电缆与钢轨焊接接头的超声波检测
2019-06-24 09:31
无损检测 2019年6期
(中铁检验认证中心有限公司,北京100081)
城市轨道交通中均流电缆、回流电缆、续流电缆及信号电缆大多采用放热焊接的方式与钢轨相连。放热焊接是国内既有地铁运营线路中广泛应用的焊接方式,其主要通过在一定高温的条件下,铝与铜的氧化物发生还原反应,铜被铝置换出来,变成高温金属铜熔液,在特制模具中将需要焊接的两种金属熔接在一起,形成稳固分子结合,该方式相比传统的金属连接工艺具有更强的耐腐蚀能力、过载能力以及热稳定性,同时还具有焊接速度快、焊接牢固、维修工作量少、不易腐蚀、接触电阻小、无需外加能源等优点[1-2]。
放热焊在焊接过程中瞬间温度较高,若操作不当会导致钢轨内部产生缺陷,给城市轨道交通运行带来安全隐患。超声波检测可以有效检测钢轨内部缺陷,国外目前尚无相关标准,国内大多采用YB/T951-2014《钢轨超声波探伤方法》对现有接头进行检测,但该标准仅适用于钢轨检测。标准中的检测方法及标准试块并没有考虑到电缆与钢轨焊接接头的形状、焊接工艺可能造成的组织变化及产生的缺陷,实际验收过程中经常出现漏检及误检的情况。图1所示为采用K1横波斜探头检测时常见的反射波曲线,检测数据显示该回波反射自焊接接头区域。 对该处接头进行射线检测,结果如图2所示,图中未发现任何缺陷显示,由此判断该处回波是由接头轮廓造成的,而不是缺陷引起的反射回波。

图1 轮廓造成的反射波曲线
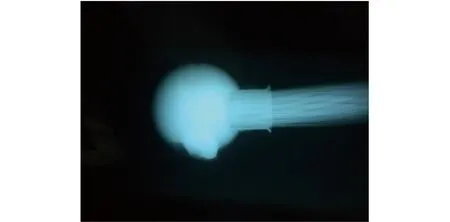
图2 电缆与钢轨焊接接头射线检测结果
因此,研究电缆与钢轨焊接接头的超声波检测方法并制定相应技术规范,对指导和验收电缆与钢轨焊接施工具有重要的意义。
1 电缆与钢轨焊接接头
图3为常见电缆与钢轨焊接接头实物。钢轨通常为50 kg·m-1钢轨或60 kg·m-1钢轨,电缆为用于均流、回流、续流供电及传输信号的铜质电缆,焊药主要成分为铜的氧化物。

图3 电缆与钢轨焊接接头实物
其焊接步骤如下:① 清洁并烘干模具;② 电缆剥皮并安装铜套管;③ 打磨钢轨轨腰待焊接表面;④ 安装并调整焊接模具;⑤ 安装待焊接电缆;⑥ 调整模具,使模具与钢轨紧密贴合,用堵漏泥对缝隙处进行封堵;⑦ 预热钢轨;⑧ 将焊药放入模具内,将点火器的接口与焊药的接头连接;⑨ 点燃焊药;⑩ 模具拆卸。
焊药反应过程的温度可达到1 000 ℃以上,如果操作不当可能对钢轨轨腰组织造成影响,如使其产生马氏体组织甚至产生裂纹,一般采用超声波检测的方法对可能存在的缺陷进行检测。
2 仪器设备及试块
设备选用CTS-9006超声波检测仪,探头选用K值为1、频率为2.5 MHz的横波斜探头和频率为5 MHz的双晶探头。针对电缆与钢轨焊接接头材料、结构,以及可能存在的缺陷设计了LG-1#试块和LG-2#试块。

图4 LG-1#试块结构示意
图4为LG-1#试块结构示意,试块由焊接有电缆的钢轨加工而成。钢轨的轨腰一端焊接有电缆,另一端的断面设有三个平底孔。焊接接头的材料和焊接工艺与待测样品的一致,且焊接接头及附近热影响区经射线检测不存在缺陷。平底孔沿钢轨的高度方向自上而下排列,平底孔的间距为20 mm,孔直径均为2 mm,深度均为30 mm。铜焊点为半球形,半径为20 mm。图4中编号为2的平底孔的中心与铜焊点的中心在同一水平面,即该平底孔的中心距轨顶面的距离与待测钢轨铜焊点中心距轨顶面的距离一致。
LG-2#试块由钢轨加工而成,钢轨的轨腰一端设有3个横通孔,另一端设有3个平底孔。横通孔沿钢轨的高度方向自上而下排列,间距为20 mm,孔直径均为2 mm。平底孔沿钢轨的长度方向自左向右排列,间距为20 mm,孔直径均为2 mm,声程分别为5,10,15 mm。平底孔的中心与图5所示编号为2的横通孔的中心在同一水平面,即这4个孔的中心距轨顶面的距离与待测钢轨铜焊点中心距轨顶面的距离一致。

图5 LG-2#试块结构示意
3 检测方法及检测结果
利用上述试块对电缆与钢轨焊接接头进行超声波检测,步骤如下:
(1) 选用K值为1,频率为2.5 MHz的横波斜探头,在LG-1#试块的轨顶面扫查铜焊点,记录最强反射回波的位置及反射波强度,在实际检测中,与该记录信息一致的回波可判断为轮廓波而非缺陷波。
(2) 选用K值为1,频率为2.5 MHz的横波斜探头组成一发一收的双探头,在LG-1#试块的轨顶面依次扫查3个平底孔,制作DAC曲线(距离-幅度曲线),在待测钢轨的轨顶面沿钢轨纵向扫查焊接区域,通过待测钢轨的缺陷反射波高与LG-1#试块的标准缺陷反射波高进行比较确定待测钢轨的缺陷当量尺寸,通过缺陷回波位置确定待测钢轨的缺陷位置。
(3) 选用频率为5 MHz的双晶探头,在LG-2#试块的钢轨轨腰处依次扫查3个平底孔,制作DAC曲线,在待测钢轨的轨顶面沿钢轨纵向扫查焊接区域,通过待测钢轨的缺陷反射波高与LG-2#试块的标准缺陷反射波高进行比较,确定待测钢轨的缺陷当量尺寸,通过缺陷回波位置确定待测钢轨的缺陷位置。
(4) 选用K值为1,频率为2.5 MHz的横波斜探头,在LG-2#试块的轨顶面依次扫查3个横通孔,制作DAC曲线,在待测钢轨的轨顶面沿钢轨纵向扫查焊接区域,通过待测钢轨的缺陷反射波高与LG-2#试块的标准缺陷反射波高进行比较确定待测钢轨的缺陷当量尺寸,通过缺陷回波位置确定待测钢轨的缺陷位置。
为验证该方法的有效性,利用钢轨制作图6所示验证试块。图中A、B、C、D、E所示为5条不同方向的裂缝,裂缝宽度为0.5 mm,裂缝长度为5 mm,其中裂缝A、C垂直于轨底,裂缝B平行于轨底,裂缝D、E与轨底成45°角。

图6 验证试块结构示意
检测结果如表1所示,可以看出,5个方向的裂缝均可以检出,未出现漏检。其中,裂缝A、B、C、E深度偏差均在5 mm以内,裂缝D的偏差最大,达到了7 mm,这是轮廓波对该处裂缝的回波造成了一定的干扰所致。

表1 验证试块检测结果
4 结论
(1) 与焊接电缆的无缺陷试块进行对比,可以避免在检测中将焊点的轮廓波误判为缺陷波。
(2) 在试块特定位置制作数量有限的标准缺陷,并用标准缺陷反射波高与实际缺陷反射波高进行比较确定缺陷当量尺寸,通过缺陷回波位置确定缺陷位置,可以解决轨腰焊接电缆的钢轨缺陷的定位和定量,并能避免铜焊点轮廓波的干扰。
(3) 不同的扫查方式可以检测出不同方向的裂纹及点状缺陷,操作简单,检测结果准确。
猜你喜欢
铁道建筑(2022年7期)2022-08-06
医学概论(2022年9期)2022-07-02
科学技术创新(2022年1期)2022-02-19
湖南大学学报(自然科学版)(2021年12期)2021-12-30
建材发展导向(2021年4期)2021-05-25
科学家(2021年24期)2021-04-25
今日健康(2021年1期)2021-03-17
商品与质量(2021年1期)2021-01-22
建材发展导向(2020年24期)2021-01-13
科技视界(2020年19期)2020-07-30