
Supervised descent method for weld pool boundary extraction during fiber laser welding process
2019-04-18 12:57:18ZhaoYaobangZhangDengmingWuYuanfengandYangChangqi
China Welding 2019年1期
Zhao Yaobang, Zhang Dengming, Wu Yuanfeng and Yang Changqi
Shanghai Spaceflight Precision Machinery Institute, Shanghai 201600,China
Abstract In order to obtain a high-quality weld during the laser welding process, extracting the characteristic parameters of weld pool is an important issue for automated welding. In this paper, the type 304 austenitic stainless steel is welded by a 5kW high-power fiber laser and a high-speed camera is employed to capture the topside images of weld pools. Then we propose a robust visual-detection approach for the molten pool based on the supervised descent method. It provides an elegant framework for representing the outline of a weld pool and is especially efficient for weld pool detection in the presence of strong uncertainties and disturbances. Finally, welding experimental results verified that the proposed approach can extract the weld pool boundary accurately, which will lay a solid foundation for controlling the weld quality of fiber laser welding process.
Key words fiber laser welding, molten pool, supervised descent method, boundary extraction
0 Introduction
With a series of advantages such as high product quality, being environmentally friendly, high precision and low heat input, the laser welding has been widely in the automobile, shipbuilding and aerospace industries, which is honoured as one of the most advanced high-energy-beam welding technologies. To engage for laser welding quality and obtain a sound welded joint, it is essential to achieve a high-degree of accurately real-time detection and control for the laser welding process[1-3]. Considering the laser welding pool carries about abundance information of weld quality, the research on the sensing and control of the welding pool is one of the important fields in welding.
Vision sensing method is the most advanced and has the most abundance information about the weld formation and weld quality, much more domestic and international research have been conducted on the real-time monitoring of welding process. Indeed, the captured imaging signals are capable of providing more straight forward welding information, such as variations of weld pool geometry. Thus, Luo, et al.[4]presented a weld pool edge detection method based on an off axial green illumination laser, and the extracted laser weld pool geometry is validated by the actual welding process. Zhang, et al.[5]designed an on-line coaxial monitoring system with an auxiliary illuminant for the fiber laser welding and developed a region-growing method with the Canny algorithm to extract the boundary of weld pool. Qin, et al.[6]also fully utilized the advantage of the binarization algorithm to extract the molten pool and keyhole edges during Nd: YAG laser welding process. In order to overcome the disturbances of strong arc, splash and dust, Song, et al.[7]constructed a piecewise boundary model to calculate the GTAW pool boundary. Additionally, Wang, et al.[8]hypothesized that the shape and size of pulsed GTAW pool were nearly constant, and then applied the backpropagation neural network to remove the noise edge pixel and took the remnant edge pixels as the pool boundary.
However, these above methods often assume that the weld pool exists in a predefined area and its contour to be a specific geometric shape and size. When part of the pool boundary is seriously spoiled such as a pretty strong reflection or the welding spatter on the weld pool, it is maybe difficult to measure the accurate geometric parameters of weld pool. Furthermore, the high-energy laser welding is a complex phenomenon combined with mechanics, heat, light, sound, and electricity, in which the radiation of molten pool, spatters and plasma may easily generate the unclear molten pool images. Hence, it is imperative to develop more robust and intelligent methods to extract the weld pool boundary in the presence of strong uncertainties and disturbances. In this study, we put forward an efficient technique based on supervised descent method (SDM) to detect and recognize the features of laser welding pool images.
1 Supervised descent method

Using this training data, SDM learns a series of parameter updates, which incrementally, minimizes the mean of all NLS functions in training. In the case of NLS, such updates can be decomposed into two parts: a sample specific componentyiand a generic descent directionRk. SDM learns average descent directionsRkduring training. In testing, given an unseeny, an update is generated by projectingy-specific components onto the learned generic directionsRk.

Fig.1TheoreticalbasisofSDMtechnique(a)UsingNewton’smethodtominimizef(x) (b)SDMlearnsfromtrainingdata,asetofgenericdescentdirections{Rk}
2 Algorithm description of SDM
2.1 Training part
During the training process the first shape incrementx1can be described as a generic linear combination of feature vectorsφ0(i.e. the extracted SIFT) plus a bias termb0[10]:
Δx1=R0φ0+b0
(1)
whereR0represents matrix of regression coefficients. For eachk-th training step,Rkandbkare learned from a distinct linear regressor, minimizing the following equation:

(2)
(3)
Considering the continuous approach, the reduced vector for the current frame is then used to build linear regressor.
For training the linear regressor, we minimize the error between the true pain scoressci(from the database) and the predicted scores in the feature space. Similar to Eq.(2), this can be solved by a linear regression, as expressed in Eq.(4):

(4)
whereRrepresents the regression coefficients,φ*is scale-invariant feature transform vector,bis residual error andis the regularized parameter. Then we denote the matrix of feature vectors computed for the local patches around the landmarks estimated by SDM.
2.2 Testing part
Most of the steps in this part repeat those from the training part. First the input image frame is examined for object detection using Viola-Jones detector. Second the specific landmarks are found using SDM algorithm and local histograms are formed using SIFT descriptor around each landmark. The histograms are concatenated and a feature vector is built. Further the PCA step reduces its size. The final vector is given either to the linear regressor input (in the case of continuous approach) or to the input of support vector machine (SVM) classifier and the estimation intensity value is obtained.
3 Laser welding experiment and result discussion
In this section, we conducted some experiments with real images to verify the proposed approach for boundary extraction of laser molten pool. The laser welding process is conducted by a fiber laser (IPG YLS-5000) with a spot diameter of 0.2 mm at the focal position. A butt joint welding of 304 austenitic stainless steel plates with size (length × width × height) 150 mm×49 mm×3 mm is tested in the experiments. The laser power is set as 5kW and the welding speed is 2.5 m/min. In the welding process, a NAC high-speed camera is used to capture the weld pool images with the resolution of 512×512 and the sampling rate is 5 500 frames per second.
During the laser welding process, we acquired a total of 125 pool images at different times and conducted a model training (30% of total images) and testing (70% of total images). Fig.2 shows some captured weld pool images from the topside of weld pool.

Fig.2Somecapturedweldpoolimagesinlaserweldingprocess(a)T+0.15s(b)T+0.36s(c)T+0.76s(d)T+1.08s(e)T+1.14s(f)T+1.35s
At the training phase, we manually labeledp(in our studyp=12) landmarks in the pool images, which refer to Fig.3a, and then we calculated an average shape of training images as shown in Fig.3b.
Then with the help of well-trained SVM regression model, we can acquire the predicted keyhole landmarks, with a root mean squared error (RMSE)comparing with true edge landmarks. With regard to each keyhole image, the RMSE were almost within 8 and the average RMSE was nearly 6.876. To make sense of the numerical results, several location results on different keyhole images were presented to validate the effectiveness of the SDM algorithm. As depicted in Fig.4, we cannot observe obvious differences between the predicted and true shapes.
After detecting all 12 landmarks from the laser pool images using SDM-based approach, it is essential to extract the complete boundary to further analyze the molten pool behavior in detail. Indeed, the laser pool shape is almost oblate according to Fig.2, we applied a common ellipse-fitting algorithm to extract the pool edges. In this regard, we respectively defined the pool length (L), width (W) and pool area (A) as the molten pool feature parameters (Fig.5), which further to holistically descript the weld pool dynamic behavior. To obtain the actual geometric characteristics, we will transform the pixel numbers into the real dimensions based on 6 mm×6 mm checkerboard calibration method. As shown in Fig.6, we acquired the feature characteristics of weld pool boundary according to the proposed SDM approach and ellipse-fitting algorithm, which can reflect the status of high-power fiber laser welding process accurately.

Fig.3Schematicdiagramoftrainingphaseduringlaserweldingprocess(a)Manuallylabeledpoolimagewith12landmarks(b)Blueoutlinerepresentsaspecifieddetectoronthetrainingimageswhichprovidesthemeanlandmarks

Fig.4TheRMSEresultsbetweentheSDM-baseddetection(greenpoints)andtrueshape(redpoints)onpoolimages(a)RMSE:6.421 (b)RMSE:6.767 (c)RMSE:6.504 (d)RMSE:7.862

Fig.5Thelasermoltenpoolcharacterizationusingellipse-fittingalgorithm(redpointsrefertotheacquiredlandmarks)
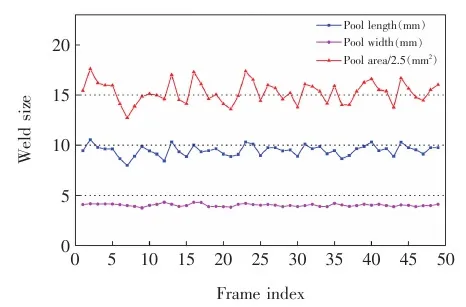
Fig.6Measureddataforlaserpoolcharacteristicparameters
4 Conclusion
(1) The complete weld pool boundary extraction algorithm was developed based on the supervised descent method, which efficiently overcome the strong uncertainties and disturbances.
(2) The laser welding experiments proved the effectiveness of the proposed method for extracting the pool boundary, which provides a method of monitoring and control of welding quality during high-power laser welding.

- China Welding的其它文章
- Characterizations of friction welding joint interface for AISI 316
- Wear resistance of Zr/WC composite coatings on Cr12MoV steel surface by electric spark deposition
- Effect of electrode morphology on steel/aluminum alloy joint
- Effect of pulse M-Arc frequency on Tri-Arc DE droplet transfer and weld forming
- Thermodynamic study on welding wire design of high nitrogen austenitic stainless steel
- Feature extraction of welding defect based on machine vision