
XM-1500MBG型钢轨铣磨列车砂带打磨装置电气系统
2019-06-27 00:07王维于明凯
科技创新与应用 2019年11期
王维 于明凯

摘 要:介绍了XM-1500MBG型钢轨铣磨列车砂带打磨装置电气系统,通过电气系统供电及控制实现其作业功能。
關键词:砂带打磨;电气;控制
中图分类号:U216.65 文献标志码:A 文章编号:2095-2945(2019)11-0110-03
Abstract: This paper introduces the electric system of abrasive belt grinding device for XM-1500MBG rail milling and grinding train, and realizes its working function through power supply and control of electrical system.
Keywords: abrasive belt grinding; electrical; control
XM-1500MBG型钢轨铣磨列车砂带打磨装置是钢轨铣磨列车的作业部件之一,通过电机带动砂带高速转动,对铣削后的钢轨进行打磨作业,提高钢轨的表面质量。
1 砂带打磨装置的组成
砂带打磨装置主要由砂带、砂带驱动机构、牵引机构、砂带张紧机构、平移机构、加压机构、升降机构、导向机构、锁紧机构、集尘及清扫机构等组成,所有机构均左右对称,可同时打磨两条轨道。装置执行动作由电气系统、液压系统和气动系统进行控制。其最大外形尺寸为3100×2000×650(长×宽×高,单位:mm),采用整体安装方式,安装于铣磨车作业车车架下方。作业时需将装置下放,从而进行钢轨打磨。如图1所示。
砂带打磨装置具有两套砂带驱动机构,即通过左侧(1#)和右侧(2#)两个打磨电机的独立驱动,分别实现两侧砂带的转动,从而可进行两侧钢轨的打磨,如图2所示。电机轴上安装有主动轮,打磨装置左、右两侧各安装一条打磨砂带和一条备用砂带,当达到一定的打磨里程时,以更换使用。即整套装置共计4条砂带,分别为1#、2#、3#、4#砂带,其中2条作为备用,1#、2#砂带在同侧,3#、4#砂带在另一侧。
集尘及清扫机构主要包括集尘靴以及清扫电机、清扫刷等。对于打磨后钢轨的清扫,砂带打磨装置左、右两侧分别装有一个清扫电机,即1#、2#清扫电机,以单独驱动两侧的清扫刷。集尘装置用来收集打磨铁粉,并设有气锤敲击装置,在整个打磨作业过程中,气锤定时对集尘靴进行敲击,残留在集尘靴上的铁粉便可脱落,便于收集。
2 砂带打磨装置电气系统
2.1 电气系统组成
砂带打磨装置电气系统,由安装于车上的砂带打磨控制柜、作业车司机室内的控制面板、车下两侧的外控盒、安装于砂带打磨装置上的打磨电机、清扫电机、行程开关、气控柜内的控制电磁阀、压力开关以及集尘装置等用电设备组成。
2.2 电气柜
车上装有砂带打磨装置电气柜。内部安装有与装置有关的电气元件,如断路器、接触器、继电器、软起动器、电源模块等,此外还有此装置的PLC控制系统。在打磨控制柜门外侧,装有三相电指示灯,即对应相通电后灯亮,可实现对三相供电的实时监控。同时装有电压、电流表,采集并显示打磨电机供电线路的电流、电压值。电气柜内装有一个AC220V-DC24V电源转换模块,将AC220V电压转换成DC24V,为砂带打磨装置提供控制供电,其功率为0.2kW。
2.3 交流供电
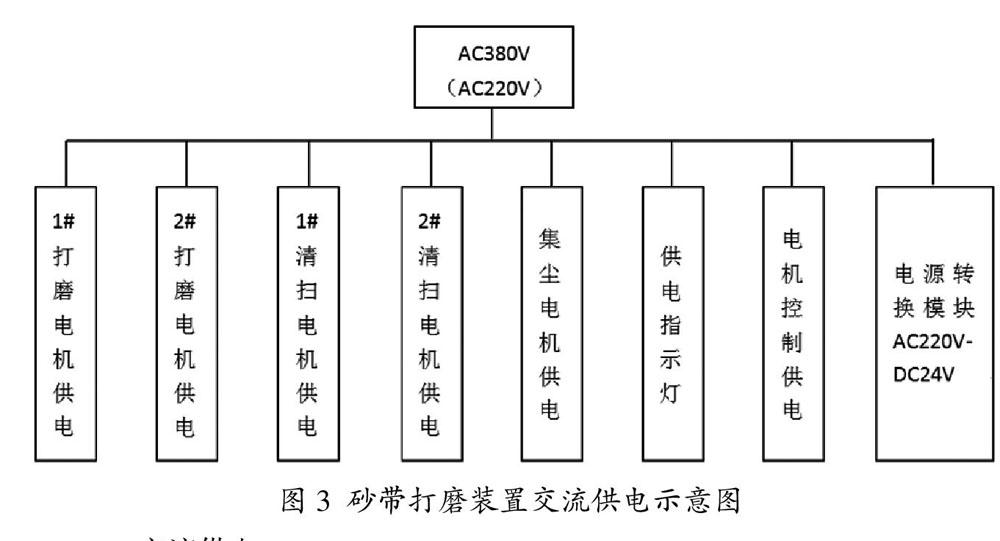
砂带打磨装置电气系统,利用铣磨车发电机组提供的AC380V电源,实现装置的供电与控制。在整车控制允许打磨装置作业后,可进行砂带打磨装置供电。
装置交流用电设备为1#打磨电机、2#打磨电机、1#清扫电机、2#清扫电机、集尘装置电机、供电指示灯、电机控制线路、AC220V-DC24V电源转换模块等。如图3所示。
2.4 PLC控制系统
砂带打磨PLC控制系统,采用AC220V-DC24V电源转换模块供电,由主机、通信模块、数字量输入模块、数字量输出模块、模拟量输入模块、模拟量输出模块等组成,与整车的控制系统TCMS采用RS485接口Modbus_RTU通讯,铣削装置控制系统与整车TCMS采用网线TCP/IP通讯,砂带打磨作业状态、单砂带打磨里程以及报警保护,均由铣削单元显示屏显示。
数字量输入模块的输入信号由行程开关、压力开关、继电器、断路器信号及按钮开关等控制提供;数字量输出模块的输出信号全部由继电器线圈接收,以控制接触器及电磁阀等;模拟量输入模块,采集集尘装置温度传感器信号。模拟量输出模块,输出控制打磨头下降比例电磁阀电流信号。
2.5 电机的起动
砂带打磨电机用电功率为11kW,额定电压为AC380V,频率为50Hz。
在两打磨电机供电电路中,分别增加一个软起动器,以使电机平滑起动。软起动器可将电机起动时的电压由0慢慢提升到额定值,电机在起动过程中的起动电流可以得到控制,并且可根据需要调节起动电流的大小,避免起动冲击电流,使电机起动的全过程都不存在冲击转矩,而是平滑的起动运行。即避免在砂带打磨装置主动轮电机起动瞬间存在冲击,使砂带拉动从动轮向主动轮方向移动,导致砂带松动跑偏造成危险。清扫电机用电功率为0.25kW,电压为AC380V,频率为50Hz,采用直接起动。
3 砂带打磨控制
全车设置三个控制区,左侧外控盒,右侧外控盒,作业车司机室控制面板。其中,在作业车司机室控制面板控权有效的情况下,需在作业车走行时进行砂带打磨控制操作。外控盒为调试和检修设计使用。
3.1 外控盒控制
车下砂带打磨装置两侧的外控盒,每个上面装有8个控制按钮或旋钮开关,功能分别为外控有效、打磨急停、砂带张弛、砂带更换、小车锁定、小车升降、打磨开始、打磨停止,其控制信号均输入PLC,实现打磨作业控制。如图4所示。
(1)外控有效
将打磨小车单侧外部控制盒外控有效旋钮打到有效位,单侧外控盒可操作打磨小车。司机室控制面板及对侧外控盒按钮失效。左右两个外控盒,以先打到有效位的为准,利用继电器实现互锁功能,避免两边同时控制打磨装置。当两个外控盒的“外控有效”旋钮开关均在“无效”位时,司机室控制面板控制有效,砂带控权指示灯灭;当外控盒有控权时,指示灯亮起,司机室控制面板上开始作业、终止作业、集尘启/停按钮依然有效,只有砂带更换、打磨提升、打磨下降三个按钮无效。
(2)打磨急停
每个外控盒分别装有一个急停按钮,当按下急停按钮时,1#、2#打磨电机回缩、提升,继而电机停止工作,两个清扫电机随即停止,且小车升降、锁定/解锁、砂带更换、集尘装置启动功能均无法执行。打磨急停按钮不受控权控制,即外控有效旋钮在无效位,打磨急停按钮仍然有效。
(3)砂带张弛
外控盒上的砂带张弛旋钮,控制本侧砂带的张紧和松弛。当旋钮打到“松弛”位,砂带张紧/松弛电磁阀得电,砂带松弛;当旋钮打到“张紧”位,该电磁阀失电,砂带张紧。
每条砂带松弛、断裂时,分别有一个对应的行程开关动作,将信号输入PLC。
(4)砂带更换
砂带打磨装置默认1#、3#砂带在工作位。左侧外控盒砂带更换旋钮在“对侧”位时,砂带平移切换到对侧工作位,即2#、4#砂带在工作位;旋钮在“本侧”位时,恢复1#、3#砂带在工作位;此时,PLC通过安装在电磁阀上的行程开关判断当前工作砂带。右侧外控盒砂带更换旋钮的“本侧”位则是2#、4#砂带在工作位,“对侧”为1#、3#在工作位。
(5)小车锁定
左旋小车锁定旋钮到“解锁”位,通过使小车锁定/解锁电磁阀得电,控制锁紧销缩回,小车解锁。右旋小车锁定旋钮到“锁定”位,小车锁定/解锁电磁阀失电,锁紧销伸出,小车锁定。
小车锁定及解锁,分别有对应的行程开关动作,将信号反馈给PLC。
(6)小车升降
左旋小车升降旋钮到“下降”位,信号输入PLC,继而输出信号,使控制小车上升/下降电磁阀得电,小车下降。下降到位后,检测小车是否到轨的压力开关闭合,信号输入PLC。右旋到“上升”位,信号输入PLC,使电磁阀失电,小车上升。到位后,其前端及后端车架相应位置的行程开关触点闭合,给PLC输入相应信号。
(7)打磨开始
在小车下降到工作位后,按下打磨开始按钮,1#、2#打磨电机相继启动,打磨开始按钮自带指示灯闪烁,同时,PLC采集此控制信号,电机起动完成后,输出信号使控制两电机上升/下降电磁阀得电,1#、2#电机下降,并通过比例电磁阀控制电机的下降压力,以控制下降速度。电机下降到位,按钮自带指示灯常亮,通过行程开关将信号输入PLC。随后,PLC输出信号,使控制1#、2#电机外伸/回缩电磁阀得电,电机外伸,开始打磨。同时,PLC控制1#、2#清扫电机起动。
(8)打磨停止
按下打磨小车外控盒上打磨停止按钮,打磨开始按钮绿色指示灯熄灭,信号输入PLC,1#、2#清扫电机停止工作,1#、2#打磨电机外伸/回缩电磁阀失电,电机回缩。回缩到位时,通过行程开关将信号进入PLC,继而1#、2#电机上升/下降电磁阀失电,电机提升。待上升到位,对应行程开关将信号输入PLC,1#、2#打磨电机停止工作。
3.2 作业车司机室控制面板
司机室控制面板控制铣削装置与砂带打磨装置协同作业,其中与砂带打磨装置相关的按钮、旋钮及指示灯有:开始作业、终止作业、集尘启/停、打磨下降、打磨提升、砂带更换、砂带控权。如图5所示。
(1)開始作业
开始作业按钮同时控制铣削装置和砂带打磨装置。按下此按钮,铣削装置铣刀盘即时切入钢轨作业,列车行至切入位时开始砂带打磨作业。
(2)终止作业
按下终止作业按钮后,铣削装置顺坡切出,整车继续走行,待砂带打磨装置到达铣削顺坡切出位时停止打磨作业,停止打磨作业的同时给出停车信号,列车缓慢停止。
(3)打磨下降
按下打磨下降按钮,信号输入PLC,小车完成锁紧销收回,到位后,控制小车上升/下降电磁阀得电,小车下降。小车下降到位后,压力开关闭合,信号输入PLC。
(4)打磨提升
按下打磨提升按钮,信号输入PLC,控制小车上升/下降电磁阀失电,小车上升。小车上升到位后,其前端及后端车架相应位置的行程开关触点闭合,给PLC输入相应信号,随后,锁紧销伸出,锁定小车。
(5)砂带更换
砂带打磨装置默认1#、3#砂带在工作位,按下砂带更换按钮,打磨装置砂带平移,使2#、4#砂带在工作位。同理,在2#、4#砂带在工作位时,按下此按钮,可更换1#、3#砂带在工作位。
(6)集尘启/停
司机室控制面板设置集尘启/停按钮,在闭合集尘电机断路器后,按下此按钮,或在1#打磨头下降到位信号输入PLC后,PLC控制集尘电机开始工作。同时,PLC输出信号控制集尘平移及重锤敲击, 传感器采集集尘装置的温度信息反馈到PLC,当温度达到75℃,人机界面报警;集尘装置温度达到80℃时,停止打磨。
(7)砂带控权
砂带控权指示灯在外控盒有控权时亮起,本司机室控制面板有控权时熄灭。
4 结束语
砂带打磨装置电气系统已随整车生产制造,系统操作简单、实用性强。
参考文献:
[1]王立峰.基于虚拟样机的高铁钢轨闭式砂带打磨小车设计与优化[D].北京:北京交通大学,2017.
猜你喜欢
科学家(2022年3期)2022-04-11
电子乐园·上旬刊(2022年5期)2022-04-09
内燃机与配件(2022年2期)2022-01-17
电子乐园·中旬刊(2021年6期)2021-05-16
科学导报·学术(2020年69期)2020-06-21
居业(2018年9期)2018-10-24
科技视界(2016年21期)2016-10-17
商(2016年27期)2016-10-17
大众理财顾问(2016年9期)2016-10-11
科技视界(2016年20期)2016-09-29
