
焊管机组激光焊机谐振腔故障分析处理与维护
2019-05-15 09:55史文军李益华
设备管理与维修 2019年3期
史文军,李益华
(中国宝武钢铁集团宁波宝新不锈钢有限公司,浙江宁波 315807)
0 引言
随着科学技术的发展,激光焊接技术作为一种具有高度柔性和智能化的焊接技术而迅速发展起来,成为现代焊接加工的一个重要手段。宁波宝新不锈钢有限公司不锈钢激光焊管机组引进通快(TRUMPE)公司TLF6000型二氧化碳激光焊机焊接不锈钢直缝焊管,由于速度快、深度大、热影响区小、变形小、性能好,生产的焊管可替代无缝管使用在压力容器等一系列高端产品上。作为新型的高科技产品,激光焊机的状态直接关系到产品的质量和机组的正常运行。由于缺少相应的技术支撑和维护经验,通过故障的分析处理,总结维护经验,提高设备人员的技能水平。
1 激光器原理
激光器是激光焊机的关键部分,公司目前使用的激光器是通快公司产品。激光器的主要部件是谐振腔,谐振腔是一个密闭的金属容器,内装产生激光的混合性气体CO2,N2及He。激光器的原理是利用高频直流电压进行激励,使CO2气体分子受激辐射产生激光。
2 激光焊机谐振腔故障分析与处理
2.1 故障阐述
钢卷激光机组主操启动激光焊机开始焊机谐振腔气体循环作业时,启动过程中激光焊机谐振腔排气过程异常缓慢,谐振腔压力下降至35 hPa时基本不往下降,经过15 min后谐振腔压力还未达到15 hPa要求,焊机发出报警,报警代码13100111(Timeout Resonator Start,谐振腔启动超时),且焊机操作面板无OK显示,激光焊机不能正常工作。将焊机气体循环最低启动压力值改为35 hPa,强制启动焊机,操作面板显示OK。启动焊机进行焊接作业时再次发出报警,报警信息为谐振腔混乱,故障无法复位焊机停机。排气过程中真空泵出口排气管道偶尔有水珠喷出(图1)。
2.2 原因分析
(1)谐振腔气体循环超时说明谐振腔内部有泄漏,对焊机谐振腔做密封测试,测试结果为0.33 hPa/min,远远大于焊机要求的0.1 hPa/min,说明焊机谐振腔泄漏严重。
(2)排气过程中真空泵出气管道有水珠喷出,说明谐振腔内水冷却系统发生泄漏,导致冷却水渗漏到谐振腔内部。
(3)焊机强制启动后发出谐振腔混乱报警,说明谐振腔内部气氛不纯,焊机发生故障前、后未更换过发生气体。
(4)打开谐振腔盖板,检查冷却器,发现其中2个漏水(图2)。
结论:谐振腔内部冷却器存在轻微泄漏现象,造成谐振腔内部有水气而无法达到真空状态,导致谐振腔启动超时报警。
图1 真空泵出口排气管

图2 冷却器漏水
2.3 故障处理
(1)更换8个谐振腔冷却器(图3),并用吸水纸将谐振腔内残余水滴吸干,更换冷却器过程中要注意保证冷却器管体和谐振腔内壁的清洁,然后进行谐振腔气体循环。谐振腔系统压力能抽到7 hPa,说明泄漏点已经排除。反复做谐振腔气体循环,持续4 h左右,目的是将谐振腔内水气排净。
(2)更换谐振腔底部4个角上的4个吸收器(图4)后,开启焊机电子管加热,给定焊机功率75%(4.8 kW),持续时间约14 h。
2.4 处理效果

图3 更换冷却器
故障处理后启动焊机做密封测试,测试结果0.07 hPa/min,达到焊机厂家要求值(<0.1 hPa/min),焊机操作面板显示OK,无异常报警或警告,启动焊机能正常进行焊接作业,问题得到解决。
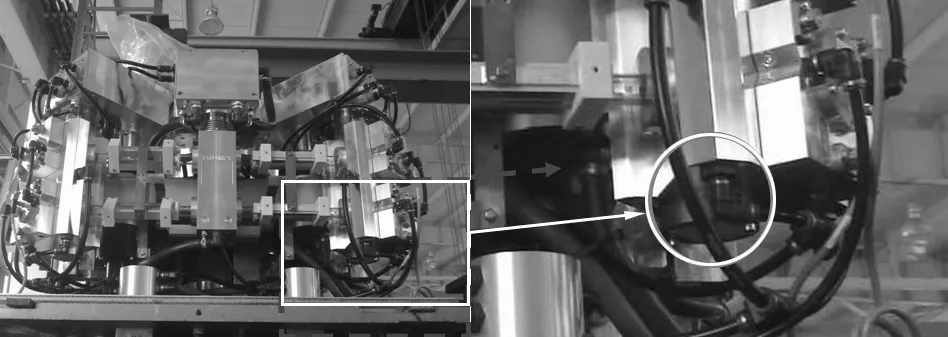
图4 更换吸收器
谐振腔冷却器渗漏属于偶发事件,主要集中出现在沿海地区,初步分析认为可能与沿海城市空气中氯离子浓度较高、腐蚀谐振腔冷却器,也有可能与冷却水变质腐蚀谐振腔冷却器有关。事后的重点工作是维护好冷却系统与冷却水质量的跟踪,防止同类事故的发生。
3 维护经验
(1)谐振腔内混合气体的纯度应严格按照使用手册的标准进行配置,保护气体He纯度必须≥99.996%VOL(体积分数),CO2纯度必须≥99.995%VOL,N2纯度必须≥99.999%(体积比),气体不纯会导致谐振腔出现混乱。为保证良好的冷却效果,运行100 h后应更换过滤衬垫,并根据空气质量清洁度进行定期更换。
(2)运行100 h后检查冷却水液位,防止系统漏水或达不到冷却效果而损坏电子元件。如液位未达到标记水平,应添加冷却水并补充添加剂达到要求比例。
(3)更换冷却水、更换过滤器、清洁过滤网应同步进行,首先每个月检查冷却水电导率,电导率<200 μS/cm。按6个月更换冷却水,电导率>200 μS/cm必须马上更换。更换冷却水要严格安装更换流程进行,要清洗水箱、冷却系统,并多次冲洗排放,清洗完后注入电导率≤10 μS/cm的新冷却水,循环10 min后冷却水电导率≤20 μS/cm,并且水清洁没有悬浮物就可以添加防腐剂和抗菌剂。如果电导率超标则重新更换冷却水。
(4)光路吹扫气体选用压缩空气或氮气,质量要求:露点压力最高+3℃无尘,最大微粒尺寸40 μm,最大微粒密度10 mg/m3,含油量最高5 mg/m3。由于宝新的管道压缩空气纯度无法满足设备要求,采用纯度99.996%的瓶装N2进行吹扫,国内的压缩空气质量无法达到激光焊机厂家的要求,使用不合格的压缩空气容易损坏光路。
(5)定期对光路进行检测及调整,检查其射出的光路及聚焦是否在正中心。出现偏光应调整光路,否则会引起焊嘴烧损,功率不足等问题。建议新安装的激光设备安装避振装置,防止周围剧烈的动作导致光路偏移。
4 结束语
由于激光器部分关键技术外方保密,技术消化吸收还有一定难度,通过故障的分析、处理,总结出日常维护经验,打破长期依靠外方维护人员处理激光焊机故障的局面,为激光焊机的后续维护打下良好基础。
猜你喜欢
物理学报(2022年23期)2022-12-14
包装与食品机械(2022年4期)2022-09-16
机电安全(2022年4期)2022-08-27
节能与环保(2022年3期)2022-04-26
设备管理与维修(2021年23期)2021-02-10
机电安全(2020年11期)2020-07-21
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
真空与低温(2019年1期)2019-03-07
系统仿真技术(2018年2期)2018-06-20
