膜分离技术处理磷酸铁生产废水实验研究
2019-05-16 09:30郭举
云南化工 2019年2期
郭 举
(1.茅台学院,贵州 仁怀 564500;2.中低品位磷矿及其共伴生资源高效利用国家重点实验室,贵州 贵阳 550501;3.贵州大学,贵州 贵阳 550501)
Goodenough研究组[1]于1997年首次报道了具有可逆脱出、嵌入锂离子能力的LiFePO4正极材料,引起了研究学者广泛的关注和大量的研究。因其具有原料来源广泛、价格低廉、比容量高、放电平台稳定、安全性高等优点[2],磷酸铁锂成为目前国内外商业化锂电池正极材料的主要选择之一。磷酸铁和磷酸铁锂属同一种空间群,二者在结构上极为相似[3],且能同时提供磷源、铁源,使得磷酸铁成为生产磷酸铁锂材料的良好前驱体。研究表明,以高性能磷酸铁为原料,可制备高性能铁锂材料[4],因此磷酸铁生产技术及其相关方面的研究逐渐成为了研究热点。
但磷酸铁生产废水处理已成为制约电池级磷酸铁生产企业发展的主要因素之一[5]。磷酸铁生产废水指的是电池级磷酸铁生产过程中产生的含有铵根、硫酸根等离子的综合废液[6-8]。按照生产工艺的不同,废水产生量约在50~100吨/吨,因其存在处理量大、杂质含量低等特点,具有较高的工业处理难度,而若直接排放将会造成严重的安全环保问题。因此磷酸铁生产废水的处理技术研究具有极其重要的意义。
目前磷酸铁生产废水工业处理技术主要有:沉淀法、生物法、吹脱法等。沉淀法[9-10]指的是加入沉淀剂使得废水中的铵根、硫酸根等离子沉淀析出的方法,具有操作简单、易于工业化等优点;缺点是沉淀剂用量大、同时受沉淀溶度积限制,难以达到排放标准要求。生物法[11]指的是利用微生物消化分解含氮、硫杂质废水,存在对水质要求高、处理条件严格,占地面积大等缺点。吹脱法[12]指的是在吹脱塔内,通过气液交换将杂质离子由液相转移至气相带走脱除,存在吹脱塔内易结垢,去除效率低等缺点。
膜分离技术[13]与现有处理技术相比,具有节约空间、节省化学药剂用量、处理效率高、操作简便等优点,现已逐渐应用于工业废水处理领域。本文以湖南某磷酸铁生产企业废水为研究对象,采用国内某海水淡化膜,以处理后水中的氮、硫、盐分含量为考核指标,研究在一定条件下的废水处理效果,探讨膜分离技术应用于磷酸铁生产废水处理的工业化可行性。
1 实验部分
1.1 材料与仪器
材料:磷酸铁生产废水(湖南某企业提供)、氢氧化钠(分析纯)、氨水(分析纯)、硫酸(分析纯)。
仪器:多功能卷式膜处理机、高压海水淡化膜、电子调温加热套、pH计、自动凯氏定氮仪、离子色谱仪、电感耦合等离子体发射光谱仪(ICP-OES)。
1.2 实验方法及原理
利用膜分离技术中的反渗透技术,选用国内某海水淡化膜,将待处理的磷酸铁生产废水预处理后,经过反渗透膜处理装置,得到处理后的浓水和淡水。淡水可以回生产系统循环利用或直接排放,浓水可进入肥料系统作为生产原料直接利用。通过检测分析原水、浓水、淡水中主要离子指标的数据变化来判断其技术可行性。
工艺流程简图如图1所示。

图1 膜处理生产废水处理工艺流程图
1.3 分析测试
检测废水及其处理后的淡水中的硫、氮等指标。其中磷采用ICP-OES分析,硫含量采用离子色谱仪分析,pH值采用pH计分析,氮含量采用自动凯氏定氮仪分析。
2 结果与讨论
2.1 废水成分分析
由于生产工艺及原材料不同,废水水质差别较大,废水中的杂质离子含量、盐分浓度、pH值均有所区别。对湖南某磷酸铁生产企业典型废水进行收集取样,主要分析其中的氮、硫等杂质离子,水质信息见表1所示。
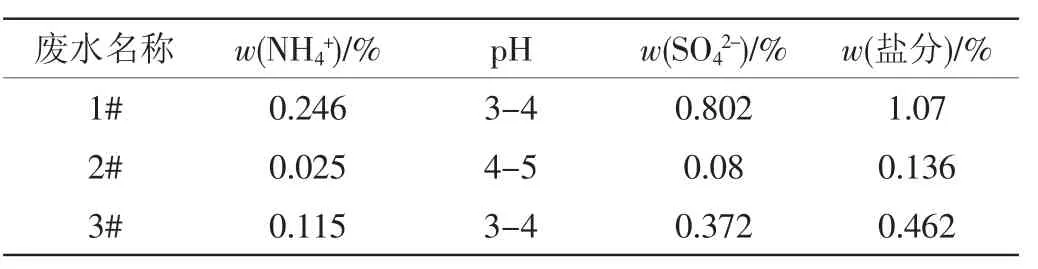
表1 湖南某磷酸铁生产企业典型废水水质信息
2.2 废水浓度对处理效果的影响
根据生产工艺不同,废水浓度差别较大,需研究废水浓度对处理效果的影响。使用国内某海水淡化膜,将待处理废水水质调为pH=7、温度20℃、操作压力为1.727MPa,控制产水率为75%,研究待处理废水浓度对膜处理磷酸铁生产废水的效果影响。处理后所得淡水中水质信息如表2所示。

表2 不同浓度废水处理后的淡水水质信息
由表2可知,在固定处理条件下,废水浓度对水质处理效果影响较大,随着废水浓度的升高,处理后淡水水质逐渐变差,即处理效果逐渐变差,当废水质量分数为0.519%时,氨根离子质量浓度为61.22mg/kg,硫酸根离子质量浓度为147.63mg/kg,水分中盐质量分数为0.02%。随着待处理废水即进水浓度的增加,处理后各项废水指标均明显增加,当进水质量分数达到3.11%时,处理后废水总盐质量分数已达到0.105%。以上数据说明,利用膜处理技术处理低浓度磷酸铁生产废水时效果较好。
2.3 废水pH值对处理效果的影响
使用国内某海水淡化膜,将待处理废水调为温度20℃、废水质量分数为0.519%、操作压力为1.727MPa,控制产水率为75%,研究pH值对膜处理磷酸铁生产废水的效果影响。处理后所得淡水中水质信息如表3所示。

表3 不同pH值废水处理后的淡水水质信息
由表3数据可知,较低的pH值即偏酸性废水的处理效果较为一般,而随着pH值增大,当废水处于中性时处理效果达到最好,进一步增加废水pH值效果开始下降,偏碱性后对氨根离子几乎达不到较好的处理效果。从数据上看,在pH为4时,处理后淡水中氨根离子质量浓度为222.74mg/kg,硫酸根离子质量浓度为593.67mg/kg,产水盐分为0.082%;当pH调节至7时,氨根离子质量浓度降到61mg/kg左右,硫酸根离子降到147.63mg/kg,总盐质量分数约0.02%;而当pH值继续升高达到8以后则处理效果逐步下降;pH为9时,处理后废水氨根离子质量分数为462.82mg/kg,硫酸根离子处理效果则变化不大,为131.92mg/kg。考虑到磷酸铁生产废水偏酸性的实际情况,在使用膜处理技术处理氨氮废水时,应先预处理调酸碱至7左右,才能达到较好的处理效果。
2.4 废水温度对处理效果的影响
使用国内某海水淡化膜,将待处理废水水质调为pH=7、废水浓度为0.519%、操作压力为1.727MPa,控制产水率为75%,研究不同温度条件对膜处理磷酸铁生产废水效果的影响。处理后所得淡水中水质信息如表4所示。
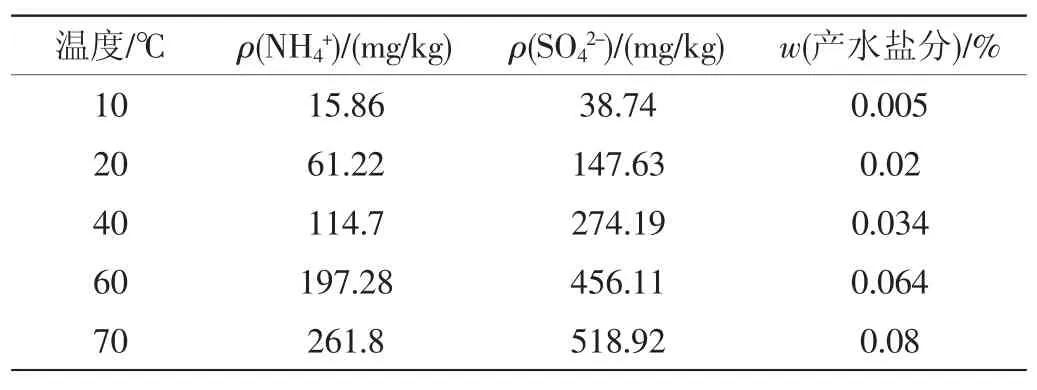
表4 不同温度下废水处理后的淡水水质信息
由表4数据可知,废水处理温度对处理效果的影响较大,温度过高使得废水处理效果变差,较低的进水温度有利于提高废水处理效果。实验数据显示,随着温度升高,处理后淡水盐分逐渐增加。温度为10℃,铵根离子质量浓度为15.86mg/kg,硫酸根离子质量浓度为38.74mg/kg,所产淡水盐分为0.005%;当温度提升至70℃时,铵根离子质量浓度为261.8mg/kg,硫酸根离子质量浓度为518.92mg/kg,所产淡水盐分为0.08%。由此可知,使用膜处理技术处理磷酸铁生产废水时应在较低温度条件下实施,能取得较好效果,但结合实际操作可行性,将温度定为20℃较为合适。
2.5 压力对处理效果的影响
使用国内某海水淡化膜,将待处理废水水质调为pH=7、温度20℃、废水浓度为0.519%、控制产水率为75%,研究压力对膜处理磷酸铁生产废水的效果影响。处理后所得淡水中水质信息如表5所示。

表5 不同压力下废水处理后的淡水水质信息
由表5数据可知,处理压力对废水处理效果影响较为明显,压力从1.151MPa开始逐步增加时,处理后水质盐分呈先减少后逐渐增加的趋势;在1.151MPa的工作压力条件下,所产淡水盐分质量分数约0.042%;当工作压力升到1.727MPa时,淡水中盐分质量分数约0.02%,继续增加压力时产水盐分开始逐渐升高;到4.026MPa时,残水盐分已经达到0.056%,且从单一离子浓度分析,氨根离子、硫酸根离子浓度均升高。上述实验数据表明:过低或者过高的压力均对膜处理磷酸铁生产废水的效果产生不良影响,过低则使得推动力较小,难以分离低分子含量的离子或官能团,过高则容易形成水覆包裹,同样降低膜处理效果,膜设备应当有个适当的工作压力范围。
3 结论
本文研究了膜处理技术在磷酸铁生产废水上的应用效果及影响因素,对其技术可行性进行了研究。结果表明:使用国内某海水淡化膜,将待处理废水水质调为pH=7、温度20℃、废水质量分数0.519%、操作压力1.727MPa,并控制产水率为75%,处理后淡水中铵根离子质量浓度降为61.22mg/kg、硫酸根离子质量浓度降为147.63mg/kg、盐质量分数降为0.02%、盐脱除率为96.15%,可作为生产用水循环利用。
猜你喜欢
当代水产(2022年3期)2022-04-26
潍坊学院学报(2020年2期)2021-01-18
小哥白尼(野生动物)(2020年2期)2020-06-16
学生天地(2020年25期)2020-06-01
昆钢科技(2020年6期)2020-03-29
资源节约与环保(2018年1期)2018-02-08
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年1期)2016-02-03
中国资源综合利用(2016年6期)2016-01-22
少儿科学周刊·儿童版(2015年11期)2015-12-17