
JPH改善提升方法浅析
2019-06-05 01:42任伟张锐辉吴双强陈文娟闫海
汽车实用技术 2019年10期
任伟,张锐辉,吴双强,陈文娟,闫海
JPH改善提升方法浅析
任伟,张锐辉,吴双强,陈文娟,闫海
(陕西重型汽车有限公司,陕西 西安 710200)
文章将JPH改善提升方法有关理论运用在企业生产管理中,通过实例阐述了自卸车上装生产线效率改善提升的方法和效果,并对自卸车上装生产线的生产效率提升进行了改善。
自卸车;上装;生产效率
1 JPH改善提升模型
1.1 JPH概念
JPH是Jobs Per Hour的缩写,小时工作量或单位时间工作量,反映单个工艺设备或工序机组或流水生产线甚至整个工厂的理论生产能力。JPH中“J”代表总的生产量,“H”代表生产总时长,计算公式为:JPH=总生产量/生产总时长。
1.2 JPH改善方法
JPH改善提升从资源投入多少和影响作用大小划分两类影响因素。
第一类因素的影响作用较小,资源投入较少,直接影响JPH,属于内因。如设备运行好(设备先进、新使用、保养程度好),设备停工检修时间就会少,单位小时产出就会越高。
第二类因素的影响作用较大,资源投入较多,间接影响JPH,属于外因。如好的产品设计可以使生产周期短、用料少、质量高,JPH值也高。
提高JPH应根据不同因素寻找提升途径。JPH改善提升的具体思路,如(图1)所示。
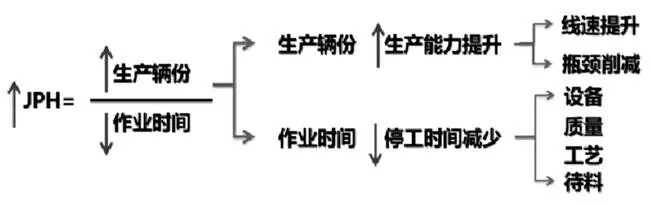
图1 JPH改善提升思路
2 实例分析
本文以某自卸车上装生产线为例,通过JPH有关理论和方法的运用,对该生产线的线平衡和瓶颈进行分析、改进,取得了较好的效果。
2.1 选择课题并制定计划
通过前期的分析、调研,制定了自卸车上装JPH提升改善项目具体实施计划表(表1),列出具体计划和时间节点。
2.2 现状把握分析
2.2.1各车间现状分析
自卸车上装生产主要分为6大车间,分别为:下料车间、装焊车间1、装焊车间2、副车架车间、涂装车间、搭装车间。 物流走向从北至南进行,除了五车间涂装车间之外,其他5个车间可进行JPH的提升改善。
表1 JPH改善提升计划

下料车间设备使用年限较久,下料精度下降,人员较少,设备开动率较低,现场物料摆放不整齐。双班开动,才能保证后工序车间的需求。
装焊车间1各工序间节拍不一致,平衡性较差。底架总成工序和侧板总成工序焊接同时进行,用时较长,需提前一天准备,拼箱焊接用时较少。点焊工位来料精度不够,调整时间过长,焊接线场地利用不足。底架点焊与底板点焊工位上下料物流有干涉。底板焊接工位,人员布置不饱和。闲置1套底架总成点焊工装。
装焊车间2底架总成和侧板总成为瓶颈工序。合箱后大箱需要行吊横向转运进行后门挂接,后门安装完后在转运放置,物流不畅。闲置1套底架总成焊接工装,闲置1整套侧板总成焊接工装,闲置一套轻量化自卸车生产工装,厂房面积利用不足。
副车架车间割形、打磨工序,工艺孔较多,割形较慢,劳动强度较大。总成焊接为地毯式焊接,工装均闲置,原因为料件上下工装较慢,且人员配置不足。小件焊接种类较多,现场较为混乱。
搭装车间装配线节拍约20分钟/辆份,各工位节拍不一致。因无拖拽设备,底盘移动需点火由专用司机移动,影响生产节拍,工位设置的安装内容难以定点执行。六、七工位装配内容较多,作业人员多,为瓶颈工位。
2.2.2 工序节拍表及柱状分析图现状
对各车间各工序进行现场节拍实测,每个工序实测5组取平均值,找出瓶颈工位、工序,有针对的进行改善提升。
表2 下料车间节拍
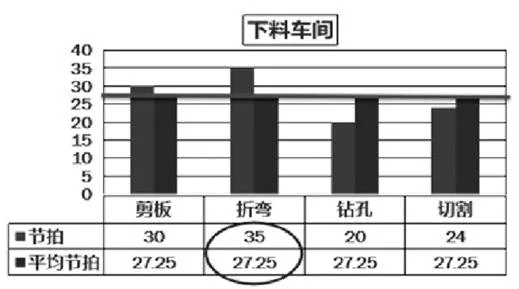
表3 装焊车间节拍
通过各工序、工位节拍测算对比分析,发现各车间瓶颈工序如下:下料车间折弯工序存在瓶颈,见表2;装焊车间侧板总成(单车2个)焊接存在瓶颈,见表3;副车架车间工序间节拍较为均衡,见表4;搭装车间六、七工位存在瓶颈,见表5。
表4 副车架车间节拍
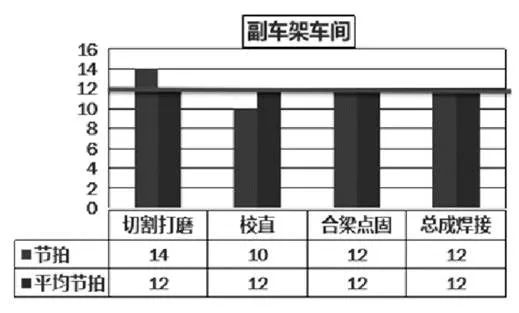
表5 搭装车间节拍
2.2.3 JPH值计算分析
通过各车间节拍测定,计算出各车间JPH值。经JPH值对比分析,改善前装焊车间产能缺口最大,其次搭装车间,均未达到平均值。根据实测,在待装件配送准确、流畅,人员无间断工作的状态下日产量,按单班10小时计算。改善前单日产能为:JPH值×工作时间=2.5×10=25辆份。
2.3 目标设定
通过对现状的分析,结合公司管理实际,设定以下两个项目目标。
目标一:充分利用车间厂房资源、合理布局。
目标二:JPH值从2.5提升至3,即单班日产能从25提升至30辆份。
2.4 原因分析
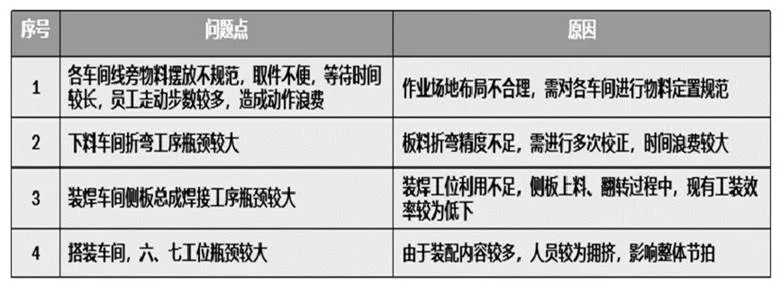
通过对现状分析,重点针对以下问题点,进行原因分析,具体见表6:
表6 重点问题原因
2.5 改善对策和实施
对问题点进行原因分析,制定出针对性的改善策略,并进行实施。
2.5.1定置布局优化
对下料车间、装焊车间、副车架车间、搭装车间分别进行定置图设计,重新规整,合理布局,减少员工无效动作。
2.5.2瓶颈工序节拍平衡
下料车间(折弯工序)改善提升,进行折弯模具保养强化,增加一套折弯模具备用,下料精度提升,校正次数降低,效率提升。
装焊车间改善提升,进行翻转工装改造,通过修旧利废,将原有闲置底架骨架翻转工装通过加高改制,改造成龙门式翻转结构,对真空吸盘进行加长改造。
搭装车间改善提升,设计、制作电动油箱吊装小车,进行油箱吊装,设计、制作钻孔模板进行钻孔作业,对线束敷设路径工艺改进。
2.6 效果确认
表7 改善提升后JPH值表

经过车间定置布局优化和瓶颈工序节拍平衡的改善提升,对改善后各车间每个工序实测5组取平均值,进行效果确认,见表7。
通过车间定置布局优化,使车间布局更为合理,达到既定目标一。改善提升后,自卸车上装JPH值从2.5提升至3.1,即日产能从25辆份提升至31辆份,达到既定提升20%的目标二。
3 结束语
生产车间的JPH提升改善,是一个永无止境、不断提高精益求精的过程,要长期坚持,不断改进,挖掘潜力,通过所有员工共同努力来实现。此类型的改善提升项目,车间负责人要发挥主观能动性,在后续生产过程发现问题,提出改进课题,各部门联动,加强沟通,通过工艺改进、合理调配人员和工序、提升管理水平和人员技能等方式,同心协力完成改善提升。
Analysis of JPH Improvement and Lifting Method
Ren Wei, Zhang Ruihui, Wu Shuangqiang, Chen Wenjuan, Yan Hai
( Shaanxi Heavyduty truk co. Ltd., Shaanxi Xi’an 710200 )
In this paper, the theory of JPH improving lifting method is applied to the production management of enterprises. The method and effect of improving the efficiency of dump truck loading production line are expounded through examples, and the production efficiency of dump truck loading production line is improved.
Dump truck;Special device;production efficiency
10.16638/j.cnki.1671-7988.2019.10.084
TF087
A
1671-7988(2019)10-236-03
TF087
A
1671-7988(2019)10-236-03
任伟(1980-),男,就职于陕西重型汽车有限公司技术管理部,从事工艺技术研究工作。
猜你喜欢
数字技术与应用(2022年3期)2022-04-14
汽车实用技术(2022年5期)2022-04-02
北京航空航天大学学报(2021年4期)2021-11-24
科学与财富(2021年33期)2021-05-10
汽车实用技术(2020年15期)2020-10-20
意林(2020年10期)2020-06-01
商用汽车(2019年6期)2019-09-10
汽车观察(2016年10期)2017-02-09
科学家(2016年3期)2016-12-30
非常关注(2012年12期)2012-09-22
