海泡石/CMC型糊料在绒类织物印花中的应用
2019-05-14 09:14:52伍建国谭建杰
印染助剂 2019年4期
伍建国,陈 镇,谭建杰,廖 祥
(1.江门职业技术学院材料技术系,广东江门 529090;2.湖南工程学院生态纺织材料及染整新技术湖南省高校重点实验室,湖南湘潭 411104;3.湘潭源远海泡石新材料股份有限公司,湖南湘潭 411200)
绒类织物主要包括绒布、平绒、灯芯绒,具有手感柔软、滑糯温暖、色彩富丽的独特风格,其印花产品绒毛均匀、绒条光洁、花纹轮廓清晰、立体感强、深色浓艳、浅色鲜亮等[1]。在传统印花加工中,由于绒类织物较厚重,易产生的问题[2-4]:(1)绒毛尤其是绒条没有染透,绒条根部留白;(2)绒布吸浆量太多,造成花纹轮廓模糊、白底被染色;(3)糊料及色浆没有完全脱除干净,导致绒面手感发紧、发硬。
CMC(羧甲基纤维素钠,结构式如下)安全无毒,溶于水时为透明胶状,常用作食品增稠剂、药物载体、日化黏结剂等,目前也有将其用于印花糊料的研究,与海藻酸钠相比,具有成糊率高、皮膜强韧、稳定性好、不影响染料色光等优点,同时,原料来源广泛、廉价易得[5];但受CMC 取代度(醚化度)的影响,当醚化度低或者醚化不均匀时,CMC 耐酸碱、耐盐性变差,在水中溶解度降低,其糊料或色浆的抱水性、耐稀释性变差[6];制浆时,未醚化的伯羟基会与活性染料反应,沉积在织物表面使手感发硬,原糊中的不溶性悬浮物还会造成印花疵病[7-8],因此常与其他原糊拼混使用。

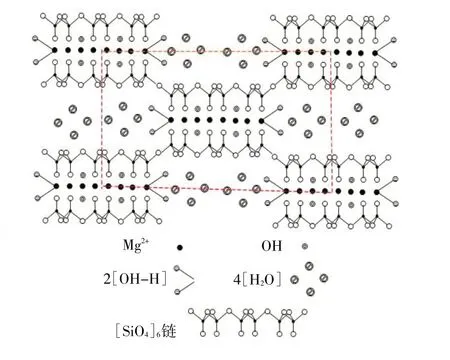
海泡石是一种安全、无毒、多功能、低成本的非金属黏土矿物,独特的层链空间结构(如下)使晶体内存在大量空隙,水分子、阴离子或极性分子能进入晶层中间,使层间键断裂,距离增大,引起晶格定向膨润,并形成将液体裹住、使体系黏度增加的网络结构,使其具备流变性、悬浮性、增稠性、分散性、稳定性等多重性能[9-10],目前已通过与海藻酸钠、乳化剂等复配应用于纺织行业的印花糊料[11-12]。本研究将以纯棉平绒毛巾织物为对象,探讨海泡石/CMC 型印花糊料对绒类织物的印花性能。
1 实验
1.1 材料与仪器
织物:纯棉平绒毛巾织物(规格70 cm×140 cm,300 g/m2,益阳龙源纺织有限公司)。
药品:海泡石精粉(300 目,湘潭源远海泡石科技有限公司),CMC(DS 0.8~1.0,杭州拓逸食品有限公司),活性艳红KM-8B、小苏打、尿素、防染盐S(益阳龙源纺织有限公司),促进剂HG-0302(自制)。
仪器:DH7000 型平网印花机(张家港东华印花机械有限公司),MH698 型蒸化机(山东源丰印染机械有限公司),JS-4 强力搅拌机(景山印花机械制造厂),YG751B 预制式染色摩擦牢度仪、SW-12D 耐洗色牢度试验机(宁波纺织仪器厂),XY 系列精密电子天平(常州市幸运电子设备有限公司),NDJ-8S 数字式黏度计(上海精天电子仪器有限公司),Datacolor 600 电脑测色配色仪(广州市同通仪器有限公司)。
1.2 实验方法
1.2.1 制糊
配方设计:按企业实际生产时的8%制作原糊,设计6组配方(表1),各配制2.5 kg。

表1 糊料配方
制糊工艺:按配方称取CMC,缓慢加入去离子水,快速电动搅拌2~3 min,制得无色透明糊状胶液,再加入海泡石、促进剂HG-0302,继续搅拌15 min,得印花糊料。
1.2.2 调浆
色浆配方:以1.2.1 的6 种糊料调制6 组色浆各2.5 kg;其中,糊料90%,活性艳红KM-8B 2%,尿素5%,纯碱2%,防染盐S 1%。
调浆工艺:按色浆配方,在糊料中依次加入活性染料、试剂,电动搅拌均匀,得印花色浆。
1.2.3 印花
取平绒毛巾织物平铺粘在印花机传送导带上,将调制好的色浆倒入平网印花网框中,启动印花机;完成印花后,将印花织物挂在烘房中,于80~90 ℃下预烘10 min;送入蒸化机中,于100~103 ℃下汽蒸5~7 min;再进行水洗、皂洗、烘干,最终得到平绒毛巾印花成品。
1.3 测试
PVI 值:采用旋转式黏度计的同一种转子测定6和60 r/min的黏度η6和η60,按下式计算PVI:
抱水性:将10 cm×1 cm 划有插入线标记的定量滤纸插入糊内1 cm 处(原糊与刻线一致),待30 min后记录水分上升高度。
耐酸性:取待测糊料50 g,滴加36%~38%的醋酸,搅拌至糊料破糊,用pH试纸测糊料酸碱度。
耐碱性:取待测糊料50 g,滴加20%的氢氧化钠,搅拌至糊料破糊,用pH试纸测糊料酸碱度。
花纹精度:花纹清晰度是指在织物上准确呈现花纹的程度,图案越锋利越清晰。采用“5 级制”目测法评价花纹清晰度。
得色深度(K/S值):用电脑测色配色仪测定。
脱糊率:取待印织物烘干至恒重,记为m0;取印花后的织物烘干至恒重,记为m1;再经汽蒸、皂煮和水洗后烘干至恒重,记为m2。按下式用减量法计算脱糊率:
印透性:采用平视法观察织物正面绒毛、绒条及绒底,要求从绒毛顶部到绒条根部全部染透,且得色均匀;而绒底及织物背面不能有染色、沾色及渗色。
手感:采用“暗箱法”,通过“抓、揉、摸、搓”等手感触觉,以“5级制”评价绒类印花织物手感。1级为布面发紧、发硬,立绒有微刺痒感;5 级为织物柔软、温暖,绒毛丰满、滑糯。1级最差,5级最好,依此类推。
耐洗色牢度:参照GB/T 3921—2008《纺织品 色牢度试验耐洗色牢度:方法3》测试。
耐摩擦色牢度:参照GB/T 3920—2008《纺织品色牢度试验耐摩擦色牢度》测试。
2 结果与讨论
2.1 糊料的主要理化性能
制糊时,配方1~4 能快速制糊成功,而配方6 难以成糊,配方5糊料稳定性较差,静置时极易破糊,故对配方1~4糊料进行性能测试,结果如表2。

表2 不同配方下的糊料性能
流变性是衡量糊料性能的重要指标,而PVI值又是衡量流变性的重要指标。从表2可知,PVI 值随着糊料中海泡石质量分数的增加而略有下降,一般PVI值较大的糊料在实际连续生产加工中黏度相对稳定,易保持较为一致的印花效果;PVI 值较小的糊料在实际连续生产加工中黏度易发生变化,后期可能会影响印花效果的一致性。但因为绒类织物较厚实,长时间连续生产时易露底,因而色浆黏度宜稍低,在实际生产中,绒类织物印花糊料的PVI值一般控制在0.4~0.6。
原糊对水分的抱合能力即抱水性反映了糊料的膨润性、吸水性和耐稀释性等。由表2可知,随着海泡石质量分数的增大,其抱水性逐渐增加,其中配方1~3增加较缓,而配方4增加幅度很大,说明糊料的稳定性在急剧降低。
海泡石本身化学性质相当稳定,耐酸碱盐及一般有机溶剂,因此,海泡石质量分数增加有助于增进海泡石/CMC型糊料的稳定性,由表2可知,糊料的耐酸、碱能力增强,体系可适用的pH范围逐渐增大。
糊料在完成印花后须洗涤去除,否则会影响织物手感。从表2中可以看出,随着海泡石质量分数的增加、CMC 质量分数降低,糊料的脱除率从80.4%提升到91.2%,说明海泡石质量分数越高,海泡石/CMC型糊料越容易脱除,这与海泡石+CMC共同构建的无机/有机型糊料各自的基本属性是分不开的。
2.2 平绒毛巾印花效果
获得清晰的花纹图案是织物印花的最终目的,受织造组织结构的影响,绒类织物印花精细度虽不及梭织物和针织物,但实际上对印花糊料要求更高。由表3可知,配方1~4 所印制平绒毛巾织物的细花纹处依然清晰可见,花纹轮廓精细、均匀,印花精度达到4级及以上,完全满足生产要求。
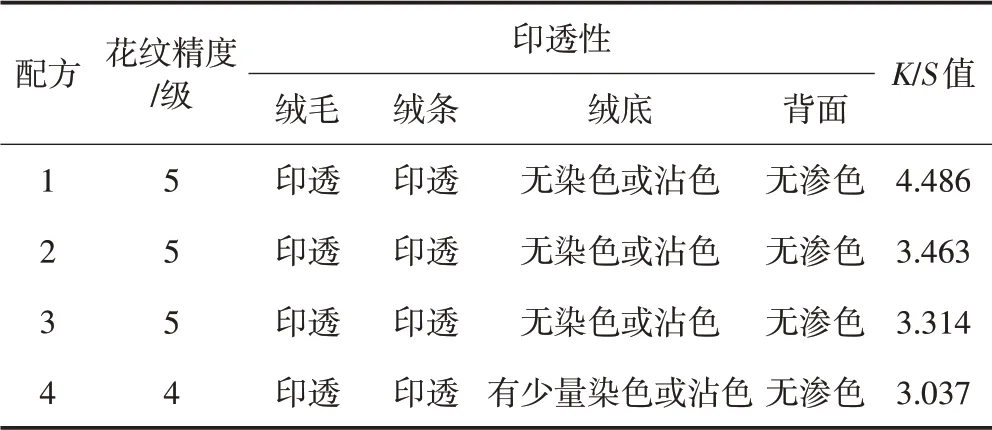
表3 不同配方下的平绒毛巾印花效果
通过平视观察印花织物,所有配方下,平绒毛巾正面的绒毛顶部到绒条根部全部染色,且得色均匀;配方1~3 的绒底及背面没有染色、沾色及渗色,说明色浆印透性好,配方4 虽然背面没有渗色,但绒底略有少量沾色;从得色深度来看,随着海泡石质量分数的增加,K/S 值略呈下降趋势,说明在脱糊的同时,有极少量染料随着糊料从织物上脱落。
2.3 织物服用性能
由表4可知,耐洗变色及沾棉牢度均在4~5 级及以上,完全满足企业生产的技术要求;耐湿摩擦色牢度基本都在3 级以上,耐干摩擦色牢度基本都在4 级以上,均已达到企业生产的技术要求。
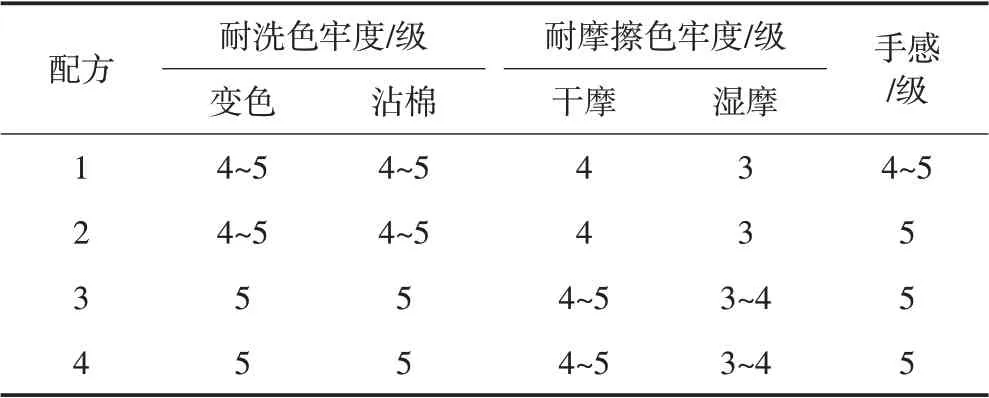
表4 平绒毛巾服用性能
对于绒类织物来说,良好的触感、体感、亲肤感是其独有的特性,也会使印花产品更具竞争力,通过手感测评,印花平绒毛巾柔软、滑糯、温暖,完全没有纯海藻酸钠浆或纯CMC 浆偶尔可能出现绒面发紧、发硬的情况。
3 结论
(1)在海泡石1%~3%,CMC 4%~6%,促进剂HG-0302 1%时,海泡石/CMC 型印花糊料制糊简便、调浆快捷、性质稳定。
(2)海泡石/CMC型糊料脱糊性好,用于绒类织物印花时所印制的花纹轮廓清晰,同时在生产中不黏花网,不堵网眼。
(3)海泡石/CMC 型糊料的主要成分为海泡石和羧甲基纤维素钠,其价格远低于当前企业常用的海藻酸钠糊,具有较明显的成本优势;同时产品安全、绿色、环保,无二次污染。
猜你喜欢
染整技术(2022年2期)2022-03-17 09:43:30
染整技术(2021年12期)2022-01-14 08:02:08
环球时报(2020-10-19)2020-10-19 05:16:07
现代纺织技术(2019年2期)2019-09-10 07:22:44
陶瓷学报(2018年4期)2018-09-13 02:21:38
造纸化学品(2018年1期)2018-08-25 02:00:52
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01 02:54:14
中国制笔(2015年3期)2015-02-28 22:19:17
现代纺织技术(2015年2期)2015-02-28 14:03:12
网印工业(2014年7期)2014-08-15 00:50:12