产产品实现一步到位,“一次合格”[5](见图3)。同时,纵使使用一些高精度的车床数控设备,产品也会因为其机械化的操作发生变形,最后会大大降低零件精度。

图3 薄壁圆环零件
2.2 薄壁圆环零件生产加工特点
在我国,常见的薄壁圆环零件生产加工是使用数控车床的切削处理。通过数控车床的卡盘将零件固定,再校正和内孔外圆的精车处理,然后让工件满足一定值。事实上,该项技术在加工时,难免会存在内外应力差和材料影响造成的变形隐患。受到应力偏差,产品的尺寸和效能都会有较大偏差,最终产生大量的报废产品。[6]除此之外,在完成内孔外圆的精车处理后,在对其内外车的空槽加工出口时候,在外形固定的情况下,应力稍微过度都会对整个外圆造成冲击影响,让其发生扭曲,产生裂隙等,而机床也不能使用软爪校正,因此很容易出现变形,可见这种加工方式的成功率较低,且产品质量存在隐患,需要相关专业人士进行操作。
事实上“以车代磨”工艺属性比较柔性化,在薄壁圆环零件生产方面能够代替传统的磨削工艺,为工件生产质量和成品效率提供更多的保证。
3 以车代磨的工艺技术方法
以车代磨将零件加工方式全新定义。这种以车代磨工艺在数控车削加工环境下的技术,和多种材质的专用刀片结合,在允许范围值内,对工件生产有重要影响。首先是以车代磨工艺能够节约产品生产原材料,提升其生产效率和质量,还能降低环境污染和提升经济效益。以车代磨在工艺处理有以下两点技术特点。
3.1 滚压法
这种方式借助了特制滚压工具,能够在零部件表面施加应力,让其发生满足范围内的变形,从而降低工件表面的粗糙度,巩固和加强工件表面性能。值得注意的是,这种工艺加工方式不会出现“切屑”现象。
首先,效率和降粗糙度而言,该项方式能够将工件表面粗糙度降低3~4个级别。而其运行效率也远远高于其他工件的加工方式[7]。其次,该项技术能够将工件表面的粗糙标准值控制在0.5 μm,能在工件制造处理允许值范围内,减少施工工序。三是通过滚压方式,使工件表面的抗疲劳程度和耐磨性都有明显的提升,提高工件质量,还能避免传统切削频率过高产生发热发烫导致工件表面烧伤的问题。最后,针对其操作难度而言,该项技术需要的加工工具和制造流程相对简单,且不需要进行二次修复和检查。
事实上,经过滚压法处理后的圆环零件,其工作形状和位置精度都能满足工作要求,且表面清洁,减少了清洁程序。
3.2 磨砂磨削
这种方式接替独特的砂带磨削工具,其常被安置于车床刀具位置处,来实现对一些零件表面的打磨。事实上,这项技术能够降低工件表面的粗糙程度,能满足工厂工具有一定粗糙度要求的生产需求,主要有以下几个方面特点。
(1)散热快。该项技术在进行磨削时候不会产生过度热量,且能够进行全面散热。
(2)满足应力要求。其在操作工程中表面产生的硬化层深度以及相关应力都低于传统的砂轮磨削。
(3)抛光性能好。整个工艺流程的技术要求较为稳定,且生产的工件具有较好的柔软性,能够满足各种曲面磨削,具有抛光作用。
(4)操作简单。整个工艺流程的安全性高、制造成本低,设备操作简单且易上手学习。
(5)工件定位工作完成后还能够通过砂带更换方式再次加工[8]。
4 以车代磨工艺在机械加工中的应用案例
笔者结合相关对“薄壁圆环零件生产”进行分析,希望能够为一些切削生产工件的机械工作人员提供借鉴参考。
在机械制造中,薄壁圆环零件最为常见,这种零件有高精度要求和强技术性的特点。常常出现加工时损坏零件表面的现象。因此有着较高的制造难度。以“紧缩盘”为例,这种工件的最薄壁为0.5 cm,且宽度为17 cm,Φ43 cm(见图4),这种薄壁工件对工件加工师傅技术和车床性能有明显要求。这加强大了磨床加工难度。同时,这种两个锥面的椎度有着明显区别,车装的调整难度也随之增加,而且每个内孔的轴面度有着十分精准化的要求,在经过传统的多次工艺处理实验证明,该项技术不能取得较好的加工精度。针对其生产成品而言,该项技术在通用机械方面,其尺寸精度、形状外观和表面粗糙程度都不能满足相关使用要求,而其生产的产品壁厚较薄,而加工难度较大,因此合格率较低,传统的车削加工方法存在着很大实用性难题。
为了让其获得更好的工艺技术,笔者将“以车代磨”工艺运用到了薄壁圆环零件生产中。在此过程中,采取数控车削作为加工中心。而采用“液压卡盘”作为柔夹稳定环面变量,让零件在锥面内孔轴度得到保证,同时,选择机夹刀片对表面的粗糙度进行控制(见图5)。该技术在实际应用中,往往能够优化薄壁圆环零件加工工艺,既保证加工精度,还能保证产品的外观质量等。可见,该技术能够完全解决“薄壁圆环零件生产”的难题,目前,该项技术已经在“紧锁盘”加工中获得广泛应用,为相关工厂取得了较为理想的加工效果。该项技术还大范围的提高刀具使用寿命,降低其加工成本。
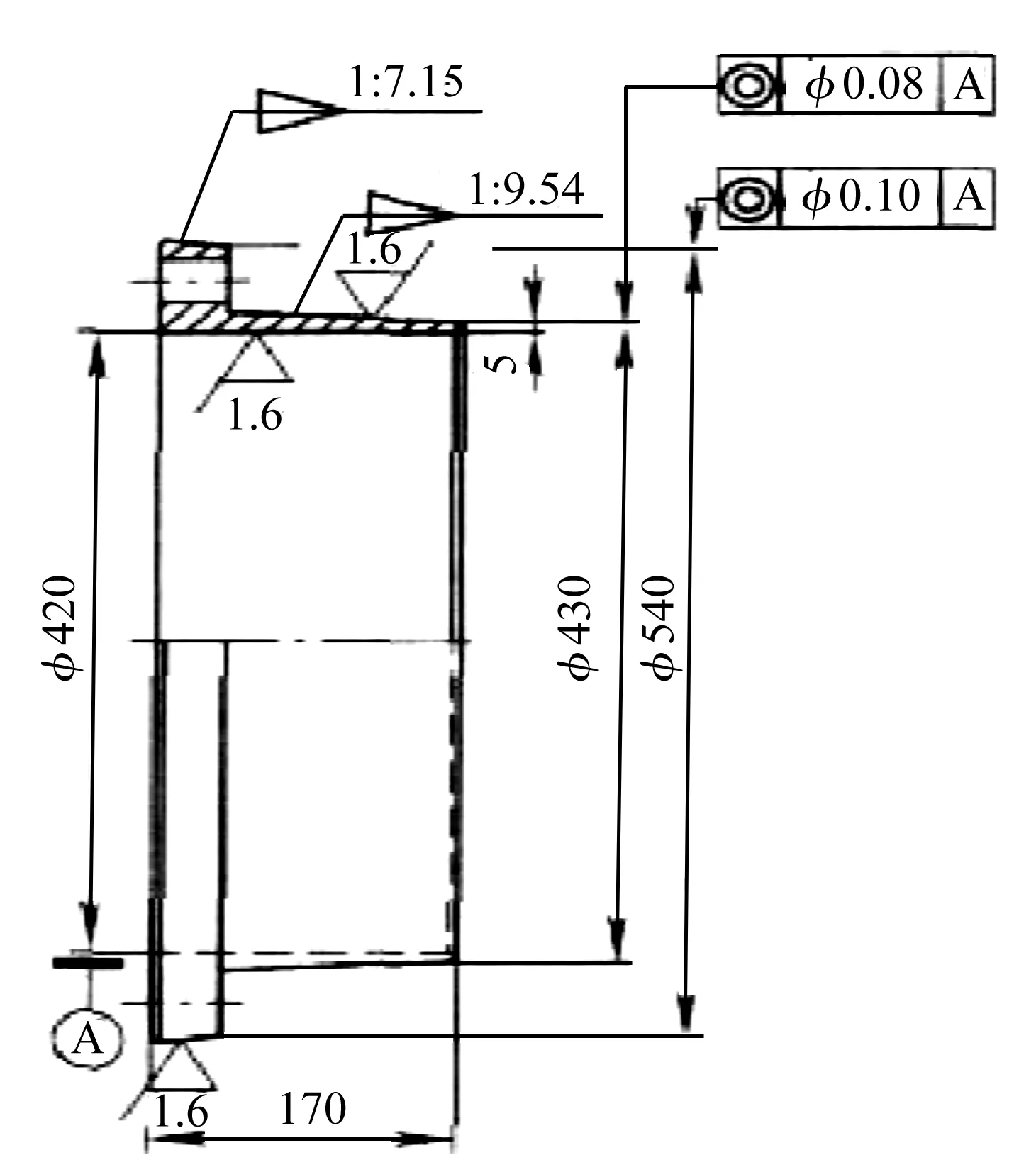
图4 薄壁零件
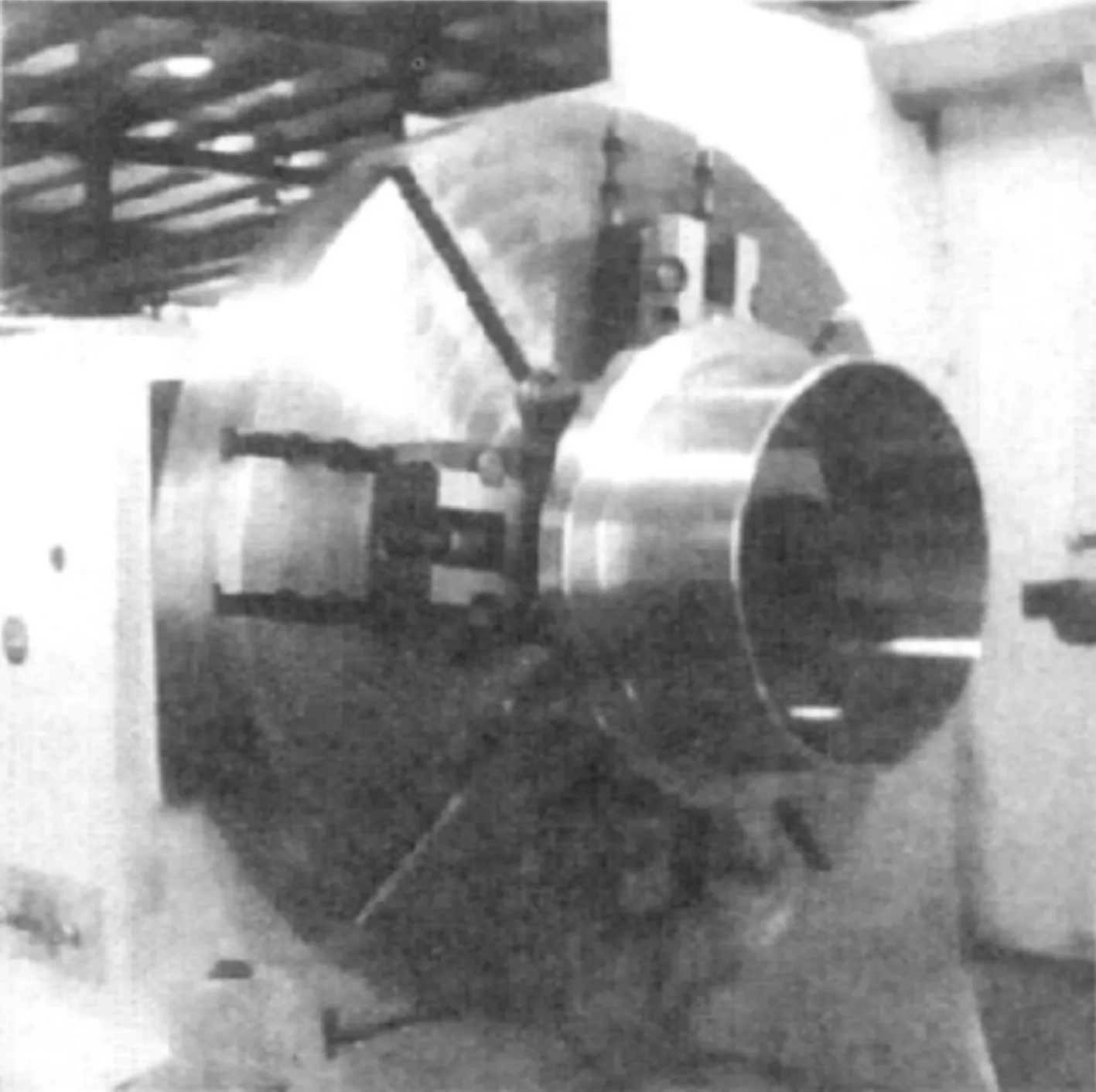
图5 薄壁零件加工示意图
5 结 语
综上所述,“以车代磨”工艺对“薄壁圆环零件生产”有重要影响。
(1)能够降低产品生产原材料,提升其生产效率和质量,还能降低环境污染和提升经济效益。因此是一个较为可行的方法。该项技术属于一个全新加工方式。
(2)将“以车代磨”工艺运用对“薄壁圆环零件”生产中,能提高其加工柔性,缩短工期,提升工件高精度,能够满足“薄壁圆环零件”加工需求,因此,建议相关工厂将“以车代磨”工艺技术应用于各项生产,来代替传统的“薄壁圆环零件生产”工艺,能够提升和促进我国机械制造产业的发展。
猜你喜欢
数学年刊A辑(中文版)(2022年4期)2022-02-16 08:17:56
现代畜牧科技(2021年4期)2021-07-21 06:13:34
现代畜牧科技(2021年5期)2021-07-20 08:07:20
汽车工程(2021年12期)2021-03-08 02:34:06
制造技术与机床(2019年11期)2019-12-04 05:50:14
模具制造(2019年7期)2019-09-25 07:29:58
数学物理学报(2018年5期)2018-11-16 05:49:44
制造技术与机床(2017年7期)2018-01-19 02:29:55
发明与创新(2016年5期)2016-08-21 13:42:48
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56
