基于谱分析方法的超大型集装箱船舱口角隅结构设计
2019-05-16 04:58周广喜谢大建
造船技术 2019年2期
周广喜, 谢大建, 王 磊
(南通中远海运川崎船舶工程有限公司, 江苏 南通 226005)
0 引 言
根据目前流行的设计制造趋势,一般超大型集装箱船设计为双岛型集装箱船,即船中附近布置燃油舱和居住区,艉部布置机舱和烟囱等。这就意味着在双岛附近的船体刚性突然变大,使舱口角隅区域承受着较大的扭转变形,成为较易发生疲劳破坏的位置。
本文从工程设计制造角度出发,分析超大型集装箱船舱口角隅易发生疲劳的位置,论述谱分析方法原理,提出一种在疲劳谱分析时的加强方案快速研讨方法,总结舱口角隅位置的几种加强方案,并分析制造阶段常用的几种后处理方法。
1 谱分析方法简述
谱分析方法是业界普遍认可的疲劳强度计算方法,其理论基础是随机过程理论中的线性系统变换,该关系可用图1表示。

图1 船舶结构线性动力系统示例
图中:Gηη(ωe)为作用在船体上的波浪过程是系统的输入,ηη表示波浪过程;GXX(ωe)为结构内由波浪作用引起的交变应力的系统响应,XX表示交变应力;H(ωe)为遭遇频率为ωe的单位波幅下的应力响应值,称为传递函数或频率响应函数。
用公式可表示为
GXX(ωe)=|H(ωe)|2·Gηη(ωe)
(1)
考虑波浪的扩散性,记波浪扩散角为β,圆频率为ωe,船舶航向与主浪向夹角为θ,波浪传递函数为H(ωe,θ),那么,考虑所有方向波浪的贡献,结构交变应力响应的功率谱密度[1]为
应力响应功率谱密度的0次矩和2次矩分别为m0和m2,计算公式如下:
式中:n=0 , 2。
交变应力的平均跨零率ν,即单位时间内以正斜率跨越零均值的平均次数表达式为
(4)
在短期海况中应力交变过程的应力峰值服从Rayleigh分布,得到应力响应谱后,应力范围S的概率密度函数和短期分布函数如下

(5)
(6)
应力范围的长期分布可表示为各短期分布的加权组合,其分布函数为
式中:nS为海况分布资料中的海况总数;nH为划分的航向总数;pi为第i个海况出现的概率;pj为第j个航向出现的频率;νij为海况i和航向j下,应力交变响应平均过零率;rij为海况i和航向j下响应平均过零与总平均响应过零率的比值;FSθij(S)为船舶航向与主浪向夹角θ,海况i和航向j下的应力范围短期分布函数。
ν0为考虑所有海况和航向的应力响应总平均过零率,即
(8)
按照Weibull分布进行拟合后,应力范围的长期分布函数为
(9)
式中:Weibull分布的形状参数h和尺度参数q可用最小二乘法对一系列应力范围计算得到。
按Miner线性累积损伤理论,结构总疲劳损伤度D是所有特定工况的损伤度之和,即
式中:Td为船舶的设计疲劳寿命;K,m为所用S-N曲线的两个参数;Nload为所考虑的装载状态的总数;pn为第n个装载状态所占设计寿命的比例;νijn为第n个装载及海况i和航向j下应力交变响应平均过零率。
疲劳寿命TF为
(11)
2 加强方案快速研讨方法
谱分析方法的弊端是计算周期长,计算工作量大,当初步设计方案不能满足要求时,快速找到有效的加强方案以及制定最终加强方案直接关乎整个项目完成的时间。
如果初步设计的结构形式计算不满足要求,在确认模型尺寸布置、载荷、载况、边界约束、程序算法[2]等均无错误的基础上可由第2.1节和第2.2节两方面进行确认。
2.1 热点单元网格尺寸检查
规范的衡准是根据一定的计算条件制定的,有一套完整的流程。在疲劳强度评估时,衡准对应的网格尺寸大小应为tnet×tnet,如果网格尺寸过小,易导致最终疲劳寿命结果偏保守,因此网格尺寸大小是否合适是计算的前提。
对于自由边类型的热点单元,可不细化成tnet×tnet的网格尺寸,一般要求能有效描绘自由边几何形状即可。对于板厚较大的情况,考虑较小的网格尺寸计算结果易出错,可将其改成tnet×tnet,但此时不应大于tnet×tnet。
2.2 热点应力插值方向选取
在一般情况下,规范对热点应力的插值方向会有明确的规定,但对于趾端类型的热点,在疲劳破坏时,裂纹发生的角度往往垂直于趾端。
如果趾端沿深度方向,总纵应力往往不会导致这种趾端的疲劳破坏,当总纵应力较大时,选择插值角度范围从-90°~90°容易受到总纵应力的影响,使得计算结果过于严格。对于趾端类型的热点,插值角度范围可从-40°~40°每10°计算一次[3],如图2所示。

图2 趾端类型热点插值角度
2.3 子模型/局部模型应力对比方法
如果结构仍不能满足要求,则需改变现有的结构设计。可使用子模型/局部模型应力对比方法换算得到加强后的疲劳寿命,最终确定有效加强方案。子模型/局部模型应力对比方法的基本思路是根据疲劳累积损伤原理,热点应力与疲劳寿命呈3次方的关系。
(1) 首先确定仅更改S-N曲线时对疲劳寿命的影响系数αi,其中i为第i种S-N曲线。选定某一位置,使用不同类型的S-N曲线,计算得出不同的寿命FL1,FL2,…,FLi,…,FLn,n为S-N曲线的总数目。以其中一根较常用S-N曲线的基数(设计算寿命为FL1),计算其他S-N曲线相对于此S-N曲线的影响因数αi:
αi=FLi/FL1
(12)
(2) 确定打磨等制造阶段疲劳寿命提高方法的系数βj,其中j为第j种制造阶段疲劳寿命提高方法。
(3) 利用子模型/局部模型方法,计算在相同载荷、相同边界条件作用下,初始方案和加强方案的表面最大主应力(一维单元为轴向应力)σ初始和σ加强。
则计算疲劳寿命的估算值为
(13)
下面介绍子模型/局部模型方法确定σ初始和σ加强的方法。
模型范围:在初始计算的模型上截取舱段模型,使待加强的热点位于舱段模型的中间区域,如图3所示,圆圈内为待加强的舱口角隅区域。
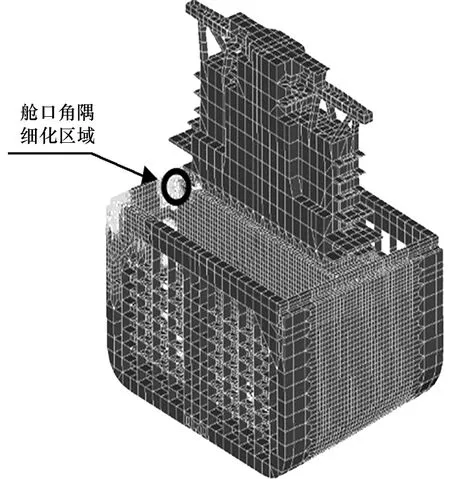
图3 子模型/局部模型方法的舱段模型
载荷施加:
① 在模型两端部的纵向连续构建上建立刚性约束单元,对前后独立点施加与设计弯矩和扭矩相当值的垂向弯矩和扭矩;
② 施加模型范围内的集装箱载荷(质量点形式)和燃油载荷(压力形式);
③ 在船体外壳施加基于设计吃水的外部静水压;
④ 船体质量。
边界约束:
① 前端面的MPC独立点:δx,δy,δz,θx;
② 后端面的MPC独立点:δy,δz,θx。
使用子模型/局部模型应力对比方法能快速估算加强方案的疲劳寿命年限,分析出加强方案的有效性,经过多次尝试后得到最终的加强方案,但需代入谱分析模型中重新计算进一步验证,该方法极大地缩短了通过谱分析方法验证加强方案的时间。
2.4 实船算例
疲劳谱分析的波浪载荷计算参数如表1所示。

表1 波浪载荷计算参数
以某两万箱级超大型集装箱船为例,对如图3所示位置,针对舱口负角隅的甲板自由边形状,采用疲劳谱分析方法对初始方案的甲板自由边疲劳寿命进行计算,得到疲劳寿命FL初始,采用子模型/局部模型应力对比方法,对初始方案和加强方案进行分析,得到σ初始和σ加强,最后再采用疲劳谱分析方法对加强方案进行验证,结果如表2所示。

表2 实船计算结果
由表2可知:针对加强方案,换算疲劳寿命达到实际疲劳寿命的97.5%,误差在5%以内,表明子模型/局部模型应力对比方法是可信的。
3 设计阶段的疲劳寿命提高方法
针对燃油舱前后舱口角隅疲劳评估的关键位置是甲板自由边,而最关键的位置发生于横舱壁交线的位置处,如图4圆点所示。本节主要对船中燃油舱前后的舱口负角隅进行分析。本文不对具体的计算过程与计算结果进行论述,直接将计算得到的结论进行分析。

图4 甲板优化方法
3.1 甲板的优化
(1) 进一步优化甲板负角隅自由边的圆弧形状,如图4中实线所示。
(2) 提高甲板上负角隅附近的板厚和材质,如图4中方框所示。
3.2 横舱壁优化
横向结构虽与甲板不在同一平面内,但对横向结构的优化能很好地影响甲板负角隅圆弧的疲劳寿命,如图5所示。具体的优化措施如下:

图5 横舱壁优化
(1) 扩大横舱壁与甲板相交处的开孔,如标记①所示。
(2) 在标记①处断开横舱壁与甲板自由边的连接,使其终止在纵舱壁上。注意在进行横舱壁趾端的疲劳评估时,应按照趾端类型热点插值角度进行插值计算。
(3) 增加抗扭箱内开孔与负角隅处开孔的距离,如标记②所示。
(4) 增加横舱壁上甲板负角隅开孔附近的刚性,如标记③区域所示。
3.3 增加局部支撑和增强抗扭箱
在横舱壁两侧增加局部舱口围支撑和抗扭箱隔板,使其在小范围内减小扭转变形的影响,同时,也可对燃油舱前后的抗扭箱进行加强,增强整体刚性,减小舱口角隅的扭转变形,如图6所示。

图6 减小扭转变形
4 制造阶段疲劳寿命提高方法
钢板焊接和切割后的几何形状对疲劳影响很大,且在焊接和切割过程中不可避免地存在初始缺陷,疲劳裂纹最开始就是在这些缺陷中产生的,因此使焊缝和自由边有良好的形状能有效提高疲劳寿命。
下面介绍几种常用的打磨方式[4]。
4.1 自由边结构类型的圆角打磨和切割面打磨
自由边结构的初始缺陷是通过切割产生的,自由边的打磨工具有圆盘打磨机和圆柱打磨机。在一般情况下,圆盘打磨机比较常见,使用较简单,但打磨效果不如圆柱打磨机。圆柱打磨机打磨效果更佳,效率更高,推荐使用圆柱打磨机。
自由边的圆角打磨是对自由边的切角进行移除,移除后在切角处打磨出一定的形状。自由边的切割面打磨是对自由边的切割面表面进行打磨,移除切割面表面的毛刺等缺陷,如图7所示。
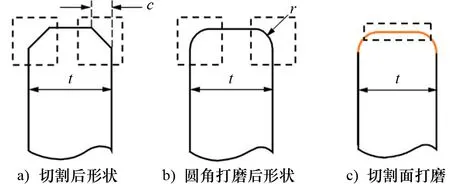
图7 自由边打磨
打磨时需注意,打磨需均匀,不能在自由边的厚度方向产生凹槽,因为疲劳裂纹最开始就是在这些凹槽处产生的,如图8所示。

图8 打磨示例
4.2 焊缝的圆盘打磨、毛口打磨和完全毛口打磨
焊缝表面形状的处理往往能有效地改善焊缝的疲劳寿命,焊缝的打磨工具有圆盘打磨机和风砂轮。通常圆盘打磨选择圆盘打磨机,而毛口打磨和完全毛口打磨只能选择风砂轮。
焊缝的圆盘打磨和毛口打磨需对焊缝打磨出一定的形状,减小由焊缝形状造成的应力集中,该方法是HCSR规范[5]中目前唯一指定的打磨方法,焊缝的完全毛口打磨需在待打磨一侧进行一道补焊,然后对整条焊缝进行打磨。打磨形状如图9所示,其对打磨精度要求较高,打磨工必须受过专业的培训才能完成这样的打磨。

图9 打磨示例
4.3 焊缝重熔方法
重熔是对焊缝按照一定要求重新熔合的方法,重新熔合的焊缝形状与毛口打磨的要求基本一致,同样是为了降低由于焊缝形状导致的应力集中。
通常来说,焊缝的重熔方法在操作上比毛口打磨简单,重熔的效果也与毛口打磨相当。
5 结 论
通过疲劳谱分析方法对超大型集装箱船舱口角隅结构设计进行研究,提出一种在疲劳谱分析时的加强方案快速研讨方法,分析设计阶段和制造阶段的加强方案,得到以下结论:
(1) 疲劳谱分析方法计算周期长,计算工作量大,采用加强方案的快速研讨方法,能有效地减少作业工时。
(2) 负角隅的舱口角隅形式能有效地改善疲劳强度。
(3) 横向构件的合理优化能很好地影响甲板自由边的疲劳寿命。
(4) 局部增加支撑与整体增加抗扭箱刚性均能改善甲板自由边疲劳。
(5) 打磨等后处理方法能有效改善疲劳强度,但具体应用时应详细了解其方法与限制条件。
猜你喜欢
数学物理学报(2022年5期)2022-10-09
成都信息工程大学学报(2022年3期)2022-07-21
军事护理(2022年4期)2022-05-08
中草药(2022年8期)2022-04-19
船舶标准化工程师(2020年1期)2020-06-12
船舶标准化工程师(2020年1期)2020-06-12
国防(2017年12期)2017-04-09
北京航空航天大学学报(2016年4期)2016-02-27
船海工程(2015年4期)2016-01-05
舰船科学技术(2015年8期)2015-02-27