液压矫直机PLC控制系统分析
2019-06-20 08:40李洋孙维阳
商品与质量 2019年44期
李洋 孙维阳
北方重工集团有限公司 辽宁沈阳 110141
在钢铁产能过剩的情况下,钢铁市场上的竞争将变得更加激烈,产品的质量和生产率也将变得越来越苛刻。热轧带钢厂相继增加了横切线,热处理线和矫直线,以进一步加工热轧钢。液压矫直器通常安装在横截面线和热处理线上,不仅可以矫直钢板,还可以通过热轧,冷却和热处理消除钢结构的内部应力,并有效提高钢板的质量。
1 液压矫直机的控制系统组成
电动液压位置伺服系统的液压部分是阀控制系统(油门液压系统),比例伺服阀系统是使用节流原理来控制液压缸中的流量或压力的。该系统具有宽频率范围,快速动态,高控制精度,但是这一系统的使用效率不高。系统中的一些其他设备:泵出口连接的安全阀用作泄压阀,止回阀和安全阀,出于安全原因,它们连接到液压缸的下腔,用于泵出口连接的压力表,滤油器和压力开关。速度控制系统的液压部分是一个泵控制系统,该系统使用的液压系统具有强制使泵马达排量的原理,其原理是通过具有压力补偿功能的可调泵来输送油,并设置流量控制元件,以根据所使用的马达速度来确定液压马达中的流量。将可变泵的油流量调整为所需的液压马达流量,与简单的空间速度控制电路相比,该速度控制电路没有溢流损失,效率更高,速度稳定性更好。该速度系统使用具有恒定压力量的控制回路,该回路使用带压力限制的可调叶片泵和比例阀。通过可调泵输送的压力油通过比例阀到达液压马达,回油通过止回阀返回油箱。通过调节比例阀的截面积来调节液压马达的速度,可调泵的输出电流适应进入液压马达的电流。泵的输出电流大于进入液压马达的电流,具有压力限制的叶片泵的流量自动减少到液压马达的输入电流,反之亦然。可以看出,在这种情况下,比例阀的作用不仅是保持进入液压马达的流量的恒定流量,而且是为了确保向泵的燃料供应量恒定(因此,泵的供应压力也恒定),使泵和气缸的流量匹配。其他一些附件在两个液压马达的入口端包括一个节气门,该节气门可调节上排和下排滚子的速度,以使其能够以相同的速度旋转。压力开关是液压马达出口处回油回路的自动温度控制装置,由风扇和冷却器组成,它们都由马达驱动[1]。
2 控制功能
2.1 自动辊缝控制
(AGC)液压矫直机矫直钢板时,框架会引起弹性变形。位置控制通过自动辊缝调整(AGC)进行补偿,以确保精确控制。液压矫直机的自动辊缝控制(AGC)的框图如图1所示。
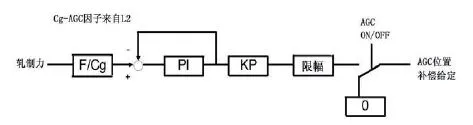
图1 自动辊缝控制框图
图1 示出了由轧制力引起的弹性机架的变形可以通过自动轧制来控制,以便获得作为预定位置控制分量的补偿值来参与对挤压装置的闭环位置的控制。
2.2 位置校准控制
尽管用于测量的位移传感器被赋予了其他因素的影响,例如辊子直径并不需要校准,仍然有必要通过校准辊子的间隙来重新确定辊子的标称间隙。轧辊间隙的校准是从HMI开始的自动过程。主要步骤是:①将压区张开至最大极限,并将辊缝设置为近似校准值,该校准值根据机架机器的尺寸和辊子直径确定;②关闭辊缝,直到轧制力达到最小轧制力,然后将辊缝预校准为“ 0”。③低速转动滚筒。④关闭侧倾力差控制器以增加侧倾力。⑤当辊力达到校准辊力时,将辊旋转2-3圈,并在此期间监视辊隙实际值的变化率。如果它大于预设的控制值(辊偏心率)(通常为0.05±0.1mm / rad),则在警报的变化在可接受的范围内时,将辊缝标记为“ 0”。⑥将轧制力减小到最小轧制力,然后辊子停止旋转。(7)发生警报时,辊子之间会以最大间隙打开,而在没有出现警报时,辊子间隙会以普通辊缝打开。
2.3 伺服阀泄漏监测及补偿
液压矫直机长期运行后,伺服阀的性能逐渐下降,泄漏(或零漂)增加。偏差积分单元监视伺服阀的泄漏,并将监视值叠加在控制器输出上。当系统处于稳定状态时,控制输出为0,并且伺服阀的开度设置为等于伺服阀的受控泄漏。当泄漏达到一定值(通常为15-20%)时,将触发警报,指示需要更换伺服阀。
2.4 倾斜控制
倾斜控制以变速箱侧和作业侧的侧倾差为控制目的,被用作位置控制和轧制力的补偿,其输出被叠加在位置控制和轧制力控制的输出上。倾斜设置的值始终为0,这意味着滚动间隙始终保持平衡[2]。
2.5 控制系统的现场调试
在工作场所中,控制系统的现场调试用于多辊液压整流器,比例系数是从第4章的计算机模拟过程中确定的值中选择的,调节辊子之间前部间隙的液压系统仍然是进行调试工作的主题。通过创建一个空间,在该空间中存储左右前间隙之间的实际值,然后将其与计算机模式连接中的图形进行比较。具体过程如下:系统在稳定状态下,达到了zoom值,因此我们可以通过捕获实际数据集合中前50ms的实际滚动间隔来获得完整的阶跃响应过程。如果以soms捕获了50个滚动跨度值,则平均IOms应该捕获一次,并通过中断程序捕获数据,并且中断间隔为10ms(西门子57200PLC对于读取数据区域中的数据非常实用)。数据可以使用PI 爪形通讯电缆以编程软件STEP7-iMcor / W Industrial N32中的EXCEL表的形式传输到PC并进行 储存。通过在MATLAB中读取该数据,并在数据插值中使用一维数据插值的近似方法可以获得前辊间隙的逐步响应曲线,而不会影响方向力。然后在第4章中运行计算机软件可以进行响应曲线的对比[3]。
3 结语
电动液压矫直器控制系统结合了机械,电子,液压,控制理论和计算机技术,这是高精度位置伺服控制中的典型问题。但是,由于作者的知识,时间和条件有限,仍然有很多工作无法执行,一些问题也没有发现和解决。由于在液压矫直系统中使用了具有良好线性度的比例伺服阀,因而其矫直效果非常好,但是其价格相对较高,有关人员可以尝试使用输出功率较低的伺服阀,并使用高级控制策略来实现相同的控制精度,这将有助于降低成本并提高产品竞争力。
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
小资CHIC!ELEGANCE(2022年2期)2022-01-11
航空发动机(2020年3期)2020-07-24
作文周刊·小学三年级版(2020年24期)2020-07-17
汽车零部件(2019年7期)2019-08-16
民用飞机设计与研究(2019年2期)2019-08-05
延河(2017年7期)2017-07-19
阳光(2017年7期)2017-07-18
棋艺(2016年4期)2016-09-20
汽车与新动力(2015年1期)2015-02-27