
干钻金刚石钻头及钻进系统开发
2019-05-19 04:17刘一波朱亚南孙延龙
超硬材料工程 2019年6期
徐 良,刘一波,朱亚南 ,徐 强,孙延龙
(1.安泰科技股份有限公司,北京 100095;2.北京安泰钢研超硬材料制品有限责任公司,北京 102200)
0 前言
当前,国内外均越来越重视环境保护,对污水、粉尘等污染物的治理力度也在不断加大。金刚石工具加工石材、混凝土及其他建材时大部分在水冷却的条件下进行,过程中形成的污水、废渣会对环境有一定的污染,客观上要求减少污水的排放。在建筑装修过程中,一些石材、墙体的加工不能沾水,否则就变色或者被污染不易清洗,这种情况下必须要求金刚石工具在无水的条件下切钻磨。另外,在干旱缺水或某些特殊场合,在没有水冷却的情况下也要求金刚石工具能顺利工作。因此,国内外厂家纷纷就干钻、干切、干磨等金刚石工具进行系统研究,分别推出了干钻钻头、干切锯片以及钎焊砂轮等。本文重点介绍干式钻进类金刚石工具,包括干钻墙砖短钻头、干钻瓷砖钎焊小钻头、干钻石材小钻头以及干钻素混凝土、钢筋混凝土长钻头等[1]。
国内对于干钻金刚石钻头的研究主要集中在对钻头结构的研究方面,即在干钻过程中如何排屑和冷却钻头:如采用波纹型刀头或者其他异型刀头结构、基体表面带螺纹槽等设计;国外除了对金刚石钻头结构进行研究外,出于对环境保护和操作员自身工作环境的考虑,配套了集尘装置和空气冷却装置,钻头在压缩空气冷却条件下正常工作,集尘装置使得施工现场没有粉尘,符合环保的要求。
1 干钻金刚石钻头结构
1.1 干钻墙砖短钻头
这一类干钻钻头一般用于砌块、普通墙砖或者耐火砖等硬度较低材料的钻进,钻进难度不大,对钻头的要求不高。钻头直径Φ25~200mm,长度150~170mm,没有集尘装置和压缩空气冷却装置,因此刀头和钻管的设计需要充分考虑散热、排屑等功能。刀头的设计需要尽可能地降低刀头与被钻材料的接触面积,既能提高钻头的锋利度,又能及时地将热量散发出去,所以一般设计成波纹型刀头,或者异形刀头;钻管的设计主要考虑排屑效果好,所以一般钻管侧面带螺纹或者带孔,利于岩屑沿着排屑槽顺利排出,如图1所示。

图1 干钻墙砖钻头Fig.1 Dry drilling bits for wall brick
1.2 干钻瓷砖小钻头
干钻瓷砖小钻头多为钎焊金刚石小钻头,直径Φ(5~120)mm,但大多数为直径Φ(5~14)mm,用于瓷砖膨胀栓打孔的小钻头,长度60~80mm。为了散热,小钻头中心需要灌蜡处理。这一类钻头的特点是金刚石出露高,钻进速度快,但寿命相对较短,可用于瓷砖、石材或者混凝土墙面的打孔[2],如图2所示。

图2 干钻瓷砖钻头Fig.2 Dry drilling bits for tile
1.3 干钻石材小钻头
这一类钻头多用于燃气管和水管通过厨房台面时的钻孔,直径多为32~38mm,长度60~90mm,刀头多为平齿或者波纹齿,钻进材料为石英石或者人造石,也有少量的天然大理石或花岗岩。要求钻头的速度快,寿命长,且崩边效果满足要求。这类钻头的钻管外侧常钎焊几根金刚石保护条,如图3所示。由于钻头的转速在10000r/min以上,对金刚石的热稳定性要求比较高,且该系列钻头胎体的散热也要好。
1.4 干钻钢筋混凝土长钻头
在所有干钻钻头里面,干钻钢筋混凝土长钻头(图4)是开发难度最大的产品,需要综合考虑胎体成分、钻头结构、冷却、集尘等多种因素,也是目前欧美市场上最为流行的产品。这一类产品所钻进的材料包括中硬混凝土(C25)、硬混凝土(C45)及直径6~20mm的钢筋,钻头直径25~200mm,刀头可为平齿或者波纹齿,长度超过400mm;钻深超过200mm后,钻头冷却和集尘难度增加,要求刀头与钻管之间的间隙比常规湿钻钻头大,钻头的齿数量也要比湿钻钻头少;同时金刚石热稳定好,胎体的散热性好,钻进钢筋时平稳。

图3 干钻石材钻头Fig.3 Dry drilling bits for stone

图4 干钻钢筋混凝土钻头Fig.4 Dry drilling bits for reinforced concrete
不同于干钻短钻头,干钻长钻头如果胎体成分不符钻切对象,或者冷却和排屑效果不好,在高速旋转摩擦下,钻头刀头很可能就会烧红变黑,造成钻头的失效,如图5所示。
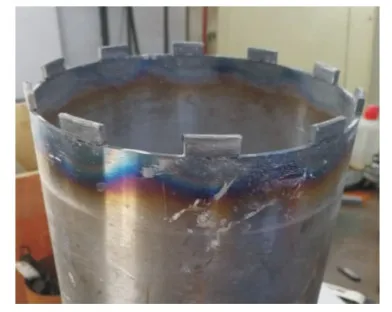
图5 失效的干钻钻头Fig.5 Failed dry drilling bits
2 干钻金刚石钻头原材料
2.1 金刚石参数
由于干钻金刚石钻头需要承受钻机高速旋转产生大量的热量,岩屑不能及时排出导致刀头温度不断升高等不利因素,所以对金刚石的热稳定性要求非常高;因此一般用于干钻钻头的金刚石,热冲击性能(TTI)不能低于80%,静压强度不低于280N,且晶型完整。按照经验数据,用于干钻钻头的金刚石浓度较低,其目的是钻头刀头底部排列金刚石的颗数少,金刚石之间的间距大,利于金刚石的散热和岩屑的排出[3]。
2.2 胎体成分
针对干钻墙砖、砌块等强度较低的材料来说,胎体的硬度中等、耐磨性中等即能满足钻进要求,因此此类钻头的胎体设计难度不大,一般用铜锡合金,搭配钴、镍等粉末即可组成胎体成分,胎体较软,刀头的硬度一般为HRB80左右,钻头锋利度好,但寿命不长。
针对硬度较高且带筋混凝土或者研磨性很弱的花岗岩的干钻,钻头胎体的选择就显得非常重要:既能保证金刚石出刃,又能使金刚石尽可能少的石墨化和破碎、掉落而保持钻头具有一定的寿命。近年来钨铜合金粉末在干钻钻头方面有一些研究和应用[4],相关应用结果表明:钨铜合金粉末搭配Ag、Co、Ni等粉末组成胎体成分,能够有效降低胎体的烧结温度,提高刀头的硬度(可达HRB110),有利于金刚石的出刃,在钻进钢筋混凝土和花岗岩时表现出了良好的锋利度和较长的寿命[5]。
3 干钻长钻头钻进系统
3.1 钻进系统
干钻钻机的功率1.8~2.2kW,转速360~660r/min,有些钻机带细微的冲击功能,对于硬质材料钻进有辅助功能。针对直径100mm以内的钻头,可手持钻机钻进,如图6(a)所示;直径超过100mm的钻头,由于钻进摩擦力比较大,手持力度不够,需要配备钻架辅助钻进,如图6(b)所示。

图6 钻进系统Fig.6 The drilling system
3.2 冷却系统
冷却系统采用空气压缩机,功率7.5kW,可提供0.8MPa、900L/min的压缩空气,从钻头中间吹入,对钻头刀头进行冷却。
3.3 集尘系统
集尘系统包括集尘吸盘和吸尘器,如图7所示。其中集尘吸盘上面的橡胶垫可以根据钻头直径的不同进行裁剪,钻进时要基本保证橡胶垫和钻管贴合在一起;吸尘器开启后在集尘吸盘内形成负压,将钻进的形成的岩屑吸出来,达到排屑的效果。除此之外,集尘吸盘还具有防止粉尘飘散的作用,能保持钻进现场的清洁。

图7 集尘装置Fig.7 The dust collecting device
4 展望与展望
(1)本文介绍了干式钻进的现状及优点,重点介绍了四种用途的干钻金刚石钻头的规格、特点及使用时的注意事项。
(2)通过对原材料的分析,介绍了干式钻进用金刚石的性能要求,胎体配方设计的依据等。
(3)本文最后介绍了干钻长钻头的钻进系统,包括工作系统、冷却系统和集尘系统。
猜你喜欢
印制电路信息(2022年11期)2022-11-30
设备管理与维修(2021年13期)2021-09-05
医学理论与实践(2020年7期)2020-04-13
现代装饰(2019年7期)2019-07-25
农村百事通(2019年10期)2019-05-29
中国计算机报(2019年8期)2019-03-27
汽车维护与修理(2018年9期)2018-10-31
凿岩机械气动工具(2017年1期)2017-05-17
人间(2015年23期)2016-01-04
科学启蒙(2013年2期)2013-07-11
