某型船用高压空压机活塞销座破裂等故障的原因分析和解决措施
2019-06-18 08:13钱经亮陈足君汪金龙缪忠辉梁璞玉
压缩机技术 2019年2期
钱经亮,陈足君,汪金龙,缪忠辉,梁璞玉
(中国人民解放军第四八一二工厂,安徽安庆246001)
1 引言
压缩机是一种用于压缩气体借以提高气体压力的机械,它的种类很多,用途极广,通过气缸容积周期性的变化,实现气体的吸进、压缩和排出,其主要运动件一般包括曲轴,活塞和连杆等部件,固定件一般包括曲轴箱,气缸(组合气阀),以及冷却器和安装支架等[1]。
近年来,随着用户对空压机的安全性和可靠性提出越来越高的要求外,目前对空压机的外形尺寸和重量等物理指标也提出了较高要求,尤其是安装或换装空间相对较小的场合,有的已成为商务竞标成功与否的关键因素之一。目前,高压往复活塞式空压机各级气阀的设计安装和工作方式对机组的外形、重量及结构形式有较大影响,为适应市场化需要,满足用户的特殊需求,进一步减小空压机的外形尺寸和重量等已势在必行,因此,有必要适时开展空压机组合气阀的设计工作。组合气阀的设计结构多种多样,有的是借助于一个公共的阀板,通过空压机各级的流量、压力及流速等参数,将独立的进气阀和排气阀进行结构优化设计,做成组合式结构。对于高压往复活塞式空压机,为提高排气量和比功率,气缸设计的上止点间隙一般较小,有的仅为1~2 mm左右,但过小的上止点间隙可能导致一些不良后果,一般情况有:一是压缩介质在气缸中部分液化而造成液击撞缸现象;二是零部件破损脱落后进入气缸而发生异物撞缸等现象。因此,不仅要合理设计气缸的上止点间隙,而且要尽量避免气阀等零部件破损后落入气缸。目前,气阀的使用寿命直接影响整机的可靠性,同时气阀也是影响整台空压机可靠性的关键部件之一[2-3]。

图1 升程限制器和气阀阀体
2 空压机故障现象及原因分析
2.1 空压机故障现象
发生故障的空压机采用水冷、四级压缩、单作用往复活塞式结构,按GB/T 12929-2008船用高压活塞空气压缩机和该型空压机相关技术文件要求,按期开展了1000h的耐久性试验。在运行至274 h时,机组发生过载自动保护停机,经复位后重启,仍报警无法启动。后操作人员自查,打开空压机一级气缸上的气缸盖,发现一级组合气阀进气侧的升程限制器已落入气缸内,且部分阀片变型、破损及脱落,同时一级活塞体顶部多处已变形、压损。针对此现象,操作者随即切断电源,保护现场,技术设计主管人员第一时间赶到试验现场。
经进一步拆卸、检查,发现一级活塞销座和活塞销、一级连杆组件、曲轴平衡重等也有不同程度的损坏,进气升程限制器破裂为数段,气阀阀体局部受异物撞击,发生翘曲,变形严重,部分零件受损情况如图1所示。
2.2 空压机故障原因分析
针对空压机出现的故障现象,分别查阅了一级气缸、活塞、连杆及组合气阀等零部件的设计图样,并重点对一级气缸、活塞及连杆等零部件的设计配合尺寸进行了逐一核查和复测,最后主要针对一级气缸的上止点间隙进行了核算。经过反复核实,试验用的空压机一级气缸、活塞和连杆等零部件尺寸均满足设计图样的要求,零件加工和装配过程完全受控。
但在复查过程中,发现该机一级气阀为组合式结构,即内圆周侧为进气,外圆周侧为排气,进气阀片的升程限制器由沉头螺钉与锁紧螺母固定。经进一步分析、梳理认为,机组运行过程中,在高温和高频振动等的综合作用下,螺母的锁紧力将会下降,逐步出现松动现象,导致升程限制器受撞击后分6段(图1为其中4段) 先后脱落,当落入气缸后,因升程限制器的厚度大于气缸的上止点间隙,故升程限制器落入气缸后将与高速往复运动的一级活塞顶部发生严重的撞缸现象,最后导致与之相连接的一级活塞及连杆组件损坏,曲轴平衡重脱落,机组出现卡阻、报警停机的故障现象。
以下根据空压机故障现象,并结合一级组合气阀、活塞组件及曲轴平衡重等零部件的损坏状态,分别对其故障发生的过程和主要原因进行详细分析,具体如下。
(1) 一级组合气阀
经查,一级进气阀片的升程限制器由6只开槽沉头螺钉(M4×25) 和其配套的锁紧螺母M4固定,一级气缸的上止点实测余隙为1.4 mm,升程限制器的厚度为4 mm。机组额定运行状态下,一级排气温度高达167℃,受此温度影响,锁紧螺母的强度和刚度将同步下降,导致螺母的锁紧力也趋于降低。随着运行时间的延长,某个锁紧螺母松动后将在其对应位置先出现撞击现象(锁紧螺母实际安装时的扭矩也可能小于设定值),此撞击将加剧其余锁紧螺母的松动速度,又因机组振动,以及气阀自身的高频振动的影响(气阀启闭总次数每分钟高达约2960次),当有一个锁紧螺母出现松动后,临近两侧的锁紧螺母受力将加大,进而会引起临近两侧锁紧螺母也逐步松动,即固定升程限制器的6个锁紧螺母将依次先后松动,也即形成“连锁反应”,最后导致升程限制器在持续的受撞击下,先后断裂为6段(均以应力集中区的锁紧螺母为界),当全部破裂落入气缸内时,将导致与一级活塞顶部发生严重的撞缸现象。图2为同批次库存未使用过的一级组合气阀外形图。
(2) 一级活塞组件
由一级组合气阀故障发生的过程及原因分析可知,因一级活塞体撞缸、局部受力,此力将通过活塞销座传递到活塞销上,此时,因铝质活塞热膨胀系数大,加之顶部受力不均,将使下端活塞销孔在受力方向上变形、尺寸变大,导致活塞销下端的弹性挡圈(安装在活塞销孔内) 发生微位移,在重力的作用下,此时活塞销将同步向下滑移,一旦活塞销向下发生移位,将导致上面活塞销座受力面积减少,应力急剧加大,当超过活塞销座的许用应力后,上端活塞销座破裂(上端活塞销座部分破损的原因);同时,虽然下端活塞销座孔内插入了更多的活塞销实体,但因上端活塞销座破损后,其连杆小头上的活塞力将几乎全部由下端的活塞销座承担,同样会因局部应力过大而破裂,因此导致下端活塞销座被整体拉脱了,详见图3所示。
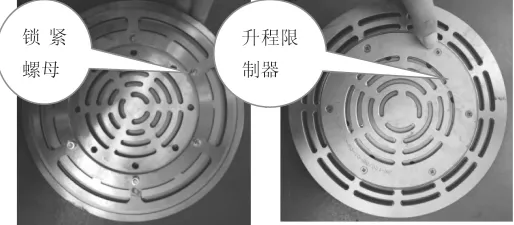
图2 一级组合气阀(正、反面)
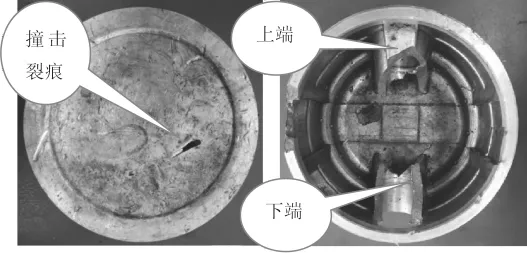
图3 顶部压损和销座破损后的一级活塞
对于活塞销的折断现象,因活塞销向下滑移、上端活塞销座破裂后,连杆小头内的无内圈滚针轴承受力倾斜,滚针轴承与活塞销产生局部线接触,超过了活塞销的单位应力极限,导致活塞销折断,同时滚针轴承内的部分滚针脱落,具体详见图4所示。
(3) 曲轴平衡重组件
综合以上分析可知,当破裂的活塞销和活塞销座碎块等相继滑落到曲轴箱内后,在空压机运行过程中,将分别与曲轴上、下2个平衡重等撞击,因撞击力方向不规则导致其间断受力,同时在平衡重角速度作用下产生的剪切应力等的综合作用下,将导致平衡重连接螺钉受剪切断裂。当2个平衡重脱落后,在其下落过程中,将与连杆等运动件撞击,因平衡重外形尺寸大,最终落在曲轴箱的某个位置出现卡阻,机组报警停机。受撞击脱落下来的平衡重及连接螺钉如图5所示。
综合以上分析可知,空压机故障的主要原因和发生过程为:一级组合气阀锁紧螺母松动、脱落,导致升程限制器落入气缸后发生撞缸现象,从而引起一级活塞、连杆组件及曲轴平衡重等零部件损坏,最后机组出现卡阻、报警停机的故障。
3 解决措施
针对该型空压机发生的故障现象,并结合故障发生的过程和原因分析,并借鉴相关机型上组合气阀成熟的设计经验,通过改变一级组合气阀上的升程限制器固定方式和进气阀片、弹簧片的安装方式,综合提出了以下3个方面的解决措施,具体如下:
(1) 通过调整组合气阀进气侧升程限制器的固定方式,即在组合阀体中间采用1只公共大螺栓M16×60代替6只均布小螺钉M4×25,同时在螺栓下端部的圆柱销附近做永久变形的“收口止退”防松处理,以确保锁紧螺母出现松动,甚至脱落的情况下,螺栓和圆柱销均不会落入气缸内。改进前、后的一级组合气阀设计图如图6和图7所示。
(2) 为了彻底解决升程限制器破裂后落入气缸内的问题,在上阀座的下端,增加一个公共下阀座(也作为进气阀片升程限制器使用),为保证下阀座具有足够的刚度和耐腐蚀等要求,其材质选用不锈钢20Cr13,最大厚度设计为18 mm。同时,在结构方面,使进气阀片、弹簧片安装在上阀座和下阀座之间,从而形成一个“封闭腔”,避免破裂后的阀片等异物落入气缸后发生的撞缸现象,改进后的一级气阀设计图样详见图7所示。
(3) 根据该机故障发生的主因,也即是由于气阀升程限制器落入气缸导致的质量事故,为从根本上解决这个问题,增设的下阀座,除了作为进气阀片的升程限制器外,其下端面的外圆周侧也兼做“固定支撑点”。按此结构调整后,因下阀座是一个整体结构,即使锁紧螺母松动了,升程限制器也不会再落入气缸内了[4]。
因气阀图幅较大,图6和图7绘制的设计图样,均节选了以OO′为中心对称的半边结构。

图4 破损后的活塞销及销座、滚针轴承等
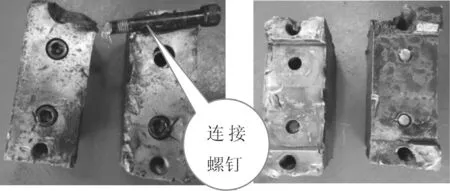
图5 脱落下来的平衡重及连接螺钉
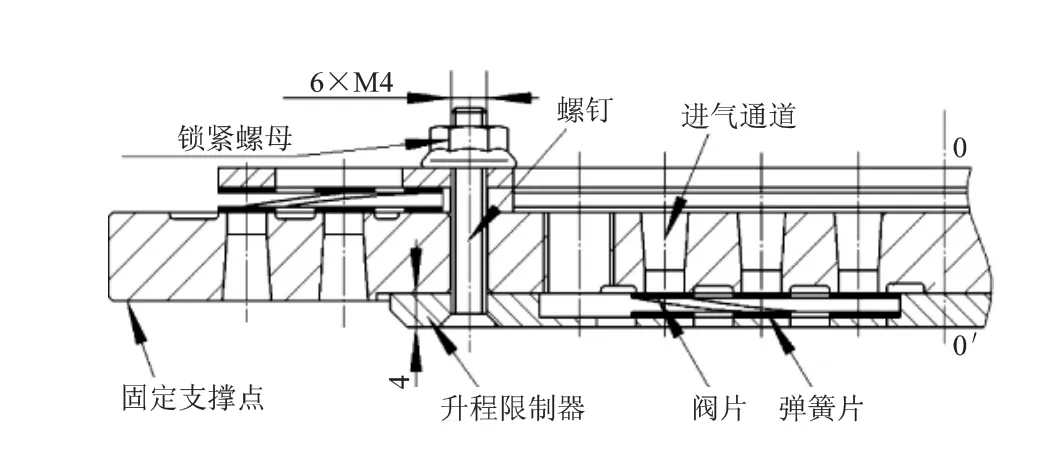
图6 改进前的一级组合气阀设计图
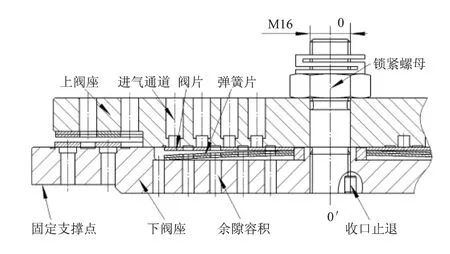
图7 改进后的一级组合气阀设计图
4 试验验证
一级组合阀结构调整后,为保证与之前气缸等零部件安装的互换性,在设计上同步调整了气缸盖、密封垫片等零件的结构和尺寸。
根据GB/T 12929-2008船用高压活塞空气压缩机[5]和GB/T 3853-1998容积式压缩机验收试验[6]中的相关规定,以及该型空压机试验大纲等技术文件要求,所有零部件配套完成后,按要求进行了复装,并在相同的试验环境条件下,重新进行了1000 h的耐久性试验。试验期间,选择了300 h、500 h和800 h等不同时间段分别取出一级组合气阀进行检查,直至试验结束,均未再出现之前因锁紧螺母松动而导致升程限制器撞缸等故障现象了。
5 进一步优化建议
针对本文列举的空压机一级组合气阀锁紧螺母松动导致升程限制器脱落后与活塞发生撞缸,并引发连杆组件、曲轴平衡重等零部件损坏的故障现象,同时结合改进后的气阀试验验证情况,在各项技术指标均满足设计研制任务书要求的前提下,当时为加快试验进度,尽快完成新产品设计开发任务,尽早实现成果转化和形成新的经济效益增长点,经参考相关成熟机型上组合气阀的设计经验,综合提出了一种切实、易行的处理措施,但在后期批量生产的同型机的相关试验和使用中发现,可以通过进一步优化气阀的结构,来相应地提高整机的各项性能指标,具体建议如下。
(1)调整后的一级组合气阀,其下端增设了下阀座结构,为保证气阀在受力状态下保持密封、不变形,气阀必须具有足够的刚度,因此,下阀座的最大处厚度设计达18 mm,直径为φ220 mm,此部分的结构和重量是改进前气阀中没有的。经实测,气阀调整前重量仅为2.8 kg,调整后重量达5.2 kg,总重量增加了约86%,几乎是调整前的2倍。气阀是压缩机中最重要的易损件之一,同时也是必备的随机附件之一,在满足功能的情况下,通过合理选材及气体通道布设等手段,进行轻量化设计,可以给气阀包装、换装及检修等一系列工作带来便利,同时也可以实现机组减重的目的。
(2)一级组合气阀调整后,机组排气量略有下降,主要是因为气阀下端另增设了下阀座后,进气通道变长了,气体阻力加大,且额外增加了下阀座通道部分的余隙容积,导致在保持原设计的上止点间隙的情况下,一级进气量较之前少了,故机组排气量出现略有下降的情况。对此,可以通过进一步优化锁紧螺母的结构及连接形式等,保证其锁紧可靠的前提下,继续保留原螺钉固定升程限制器的结构方式,如此,则可以同步实现机组减重、增效的目的。
6 结语
产品的设计过程需要考虑多方面的问题,有时需要综合机械力学、振动力学及热力学等方面的专业知识,尤其是高压往复活塞压缩机,因其工作过程中伴随着高温、高压和高频振动等,这就给压缩机的设计增添了难度。同时,按理论设计出的空压机,必须按标准要求进行试验验证,尤其是新设计的产品,当某些问题考虑不周全时,在耐久性试验过程中就很容易暴露出来。因此,在设计过程中,需要结合每款空压机的特点,对影响空压机可靠性的重要零部件,必须进行全面考虑,不能轻视任何一个质量控制点,如此才能尽可能提高新产品设计开发一次成功率。
目前,气阀质量问题很大程度上制约了空压机的运行可靠性、安全性和保障性,通过一款空压机发生故障的现象,适时开展原因分析、提出解决措施并进行试验验证,同时不断归纳、总结此类质量问题,不仅能给空压机的故障判断及产品检修等提供参考和方法,而且可以反过来进一步优化空压机的设计开发工作,具有一定的借鉴意义。
猜你喜欢
水力发电(2022年11期)2022-12-08
计量学报(2022年9期)2022-10-20
设计(2020年6期)2020-05-14
中国特种设备安全(2019年11期)2020-01-16
汽车与新动力(2019年6期)2020-01-03
世界有色金属(2019年14期)2019-09-16
汽车维护与修理(2019年1期)2019-07-09
车用发动机(2018年2期)2018-05-02
北京航空航天大学学报(2017年4期)2017-11-23
压缩机技术(2015年5期)2015-10-27