
Effect of electrode morphology on steel/aluminum alloy joint
2019-04-18 12:57:24ZhangYueyingSunDaqianSuLeiandLiuYanjun
China Welding 2019年1期
Zhang Yueying,Sun Daqian, Su Lei and Liu Yanjun
Key Laboratory of Automobile Materials of Materials, Jilin University, Changchun 130022, China
Abstract Microstructure characteristics of dissimilar-metal resistance spot welded joints of SUS301L austenitic stainless steel and 6063-T6 aluminum alloy, and effects of electrode morphology were studied. Results indicated that welded joints of dissimilar materials between austenitic stainless steel and aluminum alloy had characteristics of welding-brazing. The aluminum nugget consisted mainly of the cellular crystal, cellular dendrites and dendrites. The interface between austenitic stainless steel and aluminum alloy had a two-layered structures:a flat front surface θ-Fe2Al5 on the steel side and a serrated morphology θ-FeAl3 on the aluminium alloy side, and it was the weakest zone of the joints. The electrode morphology had great effects on spot welded joints of stainless steel and aluminum alloy. The custom electrodes were a planar circular tip electrode with tip diameter of 10 mm on the stainless steel side and a spherical tip electrode with spherical radius of 35 mm on the aluminum alloy side. When the custom electrodes were used, the nugget diameter, tensile shear load and indentation ratio of spot welded joint were 7.22 mm, 3 606 N and 10.71%, respectively. The nugget diameter and joint tensile shear load increased by 34% and 102% respectively, and the indentation ratio decreased by 65% compared with the F-type electrodes (nugget diameter: 5.384 mm, tensile-shear load 1 783 N, indentation rate 30.94%). Therefore, it was more favorable to use the custom electrodes for improving the mechanical properties and appearance quality of resistance spot welded joints of stainless steel and aluminum alloy.
Key words aluminium alloy, stainless steel, resistance spot welding, microstructures, mechanical properties
0 Introduction
With the development of energy crisis and environmental pollution, the lightweight, energy saving, environmental protection and safety of automotive and rail passenger cars have become the inevitable trend of today’s development. In the design and manufacture, it is the most direct and effective method to realize lightweight design of vehicles by using lightweight structural design and increasing the use of lightweight materials such as aluminum alloy and magnesium alloy[1-3]. Al alloys, due to the favourable properties of low density, high thermal conductivity, high strength, high corrosion resistance, good deformation rate, and recycling potential have been considered as promising structure materials to lower weight and energy consumption in automobile industry[3-6]. Steel is one of the dominant materials for structural components in the current auto body which is irreplaceable currently[5-8]. The reliable hybrid structures of Al alloys to steel will expand utilization of Al alloys in vehicle fabrication[9-10]. Besides, taking cost and performance into consideration, the combination of steel and aluminum is one of the efficient countermeasures for vehicle lightening[11-13]. Therefore, the demand for Al alloys to be joined with steel has been increasing recently. However, some difficulties are encountered in dissimilar welding of steel and Al alloy. The difficulties mainly result from the great difference in physical and thermal properties between steel and Al alloy, and nearly zero solid solubility of iron in aluminum[14-15]. In the joining process, hard and brittle intermetallic compounds (IMCs) are formed at the welding interface, which dramatically deteriorate the mechanical properties of the joints, and then the poor metallurgical compatibility is presented.
There have been some researches on joining steel to Al alloy in recent years. Amounts of solid-state welding trials have been conducted, e.g. explosive welding (EXW)[16-17], friction stir welding (FSW)[18], ultrasonic spot welding (USW)[19]and magnetic pulse welding (MPW)[20]etc. to make these dissimilar materials joint. Intermetallic compounds consisted of AlFe, Al2Fe, Al3Fe and Al6Fe with various shapes were formed in the explosive welded joint of steel and aluminum alloy, and the size of reacted zone becomes large with increasing amount of explosive charge powder and separation of the driver Al plate from the basal steel plate[17]. Yazdipour et al.[18]revealed the effect of tool traverse speed, offset and rotation direction during dissimilar butt friction stir welding of Al 5083-H321 and 316L stainless steel plates at constant rotational speed of 280 r/min. The results showed that the joint welded at traverse speed of 160 mm/min, pin offset of 0.4 mm, and clockwise rotation condition was defect free with a maximum tensile strength of 238 MPa. The surface and cross sectional defects such as tunnel defect, voids, non-uniform distribution, large particles of the steel fragments, micro cracks and the FeAl3intermetallic compound developed in the interface of the dissimilar parts were the weak zone of the joint. Two dissimilar ultrasonic spot welded joints of aluminum to commercial steel sheets at different levels of welding energy were investigated. The main intermetallic compounds at the weld interface in both joints wereθ(FeAl3), along withη(Fe2Al5) phase in Al-to-AISI304 stainless steel joint and Fe3Al phase in Al-to-ASTMA36 steel joint, respectively. The fracture surfaces of both welded joints exhibit the growth of IMC layer with increasing welding energy or time, and, the lap tensile shear fracture occurred from the Al/Fe interface at lower energy inputs[19].Yu, et al[20]. investigated the joint of AA3003-O and steel 20 tubes by magnetic pulse welding, and found that the tension and torsion strength values were higher than that of the aluminum tube when the discharge voltage of MPW process was not less than 8 kV, and the mutual diffusion of Fe and Al elements occurred in the transition zone. Using these solid state welding methods is desired to diminish the hard and brittle intermetallic compounds. Because of the poor flexibility of the above methods and the limitation of the form of joints, the size and shape of the workpieces, it has some limitations in practical production.
Not limited to solid-state welding, some fusion welding techniques have been also investigated, such as laser welding[21], gas metal arc welding[22]and so on. However, due to inhomogeneous microstructures of the steel and aluminum fusion welded joint, it was easy to generate a large amount of IMCs, with great residual stress existing in the joint, which seriously deteriorated the mechanical properties of the joints. And, these welding methods couldn’t be used widely due to the limitation of equipment dimension and working environment. Besides, fusion-brazing technology has overcome the problems of fusion welding to a certain extent, such as tungsten inert gas butt welding-brazing[12], arc welding-brazing[23], laser welding-brazing[24], the metal transfer brazing[25]and so on. The results showed that composition, morphology and thickness of the intermetallic compounds could be changed by the introduction of filler metals, whereas the intermetallic compounds at the interface between Fe and Al were also the weak zone of the joints.
Resistance spot welding (RSW) is one of the widely used methods in automobile, railway vehicles and even the whole manufacturing industry. However, few studies corresponding resistance spot welding of steel and aluminum alloy have been reported to date, and the current of steel and aluminum alloy dissimilar materials resistance spot welding mainly focuses on the influence of welding parameters on the microstructures and properties of joints[15,26-27]. Some methods such as transition material[28-29], cover plate[30]were used during resistance spot welding of steel and aluminum alloy to limit the formation of IMCs and improve the surface quality in order to improve the mechanical properties of the RSW joint. Sun, et al.[28]welded 1.4 mm SAE1008 mild steel sheet to 2 mm 5182-O aluminum alloy sheet, and they introduced an aluminum-clad steel sheet between the aluminum alloy and steel as a transition material in order to suppress reactions between the two metals. However, the use of welding processes was limited by the high cost and manufacturing difficulties of the aluminum-clad steel sheet. Then, Zhang, et al.[29]studied the interfacial microstructure and mechanical properties of resistance spot welded joints between high strength steel and an aluminum alloy with different thickness 4047 AlSi12 interlayers, and they revealed the intermetallic compound layer was composed of Fe2(Al,Si)5and Fe4(Al,Si)13and the tensile shear load increased to 6.2 kN with an interlayer thickness of 300 μm. Qiu, et al.[30]investigated that an increase in nugget diameter of the welded joint was achieved due to the employment of cover plate located between electrode and aluminum alloy. They revealed that RSW joints prepared using a cover plate had a larger nugget and higher tensile shear load, where reaction products containingθ-Fe2Al5andθ-FeAl3were observed at the welded interface of both A5052/SPCC and A5052/SUS304 joints. Nevertheless, the introduction of additional materials brings in weight increase, which deviates from the requirement by automobile lightening.
To date, only a few studies regarding the use of RSW with a custom electrode for joining steel and aluminum alloy have been reported[15,29]. By increased the temperature distribution of the welded joint, the quality of the welded joint surface can be improved; the nugget diameter can be increased and the thickness of the interfacial IMC layer can be decreased. Therefore, the morphology of the RSW electrode should meet the following two conditions. (1) The custom electrode on the aluminum alloy side should be spherical, and (2) Austenitic stainless steel side should be planar and circular electrodes. Both electrodes should have a large diameter, in order to increase the contact region and decrease current density between the electrode and the workpiece (reducing the indentation depth of the weld on the metal surface).
In the study, we joined dissimilar materials, 6063-T6 aluminum alloy to SUS301L austenitic stainless steel using RSW with an F-type electrode and a specially designed planar circular electrode, respectively. And microstructures and mechanical properties of resistance spot welded joints of SUS301L austenitic stainless steel to 6063-T6 aluminum alloy produced with both electrodes were investigated. The morphology of welding electrodes is designed optimally, and the effect of electrode morphology on weldability of the dissimilar materials is studied. Macrostructure, microstructure and tensile shear load of the welded joints obtained with custom electrodes are studied as well.
1 Experimental
Austenitic stainless steel sheets with thickness of 1.0 mm and 6063-T6 aluminum alloy sheets with thickness of 1.5 mm were used in this study. SUS301L austenitic stainless steel is used in the high speed rail passenger car body in the CRRC Changchun Railway Vehicles CO., LTD, with good corrosion resistance and weldability. 6063-T6 aluminum alloy is the Al-Mg-Si aluminum alloy, besides its intensity and compression performance are outstanding, with good ductility and toughness, good corrosion resistance and weldability, widely used in various industrial structure with a certain strength and corrosion resistance. T6 indicates that the state of the alloy, that is in the state of artificial aging after solution heat treatment. Their chemical compositions in mass percentage are given in Table 1. The dimensions of sheet specimens for the steel and aluminum alloy were 100 mm×25 mm. Lap-welded joints were employed by assembling the sheet specimens. Before welding, the aluminum alloy specimens and steel specimens were polished by the angle grinder first and then cleaned in acetone. In order to avoid the influence of oxide film and impurities on the welding quality, the dissimilar material resistance spot welding was carried out using a median frequency direct current (DC) resistance spot welding equipped with a welding gun, as shown in Fig.1, whose main technical parameters are exhibited in Table 2. The median frequency resistance spot welding used in the study firstly supplies 1 000 Hz frequency single-phase alternative current (AC) to the secondary circuit by an inverter, then outputs DC as welding current by means of a single-phase full-wave rectifier. The electrical schematic diagram of the median frequency DC welding system is shown in Fig.2. Compared with industry frequent alternative current (AC) resistance spot welding, the superiority of median frequency direct current (DC) resistance spot welding lay in that it is conducive to the welding of aluminum alloy lightweight materials and dissimilar materials with symmetrical grid load frequency, high power factor, and the current precise control, which can effectively reduce the current load, save energy consumption and reduce the spatter, improve the service life of the electrode. In this work, the opti-mized electrodes (electrode material for CuCr alloy) were used to improve the quality of welding, and the weldability of stainless steel/aluminum alloy. And the optimized morphology of electrodes was processed by a numerical control lathe. A flat tip electrode with diameters of 8,10,12,14 mm was on the stainless steel side and a domed tip electrode with spherical radius of 15, 25, 35, 45 mm was upon aluminum alloy side. The schematic diagram of the experimental set-up is shown in Fig.3, and optimized electrodes are shown in Fig.4. Welding parameters are also important factors affecting the microstructure, mechanical properties and welding quality. In this paper, the influence of welding current and welding time on steel/aluminum joints with the optimized electrode was studied. The electrode force and keeping time were fixed as 3 kN and 400 ms,respectively. The welding current varied from 9 kA to 15 kA and the welding time was changed from 100 ms to 400 ms. After welding, the welded joints were sectioned through the nugget center normal to the specimen plane, and then mounted and polished in se-quence, followed by etching with Keller’s reagent to attack microstructure of the aluminum alloy in the welded joints for metallographic examination.
Table1Chemicalcompositionsofausteniticstainlesssteel(SUS301L)andaluminumalloy(6063-T6)

MaterialCSiCuFeMgMnZnSUS301L<0.03<1.0Balance<2.006063-T60.2-0.6≤0.1≤0.350.45-0.90≤0.1≤0.1MaterialTiSPAlCrNSUS301L6-8<0.03<0.04516-18<0.26063-T6≤0.1Balance≤0.1

Fig.1Medianfrequencyresistancespotweldingmachine
Table2Maintechnicalparametersofmedianfrequencyresistancespotweldingmachine
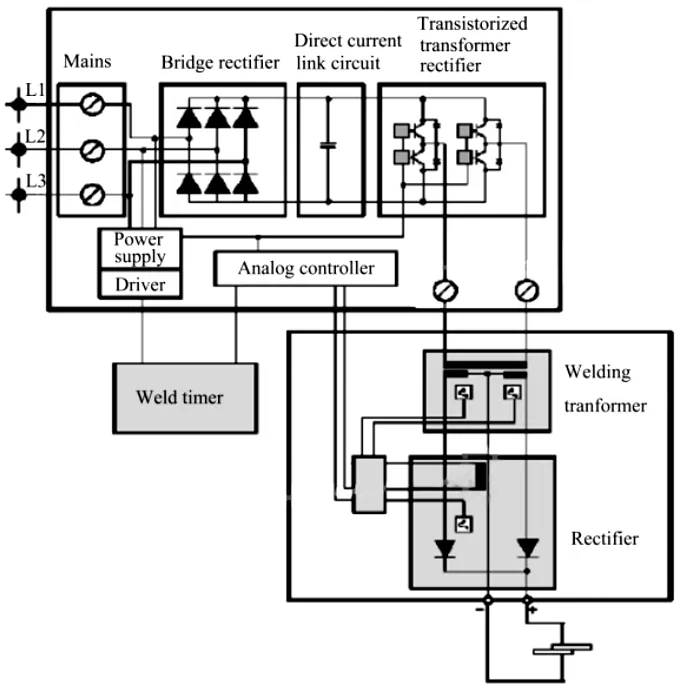
Fig.2Electricalschematicdiagramofthemedianfrequencydirectcurrentweldingsystem

Fig.3Schematicdescriptionofexperimentalset-up(nottoscale,dimensionsinmm)

Fig.4Thecustomelectrodecaps
Microstructure of steel/aluminum interface in the welded joints was investigated by means of optical microscopy (OM), scanning electron microscopy (SEM) and transmission electron microscopy (TEM). Chemical compositions across the steel/aluminum interface were examined using energy dispersive spectroscopy (EDS). The phase compositions of the fracture surfaces of the welded joints were detected using micro-X-ray diffractometer (M-XRD). Besides, material testing system was used to examine tensile shear load of the welded joints at a crosshead speed of 0.5 mm/min. For tensile results are more accurate, the 1.5 mm and 1.0 mm sheets were placed on the stainless steel side and the aluminum alloy side, as shown in Fig.5, besides, the tensile shear load was determined by the average value of over three measurements per condition.
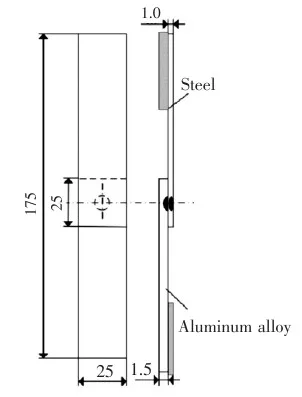
Fig.5Schematicoftensilesheartesting(nottoscale,dimensionsinmm)
2 Results and discussion
2.1 Macrostructure of resistance spot welded joint
The cross sectional macrostructure of the welded joints between 6063-T6 aluminum alloy and SUS301 Laustenitic stainless steel produced by RSW with F-type electrodes and custom electrodes are shown in Fig.6a,b, respectively. In both cases the interfacial reaction took place between molten aluminum and solid iron, so it could be regarded as a hybrid welded-brazed joint. This can be inferred from the interfacial microstructures discussed below and the weld temperature was approximately 1 160 ℃ during welding[13]. Moreover, the welded joint exhibited an intrusion of the aluminum alloy into the austenitic stainless steel at the center of the welded interface. This unique interfacial morphology is the combined result of the expansive force of the liquid aluminum at high temperature, the mechanical properties (e.g. the high Young’s modulus of the steel)of the austenitic stainless steel at the heat affected zone, and the electrode pressure. The welded joint produced using the custom electrode (Fig.6b) had a larger nugget diameter (7.22 mm) and lower degree of indentation (10.71%) than the welded joint (nugget diameter: 5.384 mm; degree of indentation: 30.94%) shown in Fig.6a. Hence, the custom electrode was able to solve one of the challenges of using the F-type electrode (deep indentations in the welded joint which influenced the jointed forming quality), while the RSW surface appearance was excellent (an increase in the nugget diameter of the joint of approximately 34% and decreased in the degree of indentation by approximately 65%).

Fig.6Opticalmicroscopyimagesshowingthemacrostructureofthecrosssectionsofweldsproducedusing(a)F-typeelectrodesand(b)Customelectrodes
2.2 Microstructure of resistance spot welded joint
Fig.7 shows OM and SEM images of the joints obtained using an F-type electrode, where Fig.7a-Fig.7e correspond to the analysis positions A to E as indicated in Fig.6a. Fig.7a shows a cellular dendrite crystal structure where epitaxial solidification characteristics were observed at the boundary of the aluminum alloy nugget, which was oriented in the direction of heat flow. With the solid-liquid interface continuously moving towards the center of the nugget, the higher degree of constitutional supercooling of the liquid aluminum and the lower temperature gradient at the front of the solid-liquid interface led to the formation of dendritic grains and a small amount of equiaxed crystals, as shown in Fig.7b. From Fig.7c-Fig.7e, it can be seen that IMCs were formed at the steel/aluminum alloy interface and the morphology and thickness of the reaction layers varied along the interface. The thickness of the IMC generally decreased from the weld center to the periphery. At the weld center, a serrated layer of reaction products was observed at the steel/aluminum interface, which showed a flat face on the steel side (layer I) and the serrated morphology on the aluminum alloy side (layer II), as shown in Fig.7c. A scaly structure with 1.9-3.4 μm thickness was observed adjacent to the steel layer (layer I), while the serrated phases appeared on the aluminum alloy nugget side, whose thickness was about 0.9-2.4 μm (layer II), as shown in Fig.7c. From Fig.7d, an IMC layer with thickness of 1.5-3.0 μm was observed at the steel side at the weld centre and a fine serrated structure with a thickness of 0.5-0.9 μm at the aluminum alloy side. Fig.7e shows a thinner interfacial layer (0.3 μm) at the peripheral region of the weld without any scaly structure at the steel side.


Fig.7OMandSEMimagesoftheweldedcrosssectionatthe6063/SUS301interfacepreparedusingF-typeelectrodes(a)Apoint(b)Bpoint(c)Cpoint(d)Dpoint(e)Epoint
Fig.8 shows SEM images of the joints obtained using the custom electrodes, where Fig.8a-Fig.8e correspond to the analysis positions A to E in Fig.6b. From Fig.8a, a cellular dendrite crystal structure and dendrite crystal structure developed at the boundary of the aluminum alloy nugget (zone A), which was oriented in the direction of heat flow; epitaxial solidification effects were not observed in this region. The mechanical properties of the weld are often degraded due to changes in the chemical composition and impurity segregation in the central area. Therefore, we learn that the joints obtained using the custom electrodes should have improved mechanical properties. An equiaxed grain structure was developed at the aluminum alloy nugget near the steel/aluminum alloy interface, as shown in Fig.8b. The custom circular electrodes had a higher heat input and a larger area for current density distribution and hence, the higher degree of constitutional super cooling of the liquid aluminum and the lower temperature gradient led to the rapid formation of equiaxed grain largely, compared with the joint prepared by F-type electrodes. It can be seen from Fig.8c-Fig.8e that double-layered IMCs were also formed at the steel/aluminum alloy interface. Similar IMC morphologies and the same decreasing thickness from the weld center to periphery were observed as for the samples prepared using the F-type electrodes. However, the IMC was obviously thinner compared with the joint formed using an F-type electrode. The double-layered IMC thickness was characterized at the weld center, as indicated by I and II in Fig.8c; layer I showed a uniform structure with a thickness of 0.48-0.72 μm on the steel side, while a serrated phase appeared with a face interspersing the aluminum alloy nugget with a thickness of 0.9-1.52 μm (layer II). Fig.8d shows an IMC layer with a thickness of 0.37-0.55 μm at the steel side between the weld center and a fine serrated phase with a thickness of 0.62-1.40 μm at the aluminum alloy side. Fig.7e shows a thinner interfacial layer (0.10 μm) at the peripheral region of the weld with a non-uniform structure at the steel side. Many round and rod-like precipitates were formed at the grain boundaries of the aluminum alloy nugget, as shown in Fig.8a-Fig.8e. Table 3 shows the elemental compositions of these precipitates, as determined from EDS analyses. The round features showed a composition containing 97.27% Al, 0.25% Cr, 0.33% Fe, and 2.15% Cu (at.%) while the rod-like features contained 95.31% Al, 0.30% Fe, and 1.78% Cu.

Fig.8SEMimagesoftheweldedcrosssectionatthe6063/SUS301interfaceproducedusingthecustomelectrodes(a)Apoint(b)Bpoint(c)Cpoint(d)Dpoint(e)Epoint
Table3Elementalcompositions(fromEDS)ofprecipitates

PrecipitatesAlwt.%at.%Fewt.%at.%Crwt.%at.%Cuwt.%at.%Round93.9897.270.660.330.470.254.882.15Rod95.3197.920.600.304.091.78
Table 4 shows the EDS analysis results of the IMC layers I and II at the steel/aluminum alloy interface in the weld produced by F-type electrodes. According to the Fe-Al phase diagram, the layer compositions were in accordance with those ofθ-Fe2Al5andθ-FeAl3. In order to accurately identify these phases, we used TEM with selected area electron diffraction (SAED) to analyze film samples of the spotwelded joins, as shown in Fig.9. It was confirmed that layer I wasθ-FeAl3and layer II wasθ-Fe2Al5.Table 5 shows the EDS results of IMC layers I and II at the steel/aluminum alloy interface in a weld produced by custom electrodes. The results revealed that a small quantity of Cr and Ni were present in these phases; with compositions of 74.11% Al, 19.84% Fe, 4.09% Cr, 1.96% Ni (at.%) forθ-FeAl3and 71.34% Al, 22.74% Fe, 4.15% Cr, 1.77% Ni (at.%) forθ-Fe2Al5. Similar results were obtained by Dybkov[23], who studied the reaction between 18Cr-10Ni stainless steel and liquid aluminum (973-1 123 K) by immersion tests. He determined that the reaction products were a solid solution based on theθ-FeAl3andθ-Fe2Al5phases, expressed as (Fe, Cr, Ni) Al3and (Fe, Cr, Ni)2Al5, respectively.
Table4Elementalcompositions(fromEDS)oftheinterfacialIMClayer

ZoneAlwt.%at.%Fewt.%at.%Crwt.%at.%Niwt.%at.%A71.3083.5521.4112.125.713.481.580.85B74.9185.7618.3610.335.373.191.390.72C72.5984.0420.1411.715.593.361.680.89D75.9185.7717.9310.704.952.901.120.63E73.6485.0719.0910.666.113.661.150.61

Fig.9TEM(a)brightimageand(b) (c)selectedareaelectrondiffractionpatternsofaluminum/steelinterface,analyzingthereactionproductsθ-FeAl3andθ-Fe2Al5
Table5Elementalcompositions(fromEDS)oftheinterfacialIMClayer
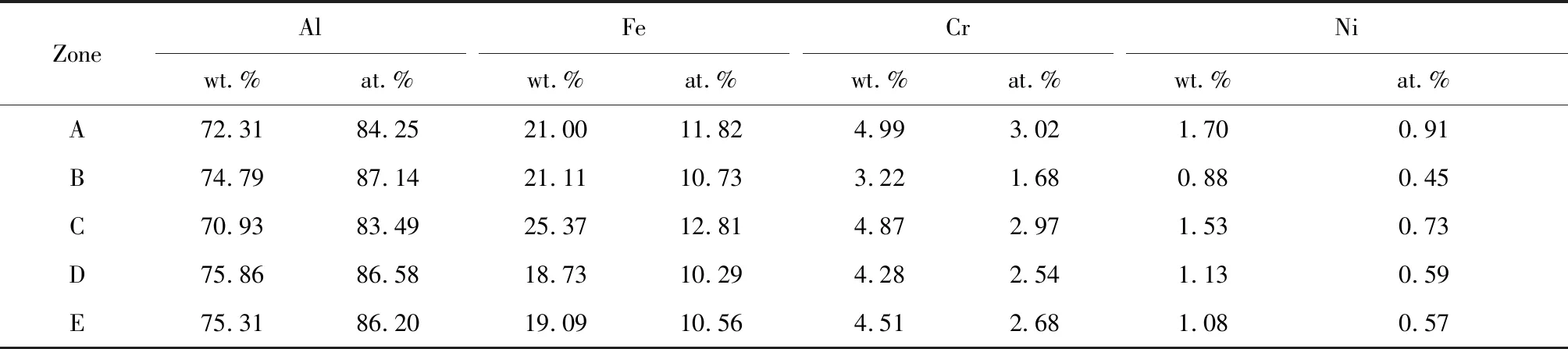
ZoneAlwt.%at.%Fewt.%at.%Crwt.%at.%Niwt.%at.%A72.3184.2521.0011.824.993.021.700.91B74.7987.1421.1110.733.221.680.880.45C70.9383.4925.3712.814.872.971.530.73D75.8686.5818.7310.294.282.541.130.59E75.3186.2019.0910.564.512.681.080.57
2.3 Mechanical properties
The maximum tensile shear load of RSW joints was a maximum of 1 783 N (obtained under conditions of 7 kA for 200 ms and 2kN) and 3 606 N (obtained under conditions of 13 kA for 300 ms and 3 kN) welded using F-type electrodes and custom electrodes, respectively. Fig.10 and Fig.11 show the tensile shear force vs. distance curve of RSW joints using F-type electrodes and custom electrodes, respectively. The tensile shear load using the custom electrode was 102% higher than that of samples prepared using of F-type electrode.
Fig.12 shows photographs of the fracture surfaces of the joints welded using F-type electrodes, where the interfacial fracture characteristics can be seen. Fig.13 shows SEM images of these same fracture surfaces,where regions A, B, and C on the steel side (as shown in Fig.13a) were analyzed shown in the Fig.13b-Fig.13d, respectively. A large amount of dimples and cleavage planes were visible in region A, which indicated mixed fractured behavior. Meanwhile, region B was composed of dimples, suggesting ductile fracture behavior and cleavage planes, characteristics of brittle fracture. Hence, it is clear that mixed fractured behavior occurred for joints welded using F-type electrodes. Table 6 shows the results of EDS analyses of regions A, B, and C. It was clear that region A was the aluminum nugget, and regions B and C wereθ-FeAl3andθ-Fe2Al5, respectively, which implied that the brittle IMC layer was the weakest zone in the interface of the joints.

Fig.10TensileshearloadversusdisplacementcurveofajointweldedwithanF-typeelectrode

Fig.11Tensileshearloadversusdisplacementcurveofajointweldedwithacustomelectrode
Fig.14 shows a photograph of the interfacial fracture of the weld prepared using the custom electrodes, where the aluminum nugget was detached from the aluminum alloy substrate (button fracture), which im-plied that an RSW joint with considerable fracture re-sistance was formed between the austenitic stainless steel and aluminum alloy. Fig.15 shows the SEM morphology of the fracture surface on the steel side, where higher magnification images of the regions labeled A, B, and C in Fig.15a are shown in the Fig.15b, c and d. Region B was the site of crack initiation. A large amount of dimples were observed in regions B and C, clearly indicating ductile fracture. Table 7 shows results of EDS analyses of regions A, B, and C in Fig.15, which were all composed of Al, demonstrating that the RSW joint exhibited a button fracture.

Fig.12Fracturedweldedjointsofaluminumalloy/austeniticstainlesssteelresistancespotweldedwithanF-typeelectrode
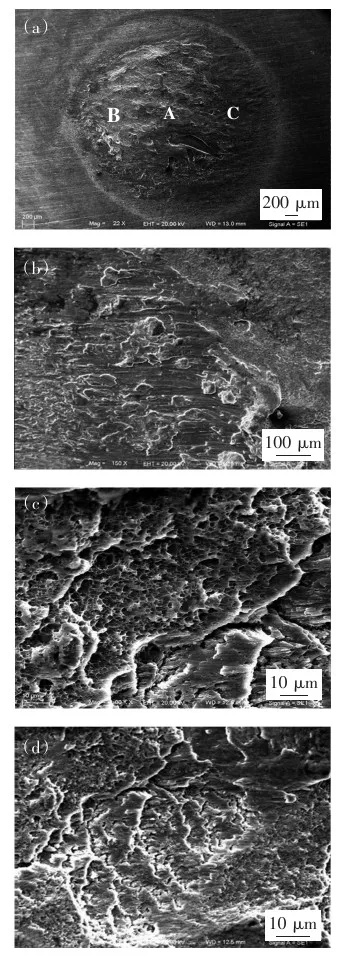
Fig.13SEMimagesoffracturedsurfaceofajointresistancespotweldedwithanF-typeelectrode(a)Fracturedsurface(b)Apoint(c)BPoint(d)Cpoint
Table6Elementalcompositions(fromEDS)offracturedsurfaceofajointresistancespotweldedwithanF-typeelectrode,correspondingtoregionsA,BandCinFig.13a

ZoneAlwt.%at.%Fewt.%at.%Crwt.%at.%A98.1899.111.820.89B95.9297.963.211.580.870.46C99.3699.690.640.31

Fig.14Fracturedweldedjointsofaluminumalloy/austeniticstainlesssteelresistancespotweldedwithacustomelectrode
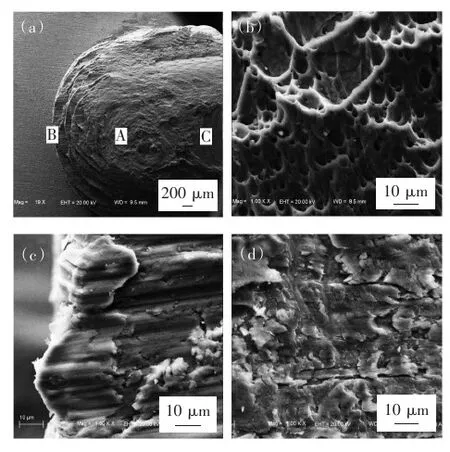
Fig.15SEMimagesoffracturedsurfaceofajointresistancespotweldedwithacustomelectrode(a)Fracturedsurface(b)Apoint(c)Bpoint(d)Cpoint
Table7Elementalcomposition(fromEDS)offracturedsurfaceofajointresistancespotweldedwithacustomelectrode,correspondingtoregionsA,BandCinFig.15a

ZoneAlwt.%at.%Fewt.%at.%Crwt.%at.%A98.4099.700.600.30B95.6897.420.660.330.470.25C99.4199.710.590.29
3 Conclusions
Dissimilar materials, namely SUS301L austenitic stainless steel and 6063-T6 aluminum alloy, were joined by resistance spot welding with an F-type electrode ora custom electrode. The microstructure and mechanical properties of the welded joints were investigated, and the most significant findings are summarized below:
(1) The nugget diameter and indentation rate of the RSW joint between the SUS301L austenitic stainless steel and 6063-T6 aluminum alloy using an F-type electrode were 5.384 mm and 30.94%, respectively, at 7 kA and 2 kN for 200 ms. Using the custom electrode the nugget diameter and indentation rate were 7.220 mm and 10.71%, respectively (at 13 kA and 3 kN for 300 ms), an increase of 34% and decrease of 65%, respectively. The quality of the joint surface was improved when the RSW was undertaken with the custom electrode.
(2) At the welding interface of the joint obtained using both types of electrodes, double-layered reaction products were observed. From the structural and compositional analyses, the reaction products were found to containθ-Fe2Al5andθ-FeAl3.
(3) The thickness ofwelding interface of the joint using an F-type electrode is thicker than that using the custom electrode.The thickness of intermetallic compound layer at steel/Al interface is controlled by interface temperature and reaction time. During spot welding, the current density distribution at the steel/Al interface is high at the center of the joint using an F-type electrode, but low at the center of the joint using the custom electrode, which results in more heat generation at the center of the joint with an F-type electrode, higher interface temperature, less heat generation at the interface at both ends of the joint and lower interface temperature. The steel/Al interface reacts more sufficiently at high interface temperature, resulting in a relatively thicker intermetallic compound layer.
(4) The tensile-shear loads of the RSW joint prepared using F-type and custom electrodes were 1 783 N (at 7 kA and 2 kN for 200 ms) and 3 606 N (at 13 kA and 3 kN for 300 ms), respectively (an increase of 102%). The RSW joint prepared using the custom electrodes exhibited button fracture and the mechanical properties were significantly improved compared with the interfacial fracture behavior of the joint welded with F-type electrodes.

- China Welding的其它文章
- Characterizations of friction welding joint interface for AISI 316
- Wear resistance of Zr/WC composite coatings on Cr12MoV steel surface by electric spark deposition
- Effect of pulse M-Arc frequency on Tri-Arc DE droplet transfer and weld forming
- Thermodynamic study on welding wire design of high nitrogen austenitic stainless steel
- Supervised descent method for weld pool boundary extraction during fiber laser welding process
- Feature extraction of welding defect based on machine vision