卷包车间软包机台产量及辅料物耗的精准统计
2019-05-16 03:16吕献周欧阳哲钱跃东
设备管理与维修 2019年4期
李 乾,吕献周,欧阳哲,钱跃东
(红云红河集团会泽卷烟厂,云南曲靖 654200)
1 问题
会泽卷烟厂卷包车间软包机台产量,主要采用小盒包装机显示器统计的实际产量、与烟包外观视觉检测系统剔除数的差值,作为机台产量绩效考核。辅料消耗主要统计自动导引运输小车送料次数、人工送料次数、机台交班辅料余量进行计算。在实际生产中,统计结果跟机台真实产量及物耗有一定出入。
2 原因分析
(1)卷烟包装包括小盒包装成型、小盒透明纸包装成型、条盒包装成型、条盒透明纸包装成型等主要工序。为确保产品质量及工艺要求,将有质量缺陷的卷烟控制在厂内,降低卷烟产品市场反馈投诉数量,提高消费者满意度,在各工序中增添光电检测剔除系统,如烟包外观视觉检测系统、烟条缺包检测系统、烟条外观视觉检测系统等。光电检测剔除系统可能对烟包及烟条进行错剔,经人工研判没有质量缺陷的,手工加入输送通道内进入下道工序,现有的统计没有将人工加入的烟包或烟条纳入机台产量。
(2)小盒包装机显示器用于显示故障信息、统计数据,修改参数、状态设置,指示操作人员或维修管理人员进行相关工作。其中产量显示为去除GDX1软包包装机5号轮剔除的无内衬纸、无商标纸、无封签、空头烟包数量。烟包外观视觉检测系统将从5号轮出来的烟包进行封签长短、封签歪斜、铝箔纸上、铝箔纸下、商标纸纸侧折叠、商标纸纸正折叠、底部开口等缺陷检测,并剔除与工艺要求不符的烟包,显示出检验包数、剔除包数、剔除率。主要忽略小盒包装机停机时间长、烟包在输出通道内加热停留时间长造成的烟包表面擦白;烟包由4号轮提升器进入封签折叠成型装置,光电移位检测由于各种外部及参数设置问题,导致烟包干燥输出通道大于55包烟即“多包”现象,造成烟包底部皱褶;由于烟包在输送带摩擦力作用下,输送到烟包外观视觉检测系统气缸剔除口造成卡住,烟包依次排列到5号轮出口,直到5号轮旋转拨块将新的烟包输送到输送皮带内,烟包相互推挤,底部严重变形;由于商标纸加速轮及定位纸门等有灰尘、碎片、胶块覆着在上面,造成商标纸包装成型“错牙”现象;现有的商标纸及封签胶位检测为电容式,胶缸为开放式,胶位检测处胶液因被空气氧化产生“接皮”,或胶位传感器检测表面粘有胶液,造成胶位检测失灵,涂胶轮上的胶液少,经常出现商标纸底部“开口”,封签在商标纸粘贴不牢现象。
上述问题烟包经过烟包外观视觉检测系统时,一部分因为没有检测该项,一部分因为烟包外观视觉检测系统在剔除有质量缺陷的烟包后,影响该烟包后续的传输,造成短暂的烟包连包现象,烟包底部及顶部应该被检测的部分被后续的烟包挡住,其次是烟包外观视觉检测系统灵敏度不合适,造成烟包误剔与漏剔现象,一般需要机台操作人员随时关注输送通道内烟包的质量,发现问题烟包会人工取出并停机处理,部分烟包因严重质量缺陷被人工销毁处理,部分分拣出来好的烟包又被重新加入输送通道内,造成机器统计出的机台产量与真实产量偏离,没被发现的烟包进入小包透明纸包装成型工序,为后续在装箱机及成品库进行追溯质量缺陷烟包埋下隐患,也将影响机台的实际产量。
(3)条盒上压板与烟条输送通道底部距离不合适、框型折叠器底部有粘胶块、条盒下烟通道随动杆上有积胶块等情况,影响条盒纸进行“]”形折叠,条盒纸将发生错位,甚至条盒纸上面折叠板会将整条烟包从中间位置压出一条很深的压痕,不合格条包部分被不合格条盒剔除装置剔除,但部分条盒纸破碎的烟条进入条盒透明纸包装成型,还有拉线接头间距>2 mm、条盒透明纸包装不规范等质量缺陷的烟条。工艺质检人员及操作工要定时对条盒透明纸包装机输出通道内的烟条进行抽检,上述问题会产生部分烟包质量缺陷及必要的质量检验造成损失的烟包,这些烟条及烟包也没有统计在机器给出产量数据内。
(4)卷烟包装需要的辅料,一般通过自动导引运输小车按固定比例的辅料输送,如果物流呼叫系统迟迟没有反应,一般由辅料人员人工送料,待机台换班前,统计余下的辅料,计算当班辅料物耗,这一过程经常出现人工统计失误。
3 新的统计构思
(1)机台产量统计。在每个机台条盒提升通道即将进入装箱处安装计数器,设置计数器复位工作时间,根据机台与装箱机的距离设置不同的延迟结束时间,因为一个机台交班时,烟条经过条盒提升器到装箱机处需要一定的时间,计数器将数据实时传送到控制单元。当某个班交班后,机台需要进行(15~20)min的设备保养,班组综合管理员根据装箱机处统计的某机台外观质量缺陷数量、工艺质量室或品质管理科反馈某机台质量追溯烟条数量、车间手工对某机台烟条进行条盒透明纸包装数量,如果装箱机出现故障,条盒提升器会暂时停止运行,需机台人员进行人工装箱打码,经缺条及缺包检测后进入成品库。综合管理员在控制单元输入根据某机台质量追溯烟条数量、烟条外观视觉检测系统剔除数量、手工打条数量、手工装箱数量,控制单元结合计数器实时统计数量给出该班组某机台的真实产量,工作原理见图1。
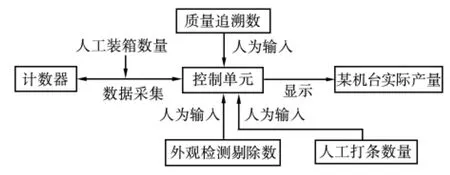
图1 产量统计原理
如果该机台当班产品在以后某个时间点被发现有质量缺陷,需要进行质量追溯时,将追溯到质量有缺陷的数量统计到当时质量缺陷发生时的机台产量中,对于因质量追溯造成的一件产品数量不足的情况,将某个机台拿到的产品进行补件,在该机台手工打条数量中加上。
(2)辅料物耗统计。作为考核指标的辅料,如条盒,商标纸,联合辅料生产企业在辅料封装处贴二维码,机台需要时,由扫码枪扫码后使用。扫码枪可设置机台号,机台工作班组工作时间段,扫码时后台记录某种辅料的扫码时间、总扫码次数。机台交班时,由物料交班人员将剩余的作为考核指标的辅料进行短暂寄存,待班组下次工作时再使用。
4 结语
应用新的产量统计方法,可以精确反应某机台某班组的真实产量及物耗情况,减少人工统计造成的误差,每个月进行物耗分析时,将某机台辅料投入量及进入成品库的产量进行对比分析,就能计算出该机台总的物耗损失情况。
猜你喜欢
烟草科技(2022年5期)2022-05-30
设备管理与维修(2022年1期)2022-03-10
包装工程(2022年3期)2022-02-22
设备管理与维修(2021年1期)2021-03-05
商品与质量(2019年45期)2019-06-16
电子技术与软件工程(2019年1期)2019-01-30
电脑知识与技术(2016年19期)2016-08-18
铁道科学与工程学报(2015年5期)2015-12-24
老友(2010年3期)2010-03-25