
F DM型并联机构式3D打印机的单挤出头双喷嘴的结构设计
2019-06-22 02:45孟鑫沛张俊平郑锐涛
装备制造技术 2019年3期
雷 芳,孟鑫沛,张俊平,郑锐涛
(1.东莞职业技术学院,广东 东莞 523808;2.东莞市彩越三维科技有限公司,广东 东莞 523808)
0 引言
3D打印是增材制造技术的一种,它使产品的生产流程缩短,能成型形状复杂的零件。已在各行各业逐渐扩大其影响力,改变着产业模式,作为当今世界最具发展潜力的生产技术之一,它逐渐进入公众视野,未来数年内也将走进千家万户[1]。熔融沉积成型(简称FDM)是3D打印的一种,因为成型设备简单和能成型结构复杂零件等特点,在行业市场份额达80%以上,并在未来数年类将长期保持这一占比。在成型悬臂零件时,悬臂部分由于没有支撑零件易产生变形,因此为了避免悬臂部分发生变形,需要添加支撑,如果支撑为同一种材料,成型后去除容易留下痕迹表面较粗糙,如果支撑与模型材料为不同材料,由于两种材料的特性不同,打印完成后可以用溶剂去除支撑零件表面光洁[2],这种情况需要用两个喷嘴打印。另外随着对产品美观和多色材料的追求,单材质远远不能解决这些问题,可以用两个喷嘴打印两种颜色材料。本文主要研究FDM快速成型设备中单挤出双喷嘴机构用来成型两种材质或两种颜色材料。
1 双挤出头双喷嘴结构
FDM打印技术是根据材料熔融堆积成型的快速成型过程,先使用计算机完成产品的建模,再使用软件将三维模型处理成逐层的截面,打印机根据每层截面逐层打印得到所需产品,成型原理如图1所示。FDM成型设备的挤出头是一个关键组件,主要作用是将线材加热由固态转化为熔融状态,然后将熔融状态的物料从喷嘴挤出,挤出的材料按层堆积,最终获得实体[3]。喷头送料的稳定性以及加热效率往往直接影响设备的成型效果,关系到3D打印出的物件的质量好坏。

图1 F DM成型原理
目前市场上很多FDM设备打印采用近程挤出,送丝装置和步进电机一起安装在喷头上,近距离给喷头送料。虽然有良好的挤丝性能,但是送丝装置、步进电机和风扇等装置增加了机构的负担,运动过程中惯性大,加速减速有困难,运行不够稳定;长时间会使机构变形,对平台难以调平,造成打印出来的产品精度降低。尤其是并联机构式3D打印机,由三组并联壁协作带动末端运动,对末端重量非常敏感,当采用双挤出双喷头打印时,重量增加,加速减速相对困难,要用较低的打印速度以保证精度,随着末端重量的增加会直接导致设备负荷加重,从而会大大降低其运行速度、精度以及寿命,因此喷头减重成为首要任务。
另外采用双挤出头双喷嘴时,如图2所示,双挤出头双喷嘴占用了打印机内空间,与单挤出头单喷嘴比较,有效行程范围大幅减小,打印工作区域减小。
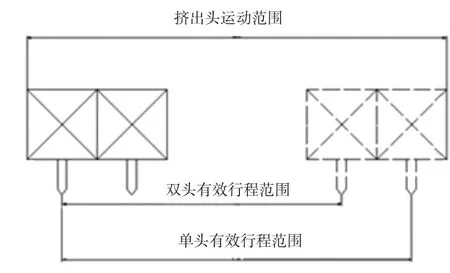
图2 双挤出头双喷嘴结构有效行程
2 单挤出头双喷嘴结构
为了减轻喷头的重量,扩大双喷头的有效工作行程,本研究改变每个挤出头一个喷嘴的设计,将双喷嘴及其加热挤出结构集成在同一个挤出头上,如图3所示,这种结构减轻了喷头的重量,大幅缩减喷嘴之间的距离,最大限度利用设备空间,打印的有效行程增加,如图4所示。
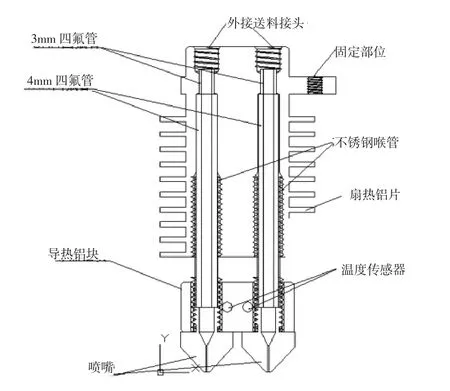
图3 单挤出头双喷嘴结构

图4 单挤出头双喷嘴有效行程
3 单挤出头双喷嘴结构各零件材料的选择
挤出头主要由散热片、两个不锈钢喉管、两个内置聚四氟乙烯管、两个喷嘴、电热器、温度传感器等十个零件组成,如图5所示。散热片要求材质具有良好导热性和低密度特征,首选材质为铝,它将电热器所产生的热量均匀传导至喷嘴及温度传感器。

图5 单挤出头双喷嘴
送料通道材料采用聚四氟乙烯管,可起到隔热和对通道内材料润滑的作用。通道内温度范围在0~130℃,而聚四氟乙烯耐热温度高达250℃,有突出的不粘性能,管内壁不易粘附胶体,能保证材料受热融化后能不因阻力过大而在管道内堵塞[4],以保证送料过程的流畅性,使得挤出机构内材料的堆积、堵塞等问题得到有效解决,聚四氟乙烯管有优异的耐老化和抗辐射性能,使用寿命长,故满足使用要求。
加热采用热电偶,温度检测采用100 K热敏电阻,由于此处温度控制允许5℃的误差范围,故温度控制精准度能达到要求。
喉管连接铝身与导热铝块,同时尽量减少导热铝块的热量向铝身传递,要求材料导热率不能过高,不锈钢的导热系数远低于其它金属,且具有较高的强度,温度达200℃时材料依然有化学稳定性和物理强度。经综合考虑,喉管采用不锈钢材质,能满足使用要求。
喷嘴的最佳材质为铜,主要利用铜的优良导热性能和耐磨性能。
4 单挤出头双喷嘴打印机有效行程范围测试
常温下分别对双头双喷3D打印机(型号三角洲G2s)的挤出头,如图6a)所示,和单头双喷3D打印机(自制)的挤出头,如图6b)所示,进行称重,重量如表1所示,单头双喷打印机的机头重量要轻0.2 kg。打印如图7所示双色产品,双头双喷打印机和单头双喷打印机最大运行范围相同,分别对双头双喷打印机和单头双喷打印机的有效行程范围进行计算,得到如表1所示,可以看出单头双喷打印机喷嘴的有效行程范围增加20mm。

图6 挤出头

图7 单头双喷打印机打印双色产品

表1 喷嘴有效行程范围
5 结语
为了实现两种材质或两种颜色材料打印,克服并联机构式3D打印机双挤出头较重、有效行程减少的难题,研究了单个挤出头双喷嘴技术使挤出头重量减轻,使有效行程增加,并对单挤出双喷嘴机构各零件材料进行了选择,可以在较高速度下打印双材质或双颜色材料,应用前景十分广阔。
猜你喜欢
山东纺织科技(2022年2期)2023-01-07
纺织科学研究(2021年6期)2021-12-02
老年博览·上半月(2021年3期)2021-03-30
文苑(2020年6期)2020-06-22
中国美容医学(2017年7期)2018-02-02
发明与创新(2016年34期)2016-08-22
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27
筑路机械与施工机械化(2014年2期)2014-03-01
诗潮(2014年7期)2014-02-28
阅读与作文(英语高中版)(2013年8期)2013-08-20
