
基于电气自动化的卷烟工艺参数优化研究
2019-06-01 03:50李秀伟
制造业自动化 2019年5期
李秀伟
(湖南中烟工业有限责任公司四平卷烟厂,四平 136000)
0 引言
卷烟制丝是一门工序复杂、制作考究的工艺,需要对烤后的烟叶进行严格的加工,其产品品质和各项卷烟工序参数的设置息息相关。
卷烟工艺参数优化是提升卷烟工艺生产质量的关键,业内对卷烟工艺参数优化已经做出一定研究。文献[1]中提出在复烤工序中对卷烟工艺参数进行优化提升复烤加工质量,对某家烤烟厂进行了工艺参数和加工数据分析,手工选择烤烟校本,在校本中择优提取三个烤烟工序的关键参数,结合多指标白权分析,利用参数校正实验对工艺产进行线性回归校正分析,采用迭代法求出参数优解。文献[2]中提出正交实验优化方法对制丝工艺进行参数优化,采用人工择选卷烟工艺校本,结合正交实验方法,确定平准一起的组合误差,结合回归校正方法对槽深参数进行优化组合,并对校正后仪器进行测试,采用参数关联特征描述子对校本参数指标进行空头参数剔除,完成卷烟工艺参数的优化。文献[3]提出一种烟梗切丝的干燥工艺参数优化方法,采用人工择选卷烟工艺校本,根据宽度对切丝参数进行设置,并结合正交实验对切丝宽度进行方差控制,采用白权化方法选取校本中属性较为优秀参数,通过参数配伍性能完成切丝参数优化。
以上文献方法均采用人工择选校本,造成校本参数误差大,所生产出的产品整丝率低、碎丝率高的问题,故此本文提出一种基于电气自动化的卷烟工艺参数优化方法,根据电气自动化装置,对卷烟工艺校本进行自动分拣,采用正交实验表对提取的参数进行整理,根据参数的误差特性,结合误差选择优化模型对参数进行误差最小化选择,结合关联数据挖掘方法,对全局参数进行关联规则挖掘,最终完成卷烟工艺参数的优化。
1 基于电气自动化技术的卷烟工艺参数优化方法研究
为实现卷烟工艺参数的优化,文章首先规避传统方法采用人工择选卷烟工艺校本的方法,采用电气自动换校品采集装置对校品进行随机自动采校,再结合正交实验表格对卷烟工艺参数进行提取,通过误差选择优化模型对参数进行误差最小化选择,采用关联挖掘方法提取出全局参数的关联规则,对全局参数进行寻优,本文方法的总体构架如图1所示。
1.1 基于电气自动化的烟梗提取
在对卷烟中各项工艺从参数提取时,需要以烟梗自动采校设备为基础,故此文章采用了一种自动取校装置的电气设备,根据烟厂对烟梗自动采校的需求[4],需要对采校时间进行设置,并在完成采校后自动关闭装置,因此采用了一种型号为ZJ116机组的收捡装置,完成在线自动收捡。烟梗自动采校装置代码如图1所示。
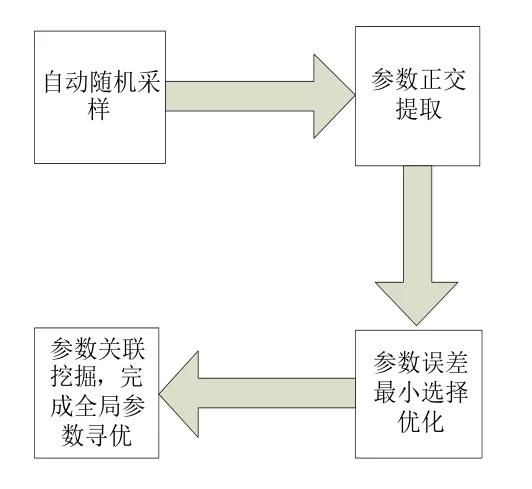
图1 基于电气自动化技术的卷烟工艺参数优化方法总体构架
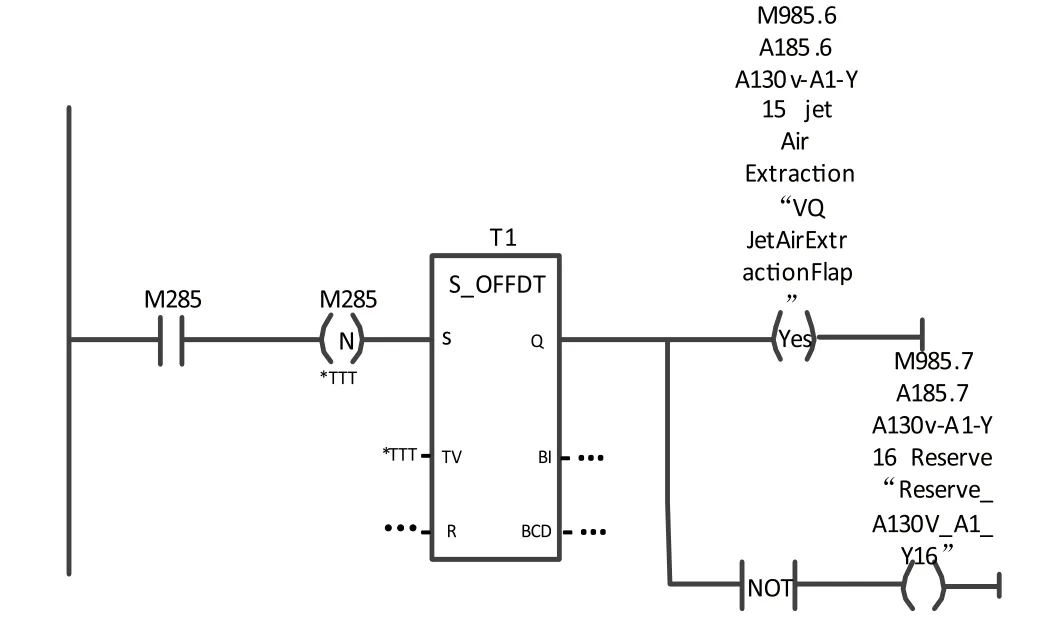
图2 ZJ116烟梗自动采样装置代码
图2中,M285是低频采校始发信号,经过取反能够做到高电频触发开启和关断计时器T1,TTT为开关时间,数值需要提前设置[7,8]。M985.6控制气缸开启取校门阀进行取校,M985.7则控制气缸在完成取校后关闭门阀。逻辑为:发送信号—信号变频—取校开始—门阀打开TTT秒—取校—关闭门阀,完成取校。
1.2 卷烟工艺数据指标提取
对卷烟过程中的工艺参数优化和选择要基于卷烟工艺各项指标的提取和分析[9,10]。本文对吉林某烟厂的特色卷烟工艺中的浸梗、螺旋蒸梗工序进行了参数指标提取,其工序中决定整丝率的影响因子为浸梗水槽水温、蒸梗温度、蒸梗含水量这仨个个工艺参数数值,数据指标后再对其进行优化。
为了优化螺旋蒸梗、浸梗水槽水温工序出口的烟梗温度和含水量,需要将出口含水量控制在(12.8±0.5)%采用梗丝膨胀工序对出口梗丝的整丝率作为工艺考察的考察指标,指标数值越大表示参数提取环境越好[11,12]。
卷烟工艺参数初始水平如表1所示。

表1 卷烟工艺参数初始设置水平
在所采集过程中,假设其他参数和生产条件以及操作人员等条件不发生改变的前提[5,6],采用 L9(34)正交实验表对所采集进行参数指标采集,将自动采集的进行排序,所得结果如表2所示。

表2 待提取样本排序
对表2中所整理的进行随机抽取,测试其浸梗水槽水温、蒸梗含水率、以及正梗温度,如抽到试验5号,即按条件:浸梗水槽水温40,蒸梗温度98,蒸梗含水率38%进行工艺提取,得出梗丝膨胀工序出口梗丝整丝率84%,碎丝率6%,并将提取结果记录在表2中对应单元格内。以此为标准反复进行6次提取,整理结果表3所示。

表3 提取结果整理表
1.3 卷烟工艺参数误差最小选择
参数提取完成后还要进行处理,由于误差特性,导致参数在优化过程中受到干扰,造成局部最优解[13,14]。需要对参数校本参数采用误差最小选择模型进行误差度选择优化,模型公式表达为:
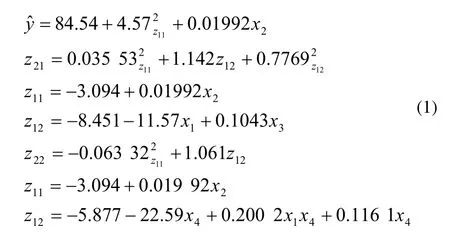
模型中z21为被标记的误差较大的21号校本参数,Z12为被标记的过于误差的12号校本参数,同理解释Z11和Z22,X1、X2、X3、X4疑似带有误差特性的参数,经过模型输出所得误差度校正参数如表4所示。

表4 误差校正后参数整理
表4中经去疑后的参数,同比表3中相比,参数更为精确,但随机抽校仅能表现出局部最优参数,需要根据关联挖掘,找出全局参数关联规则,进行全局寻优。
1.4 卷烟过程中工艺参数关联挖掘优化
参数关联挖掘技术能够在海量数据中挖掘出数据之间的内在联系,揭示数据之间的关系和规则,是一种以开发信息资源为基础的新数据处理方法,通过误差度选择优化后的参数进行关联数据挖掘对来卷烟工艺参数进行参数全局优化[15,16]。
首先构建基于关联数据挖掘技术的资源数据库和工艺参数推理系统,如图3所示,然后采用语义匹配和关联规则搜寻最优的工艺参数组合。
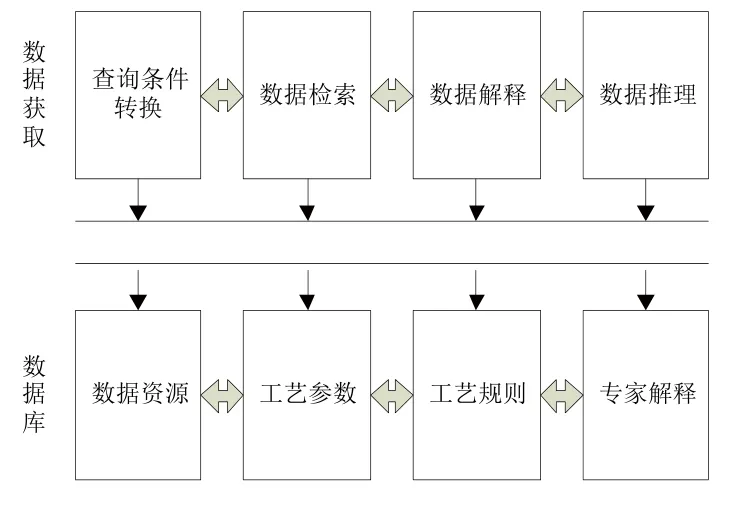
图3 工艺参数数据库推理示意图
语义匹配是对工艺参数的相似度进行计算,可以选用m个工艺参数值的n条数据对象构成的矩阵来进行筛选和寻优。设aij为第i个工艺参数值的第j条数据,用矩阵A可以表示为:
设f(ai,aj)为第i中工艺参数值与第j中工艺参数值之间的相似度,可以用公式表示为:

通过对数据库中各工艺参数相似度的计算和归类,能够揭示出参数之间的规则变化关系,进而进行最优参数组合的提取[17,18]。通过基于关联数据挖掘技术而得出的最优卷烟工艺参数组合为实验B的参数组合,基于关联数据挖掘技术对大量的卷烟工艺参数指标进行检测[19],证明使用验2的配方、浸梗含水率及蒸梗温度能够,获取最优产品参数质量,因此实验B选取的的工艺参数组合是最优的工艺参数组合。
本文提出一种基于电气自动化的卷烟工艺参数优化方法研究,基于3组实验来提取参数数据指标,如含水率优化、整丝率和碎丝率等。构建基于电气自动化技术的资源数据库和工艺参数推理系统,采用语义匹配和关联规则,实现卷烟过程中的最优工艺参数的寻优。
2 实验结果与分析
为验证基于电气自动化技术的卷烟工艺参数优化研究的有效性,本文采用优化的工艺参数组合,进行了卷烟工艺实验,来对比使用优化的工艺参数前后,卷烟校本的参数变化情况。
2.1 参数优化指标对比
各随机抽取600个校本,为了更为直观地观测测量结果,分别对校本测参数的优化情况,并将测试结果拟合成曲线,如图4所示。
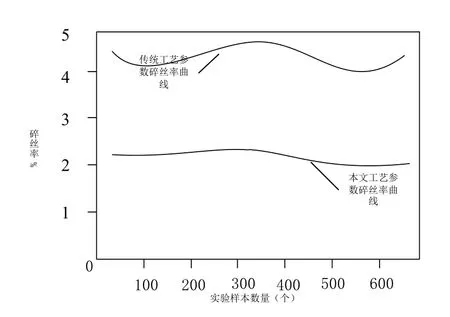
图4 使用优化工艺参数组合前后的参数优化曲线对比
从图4中可以看出,采用本文的优化工艺参数组合进行卷烟实验后,参数的优化可以达到2~2.5左右,而且比较稳定,对比使用前,参数的优化有较大提高。
2.2 参数整丝率指标对比
再对以上抽取的600个校本做整丝率测试,原材料、人工和机械器材不变的情况下,采用喜欢同参数与优化后参数在对校本的整丝率和含水率进行分别进行检测,如图5所示。
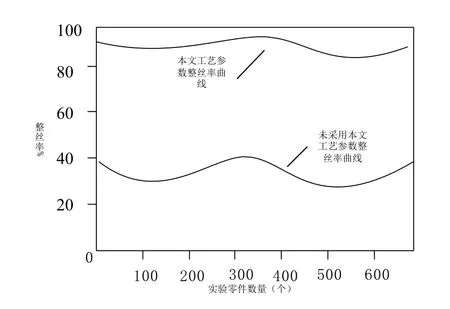
图5 使用优化工艺参数组合前后的整丝率曲线
如图5所示,原材料、人工和机械器材不变的情况下,采用本文优化的工艺参数组合卷烟工艺产品在整丝率方法有良好的表现,再次证明了卷烟过程中采用本文的工艺参数优化方法具有较大的优越性。
3 结束语
本文提出了基于电气自动化的卷烟工艺参数优化研究,通过电气自动化技术对卷烟工艺校本进行自动取校,根据正交实验表格对参数数据进行提取,再结合误差校正模型对所提取数据进行误差最小选择,利用关联数据挖掘完成全局参数寻优,最终实现卷烟工艺的参数优化。经实验验证本文所提方法对卷烟工艺参数优化有着良好的表现,本文参数优化方法,在卷烟工艺技术研究中起到了数据支持作用。
猜你喜欢
物流技术与应用(2022年5期)2022-06-17
新世纪智能(数学备考)(2021年9期)2021-11-24
消费导刊(2021年19期)2021-03-08
消费导刊(2021年1期)2021-01-29
福建基础教育研究(2020年2期)2020-05-28
当代陕西(2019年15期)2019-09-02
福建基础教育研究(2019年5期)2019-05-28
红楼梦学刊(2019年5期)2019-04-13
红楼梦学刊(2019年2期)2019-04-12
学苑创造·A版(2018年11期)2018-02-01
