
冷轧喷雾焙烧盐酸再生系统负压控制策略
2019-06-13 07:07邱光习
冶金与材料 2019年2期
邱光习,刘 军
(新冶高科技集团有限公司,北京 100081)
冷轧酸洗产生的大量废盐酸,属于《国家危险废物名录》规定的危险废物,如不进行资源循环再利用处置,不仅环保效益差,而且是对资源的巨大浪费。喷雾焙烧盐酸再生工艺不仅实现了废酸环保处理,还实现了氯和铁资源的循环再利用。在喷雾焙烧的过程中,影响产品质量问题的主要因素是负压和温度等参数的控制,如果系统负压控制偏差偏大,则出现炉内温度分布不均,会导致炉内化学反应不稳定,造成氧化铁粉质量不稳定等现象,从而造成氧化铁粉质量的下降或不达标。因此,对焙烧炉烟气负压的稳定控制至关重要。在喷雾焙烧过程压力和温度的建模与控制方面,一般是用计算流体力学和传热学等相关知识建立数学模型,并进行相应数值模拟和结构优化。而用这些模型进行喷雾焙烧系统负压的在线控制时,因存在高阶方程的求解计算量大和病态等问题,导致喷雾焙烧系统负压控制还不成熟,目前主要采用的闭环PID控制策略。
1 实验闭环控制原理
如图1所示,经典的闭环控制理论包括PID控制器、执行器、控制对象、检测变送以及干扰这几部分元素。当外部干扰使得被控对象发生变化时,实际值会发生变化,检测变送把变化实时数据反馈给PID控制器,PID控制器进行数据处理,然后控制执行器,进而克服扰动,稳定被控对象。
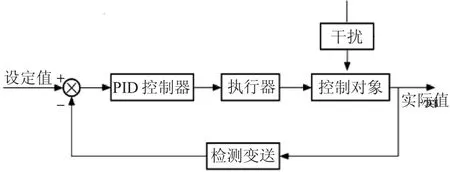
图1 闭环控制原理图
2 结果与讨论
图2是喷雾焙烧盐酸再生的工艺流程图,在这里我们要利用吸收塔和洗涤塔之间的废气风机(变频电机)来闭环控制系统的压力(维持稳定的焙烧炉顶设定值负压)。下面我们来分析闭环控制的各股元素:
a)设定值:炉顶负压给定——根据工艺需要此值要设定为负值(通常为-200Pa);
b)实际值:炉顶负压反馈——差压变送器检测实时数据,根据需要加入滤波;
c)PID控制器:使用西门子Step7程序里面自带PID控制器;
d)执行器:西门子变频器和变频电机——这里将二者视为一个整体;
e)控制对象:炉顶负压;
f)干扰:主要可控干扰有喷枪流量变化、烧嘴空气和燃气流量变化、炉底铁粉输出风量等。
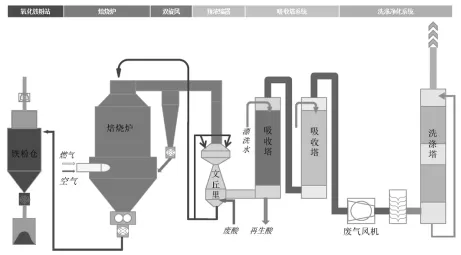
图2 喷雾焙烧盐酸再生工艺流程图
为了系统闭环控制能够正常工作调节焙烧炉负压,需要作几个假设:①假设系统焙烧炉顶到洗涤塔的烟气管路系统通畅且密封良好,没有发生堵塞或者漏气等情况;②假设系统仪表传感器工作正常,系统参数传递真实,没有压力表零位漂移等现象;③假设炉底铁粉正常输出没有把炉底堵死。
2.1 喷枪流量对焙烧炉顶负压影响
当系统焙烧炉进料喷枪的流量变大,其他工况没有发生变化时,焙烧炉顶的温度会降低,焙烧炉顶压力会降低,这时压力变送器的检测值会降低,实际压力下降,经过PID控制器计算后给定变频器的电机转速会下降,变频电机旋转变慢,焙烧炉顶负压升高回到设定值。同样,喷枪流量变小时,PID控制器控制变频电机转速变快,稳定实际值。
2.2 烧嘴燃气量对焙烧炉顶负压影响
当系统燃气量加大时,焙烧炉顶温度升高,压力变大,压力变送器检测实际值升高,经过PID控制器计算以后给变频器的电机转速升高,焙烧炉顶负压减小回到设定值。反之,当燃气量较少时,焙烧炉顶温度降低,压力变小,压力变送器检测实际值降低,经过PID控制器计算以后给变频器的电机转速降低,焙烧炉顶压力升高回到设定值。
由于焙烧炉顶压力是由焙烧炉顶温度决定的,而干扰有很多种,把多种干扰看为一个整体,这个整体最后的作用结果是使得焙烧炉顶温度升高还是降低,而焙烧炉顶的温度变化决定其压力的变化,这也就是说正常生产时焙烧炉顶温度要被控制在一定的范围内,这样焙烧炉顶负压才会被正常调节控制。当炉顶温度很高,使得炉顶负压增加,导致PID控制器给变频器的输出达到变频器的最大转速也不能有效降低炉顶负压时,PID控制器将出现超调现象,故而生产过程中控制焙烧炉顶温度是最为关键的一个环节。
3 结语
通过对喷雾焙烧盐酸再生系统负压控制原理进行介绍分析,充分了解了焙烧炉负压特性,有助于生产操作人员驾驭喷雾焙烧盐酸再生系统,分析处理生产中出现的问题并快速解决,保证焙烧炉生产连续稳定。
猜你喜欢
山东冶金(2022年4期)2022-09-14
世界有色金属(2022年9期)2022-08-13
山东冶金(2022年3期)2022-07-19
北京航空航天大学学报(2022年5期)2022-06-06
新疆钢铁(2021年1期)2021-10-14
世界有色金属(2020年5期)2020-06-09
山东冶金(2019年3期)2019-07-10
电子制作(2018年11期)2018-08-04
电脑知识与技术(2016年18期)2016-11-02
大学教育(2016年7期)2016-07-27
