
磁性工装与螺栓式卡玛的推广应用
2019-06-06 02:53:40林仁志郑乐滨张先进
广船科技 2019年1期
林仁志 郑乐滨 张先进
(广船国际工法研究所)
0 引言
“工欲善其事,必先利其器”。随着造船业行情持续走低,提质增效已成为各船企的一致性共识。闭关锁国,闭门造车,不利于公司的发展。
目前船舶制造中,装配作业普遍延续着零几年,甚至九十年代时的作业习惯,装配时采用码板、大锤、大量的点焊等工作。装配效率低、劳动负荷大、生产成本高、环境污染等对作业人员身体伤害较大,与日韩等先进船企的造船技术无法相比。传统的工装,已不太适应当前行业的发展,急需做出改变。要多向外部环境学习,引进先进的工艺,技术,方法。提升生产效率,改善施工作业环境。新型工装的研究革新,推广应用已成为各船企的必修科目。
1 新型工装的推广与应用
船舶建造合拢新工艺主要通过简易的工装,快速便捷的实现拼板、分段合拢的对接校平,可以有效提高拼板、分段合拢的效率,降低材料及人工成本,改善工人劳动条件。通过不断地向先进船厂和先进生产技术学习,并经过不断沟通和试验,引进了磁性工装和螺柱式装配卡码。经过近两年的实船建造试用,通过不断改进完善,船舶建造合拢装配新工艺已具备实际应用和推广的条件。
1.1 磁性工装
磁性工装根据现场试用及改进,目前主要方便使用的有小件搬运磁铁、直角定位和防倒塌工具、磁力压码、磁力线型调节器、磁力拼板器、防雨水磁铁等。
1.1.1 小件搬运磁铁
见图1,主要使用在下料阶段,现场可以方便的将余废料移开,无需弯腰,使用简单,现场应用较为普遍。传统方法需采用割刀先切割出一个缺口,再用手拉出来,由于切割的缺口较小,很容易掉到下方的胎架内,给清理工作带来不便。
1.1.2 直角定位和防倒塌工装(轻型装和重型装)
见图2,主要使用在小合拢制作区域,对于较小的零件,现场使用比较方便,也可以省去用角尺测量垂直度,现场应用较为广泛。传统作业方法需要使用角尺测量,且需要两人配合作业,存在倾倒的可能性。
1.1.3 磁力线型调节定位器(轻装型和重型装)
见图3,主要使用在小合拢区域,能够有效快速调节骨材横向对位或变形的问题,经常与直角定位和防倒塌工具配合使用。右下图为传统作业方法,需先焊接码板,再使用三角楔和锤子完成对位,如果变形较多,焊接码板数量将也要增多,且效率较低。
1.1.4 磁力压码(轻装型和重型装)
见图4,主要使用在小合拢区域,无需点焊和锤击,能够调节纵骨高度方向的变形,传统方法是点焊七字码或门字码的码板配合使用三角楔及大锤进行调节。
选取1车位研究对象,测试运行状态下的车内噪声,按照标准《GB 14892-2006 城市轨道交通列车噪声限值和测量方法》的要求,沿着1车车体中轴线,分别在1车的客室前部、中部、后部布置噪声测点,测点高度距离地板1.2m,方向朝上。
1.1.5 磁力拼板器
见图5,主要使用在小合拢区域,该工装针对于薄板拼板效果较好。单人操作,简单方便,无码脚。传统方法基本采用大锤敲击或用七字码进行调平,效率低、存在码脚。
1.2 螺柱式装配卡码
1.2.1 卡码样式及装配
螺柱式装配卡码是在装配面焊接螺柱,通过螺栓紧固卡码进行装配。现场需将两端固定,每隔3~4m加一个长排,以控制焊缝横向收缩。
1.2.2 螺柱的焊接
使用专门的螺柱焊接设备进行焊接,螺柱与母材接触位置需使用瓷环衬垫。螺柱焊接是将螺柱一端与板材表面接触,先在螺柱和母材之间引弧,待接触面熔化后,对螺柱施加一定压力,将螺柱端浸入熔池,并将液态金属部分挤出接头,形成再结晶的塑性连接或再结晶和重结晶混合连接接头的焊接的方法。
1.2.3 卡码的安装
螺栓焊接到位后,安装专用卡码,上方需增加垫片和螺母,采用活动扳手调整螺母的松紧来调节拼板缝两侧钢板的平整度。装配完毕后,整体效果,基本每个活络卡码需使用2~3个螺栓,长卡码需要4~6个。
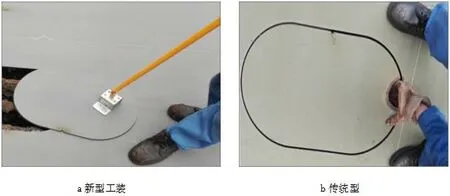
图1 搬运工装

图2 定位工装

图3 调节定位工装
1.2.4 卡码的拆除
拼板缝焊接完成后,需对卡码进行拆除,先将螺母拧出来,专用卡码取出后,螺柱端部有凹槽,利用折弯方式将螺栓折断,码脚较小,再对钢板上的螺栓余高磨平,无需补焊,整个作业流程完毕。普通焊接码板方式留下码脚较大,碳刨易伤到母材,需补焊处理
1.2.5 螺柱式卡码优势
如表1所示,相比较,螺柱式装配卡码的材料成本提高了,但补焊、打磨工作量减少了。综合成本稍高,但每生产一条10m的焊缝,可节省约3.75h,生产效率提升了。在质量方面,该工装由于采用碰焊固定,减少了传统焊接对母材的损伤,拆除后打磨容易,工作量较少。而传统的卡码拆除需要气割、碳刨以及补焊修补打磨等工作。工序相对于传统卡码减少了许多,也避免了对母材的损伤,减少了码脚数量,能有效保证表面质量。
2 新型工装推广应用的社会与经济效益
2.1 社会效益

图4 压码工装
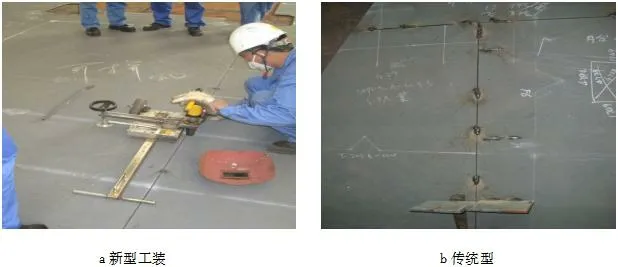
图5 拼板工装
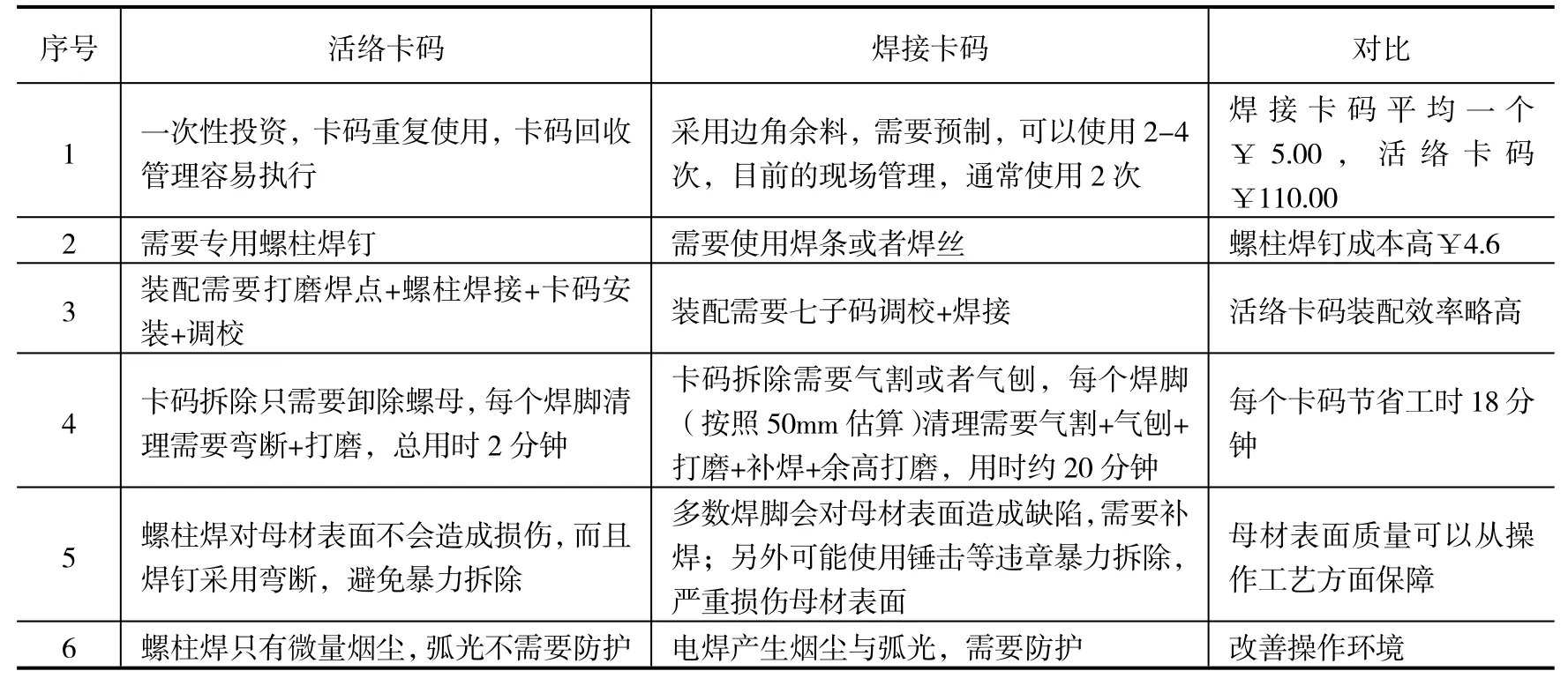
表1 螺柱式卡码与焊接卡码对比表
工装主要目的是辅助我们更好的建造船舶,新型的工装能给施工人员提供快捷高效、方便舒适、安全可靠的作业方式。另外,磁性工装以及螺柱式装配卡码两类工装,其中都能减少烧焊,减少对环境的污染,更是对施工作业人员的一种保护。其符合了未来船厂“以人为本、工装化、自动化、绿色造船、快乐造船”的发展理念,为提升造船工装技术水平与船厂形象、改善施工工人工作条件、增强企业向心力提供了硬件基础。
2.2 经济效益
从经济角度看,螺柱式装配卡码活络卡码相比焊接卡码,成本降低18%,但工效提高了近4倍。另外,活络卡码码脚不需要补焊,提高了母材表面质量。磁性工装的使用,改善施工人员的施工环境,降低施工人员的事故风险,减少了烧焊造成是成本及人工成本的提高,它的投入将从提升造船效率中得到可观回报。
3 结束语
经过对上述两类新型工装-磁性工装及螺柱式装配卡码的综合分析,结合现场实际使用情况,新型船用工装适用于当前现代船舶建造的需要,结构简单、轻便。实践证明,这些新型工装是经济高效、安全可靠的,是适应现代造船模式并可以替代传统操作方式的新型工装。现已广泛运用到生产中并取得了显著成效。现代造船以“降本增效、绿色造船”理念为指导。,越来越多的新型实用的工装将会得到推广使用,为船舶整体建造技术水平的提高翻开新的篇章。
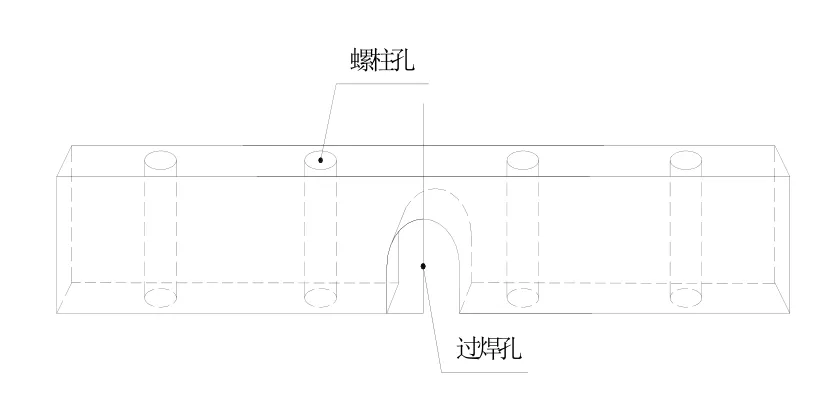
图6 螺柱式装配卡码
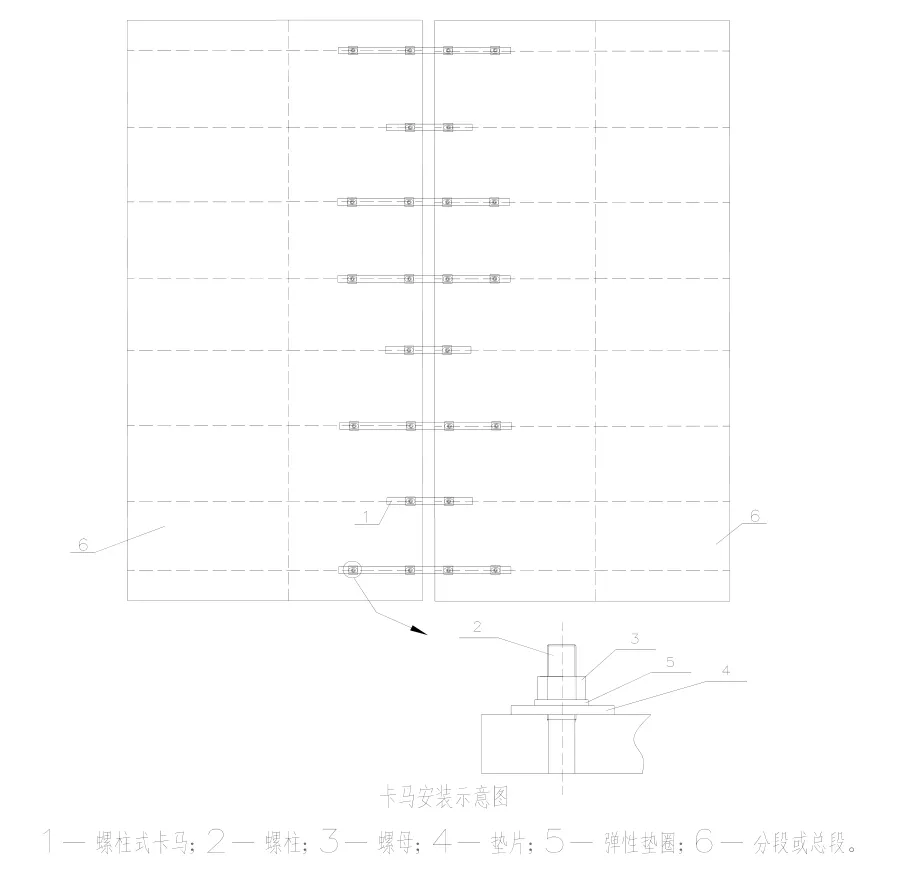
图7 螺柱式卡码装配示意图

图8 螺柱焊后效果图

图9 螺柱式卡码装配效果图
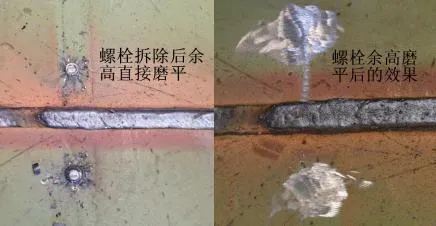
图10 螺柱拆除及磨平后

图11 常规卡码拆除及磨平后
猜你喜欢
少儿美术·书法版(2021年12期)2021-10-24 02:50:28
装备制造技术(2021年4期)2021-08-05 07:39:44
数学小灵通·3-4年级(2020年5期)2020-06-24 05:52:42
数学小灵通(1-2年级)(2017年3期)2017-04-16 04:40:30
造船技术(2016年6期)2017-01-13 01:02:37
航运交易公报(2016年8期)2016-03-21 11:08:03
焊接(2016年5期)2016-02-27 13:04:48
印制电路信息(2015年6期)2015-12-30 12:57:50
中国卫生(2015年12期)2015-11-10 05:13:34
焊接(2015年4期)2015-07-18 11:02:48
