氢氧化钾装置阳极液泵控制方式的改进
2019-05-09 02:12:28杨德林杨正发仲守萍
肥料与健康 2019年1期
杨德林,杨正发,仲守萍
(青海盐湖工业股份有限公司化工分公司 青海格尔木 816000)
青海盐湖工业股份有限公司化工分公司盐湖综合利用项目中的一期氢氧化钾装置年产氢氧化钾120 kt,主要以原盐(钾肥)为原料(表1)。该装置采用离子膜技术生产氢氧化钾,其中一次盐水采用凯膜的膜液体过滤技术,二次盐水和电解工序引进UHDERONA工艺包和关键设备,蒸发固碱工序引进SET工艺包和关键设备,HCl合成和吸收采用卡朋罗兰技术。
表1 原盐主要成分 %

w(KCl)w(K2O)w(NaCl)w(CaSO4)w(MgCl2)w(悬浮物)w(H2O)97.390.620.930.200.540.070.26
1 氢氧化钾生产装置工艺流程
氢氧化钾生产装置主要是将原盐通过一次盐水、二次盐水工序精制获得的高纯盐水送至电解工序,电解生成的质量分数为32%的氢氧化钾送蒸发工序,湿氯气和湿氢气分别送至氯处理工序和氢处理工序。如图1所示,电解工序主要是将pH为2的二次精盐水送入电解槽的阳极室进行电解,生成的淡盐水流进阳极液槽,然后经阳极液泵送至脱氯塔,生成的氯气送往氯气处理工序;在电解槽阴极室生成的阴极液流入阴极液槽,然后一部分由阴极液泵送至蒸发固碱工序,另一部分冷却后通过加入纯水循环返回电解槽,阴极室生成的氢气送往氢气处理工序。
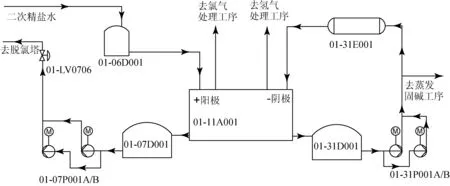
01- LV0706.调节阀 01- 06D001.二次精盐水高位槽 01- 07P001A/B.阳极液泵 01- 07D001.阳极液槽 01- 11A001.电解槽 01- 31E001.阴极液冷却器 01- 31D001.阴极液槽 01- 31P001A/B.阴极液泵图1 电解工序工艺流程
电解工序中阳极液泵的作用是将阳极液槽的淡盐水送至脱氯塔,当阳极液泵出现故障时,阳极液槽液位就会升高,并使混有少量氯气的淡盐水从阳极液槽上部的溢流口溢出,从而引发氯气泄漏的重大事故。因此,阳极液槽液位(01LT0706)有非常严格的控制要求,必须控制在40%~70%范围内。
2 原控制方式存在的问题
原设计在阳极液泵出口安装调节阀(01- LV0706)来调节阳极液槽的液位,当液位升高时缓慢关小调节阀,当液位降低时缓慢打开调节阀,使阳极液槽液位始终控制在40%~70%范围内,采用PID调节器实现自动控制。如图2所示,阳极液泵备用泵与主泵之间只有互为备用联锁,没有与阳极液槽液位进行联锁控制,一旦阳极液泵主泵出现机械故障(如断轴、不打量等),由于电气控制回路没有检测到电气故障,故阳极液泵主泵电机会一直运行,致使主泵运行信号一直存在,从而阳极液泵备用泵不能及时启动,就会使阳极液槽液位不断升高,最终造成氯气泄漏。

图2 原设计阳极液槽液位控制示意
3 改造方案
为避免发生氯气泄漏事故,经研究讨论,对阳极液泵增加以下联锁:①当阳极液槽液位达到70%时,无论主泵运行信号是否存在,都必须启动阳极液泵备用泵;②当阳极液槽液位降至40%,必须联锁停运阳极液泵备用泵。如图3所示,在DCS控制系统中,通过对主泵和备用泵运行信号的判断,用RS触发器来实现该联锁动作。

图3 主泵和备用泵与液位联锁逻辑
该联锁逻辑说明如下:①在阳极液泵01- 07P001A处于运行(ES001A为逻辑1)的条件下,当01LT0706≥70%,则阳极液泵01- 07P001B启动;当01LT0706≤40%,则阳极液泵01- 07P001B停运。②在阳极液泵01- 07P001B处于运行(ES001B为逻辑1)的条件下,当01LT0706≥70%,阳极液泵01- 07P001A启动;当01LT0706≤40%,则阳极液泵01- 07P001A停运。
通过改造,实现了阳极液槽液位与阳极液泵的联锁,有效保证了阳极液槽液位的控制,避免了氯气泄漏事故的发生。
猜你喜欢
防爆电机(2022年3期)2022-06-17 01:41:10
市场监管与质量技术研究(2022年2期)2022-04-29 00:44:03
中学生数理化·高一版(2020年2期)2020-04-21 07:42:08
现代食品·下(2019年12期)2019-10-21 06:51:13
中国电业与能源(2019年4期)2019-05-13 12:20:20
工程建设与设计(2016年2期)2016-08-22 09:13:02
电站辅机(2016年4期)2016-05-17 03:52:36
分析化学(2015年10期)2015-11-03 07:44:10
化工管理(2015年30期)2015-03-23 02:10:39
中国氯碱(2014年11期)2014-02-28 01:05:04