
BARUFFALDI伺服驱动器在伺服刀塔控制的应用
2019-06-23 10:09:28律志强
商品与质量 2019年48期
律志强
通用技术集团大连机床有限责任公司 辽宁大连 116620
伺服刀塔是刀具交换系统中的主要部件。数控机床根据其功能,在刀塔上可安装不同数量的刀具,一般为6把、8把、12把或更多。刀塔的结构形式一般为回转式,刀具按圆周方向安装在刀塔刀盘上,可安装径向车刀、轴向车刀、镗刀等。车削中心还可安装轴向铣刀、径向铣刀。它可使数控机床在工件一次装夹中完成多种甚至所有的加工工序,以缩短加工时间,减少加工过程中由于多次安装工件引起的误差,从而提高机床的加工效率和加工精度[1]。
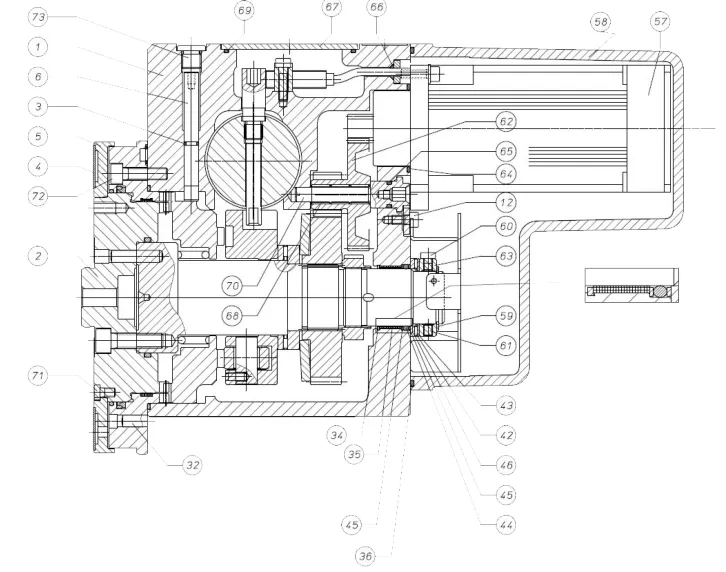
伺服刀塔结构如简图,主要部件由刀盘、箱体、电机罩、主轴、三片齿盘、活塞、三个接近开关,感应环、两级传动的齿轮、伺服电机等组成[2]。最终由伺服控制器来快速、省时的控制伺服刀塔的换刀动作。
BARUFFALDI伺服驱动器不同于其他厂家的伺服驱动器,本身是刀塔专用的伺服驱动器,线路简化,降低故障率。二极管桥接电路提供了对电源以及电磁的电容抗过滤器的整流。直流电已经调制U,V,W为电机的相线。刹车电阻和电磁过滤器安装在驱动内。刹车回路用于内阻以热能形式传递刹车能量,所以安装空间必须有充分良好的通风。

BARUFFALDI伺服驱动器如何接线呢?
M1:输入端L1、L2、L3接入220V/230Vac电源输入,U、V、W连接伺服电机。
M2:辅助电源24Vcc,电源消耗大约为500mA。
M3:电磁阀的连接,松开指令和锁紧指令,逻辑输出Imax=2.5A。
M4:接近开关的输入,刀塔松开接近开关、锁紧接近开关、零点接近开关。
J1:逻辑输入/出26芯接头,所有控制刀塔所需的信息通过接头,以逻辑二进制形式传递,系统每个指令通过+24V逻辑输入传递到驱动,驱动完成有关操作并通过+24V逻辑输出通知系统。
J2:角码,连接电机编码器
J3:串口,与PC电脑连接。
这里重点了解一下J1输入端子。
通过设定J1上的输入端子Li1- Li2- Li3实现操作描述的设定,如复位/急停、自动就近选刀、强制顺时针方向选刀、强制逆时针方向选刀、相邻工位选刀等。输出端子Li11- Li12Li1-5刀塔到位,刀塔锁紧,刀位反馈。刀位在驱动面板上有显示。
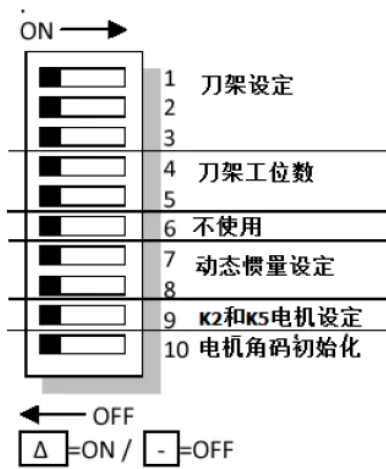
对于不同中心高、不同刀具数量的伺服刀塔,BARUFFALDI伺服驱动器是通过驱动器本身自带的显示开关进行调整,使用起来特别的简单方便。而且驱动会根据参数速度、加速度、减速度来设定[3]。
举例:一个中心高是125,刀具数量是12的伺服刀塔如何调整。
将拨码开关第1位调整为ON,表示TB250即中心高为125;将拨码开关第4位调整为ON,即表示刀具数量是12。
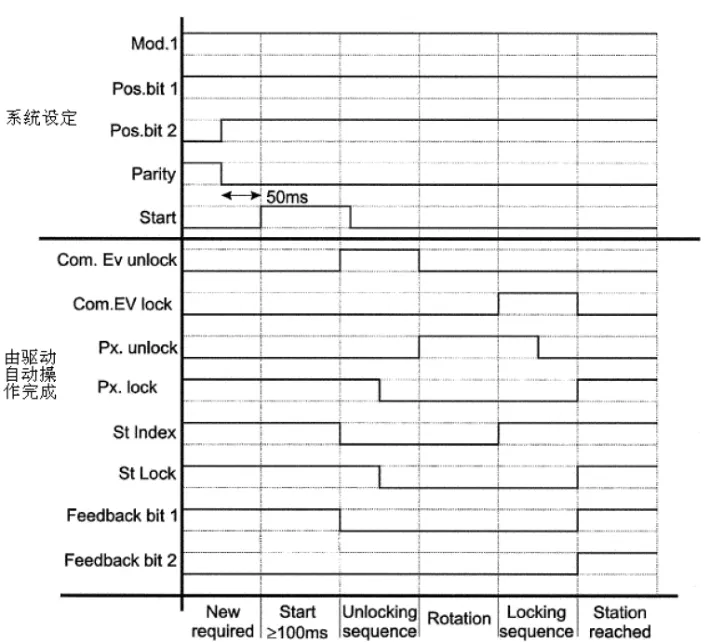
下面的时序是说明系统从到位1换到刀位3:
驱动定义了报警编号,能够很简单的发现使用时的问题,且报警号会显示在驱动器的数显上,按照报警号查找相关问题,维修非常方便。
猜你喜欢
机械研究与应用(2023年6期)2024-01-12 06:07:10
微特电机(2020年11期)2020-12-30 19:42:32
设备管理与维修(2019年11期)2019-10-25 06:46:04
设备管理与维修(2019年6期)2019-07-09 06:57:46
制造技术与机床(2019年6期)2019-06-25 10:18:00
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
现代工业经济和信息化(2016年4期)2016-05-17 05:35:40
工业设计(2016年6期)2016-04-17 06:42:53
制造业自动化(2014年18期)2014-12-19 01:46:38
