
JSFA2188型精梳机锡林齿面圆心角的研究及应用
2019-04-15 04:27:28张海洋张立彬任家智
纺织器材 2019年2期
张海洋,张立彬,任家智,苏 生,刘 明
(1.江苏凯宫机械股份有限公司,江苏 昆山 215300;2.中原工学院,郑州 450007)
0 引言
JSFA2188型棉精梳机,是江苏凯宫机械股份有限公司在原系列棉精梳机基础上进行智能化、适用性、主要技术性能指标及可靠性方面提高的智能型精梳机[1]。精梳锡林是棉精梳机上最重要的梳理器材,影响半成品及最终产品的质量指标[2-4];而其齿面圆心角是决定锡林总齿数、齿密排列的重要因素,也影响梳理效能。JSFA2188型棉精梳机扩大了精梳锡林齿面圆心角,能满足梳理质量和产量的动态目标要求,是增加精梳产品品种及其附加值、拓展利润空间的有效措施。
为研究不同齿面圆心角锡林对精梳半成品及产品质量的影响,将齿面圆心角为90°,110°,130°的锡林分别安装在JSFA2188型棉精梳机上进行对比试验及分析,为纺纱企业合理快速选择精梳锡林齿面圆心角提供参考。
1 不同大小齿面圆心角锡林的特点
精梳锡林的齿面圆心角应根据精梳机型、纺纱品种、产量、质量及效能要求合理选择[5-8]。随着齿面圆心角的增大,锡林总齿数、梳理效能大幅提高,能满足精梳机重定量、大卷装、高效能的梳理要求。精梳锡林的齿面圆心角大小不同,对应的锡林总齿数、齿密、梳理时间及梳理隔距均不同。表1为3种规格的齿面圆心角锡林的总齿数对比。
表1 3种规格齿面圆心角锡林总齿数对比
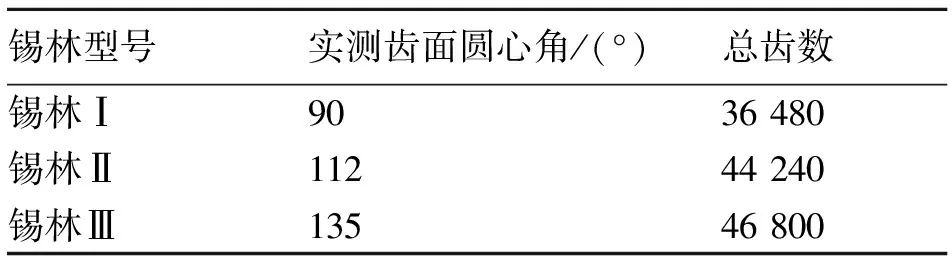
锡林型号实测齿面圆心角/(°)总齿数锡林Ⅰ9036 480锡林Ⅱ11244 240锡林Ⅲ13546 800
由表1可知:锡林Ⅱ比锡林Ⅰ的齿面圆心角增大了24.44%,锡林Ⅲ比锡林Ⅰ增大了50%;锡林Ⅱ比锡林Ⅰ总齿数增加了21.27%,锡林Ⅲ比锡林Ⅰ增大了28.29%;随着锡林齿面圆心角的增大,锡林总齿数增大。
图1、图2分别为3种锡林的齿条排数、齿密分布曲线。
由图1可知:锡林Ⅰ的4根齿条、锡林Ⅱ的5根齿条以及锡林Ⅲ的6根齿条的周向排数均沿锡林梳理方向逐步增大;3种锡林梳理区的齿条周向最大排数均为18排;锡林Ⅲ前区齿条的周向排数变化最为平稳。
由图2可知:3种锡林齿条的齿密均沿锡林梳理方向逐步增大;锡林齿面圆心角越大,锡林Ⅰ与锡林Ⅱ最后排齿条的齿密相同,整个锡林梳理面的齿密变化越为平稳,锡林Ⅲ则比锡林Ⅱ最后排齿条的齿密大,但能保证前面几排齿条的齿密变化较为平稳;锡林Ⅲ的第1根齿条的齿密配置最小,增大了齿片厚度,提高了齿条开松的耐用性且减少纤维损伤,其第6根齿条的齿密配置最大,齿条总齿数增大且相邻齿片间隙变小,提高了对纤维作用的平均齿数,能排除更小的棉结。

图1 精梳锡林齿条排数变化曲线
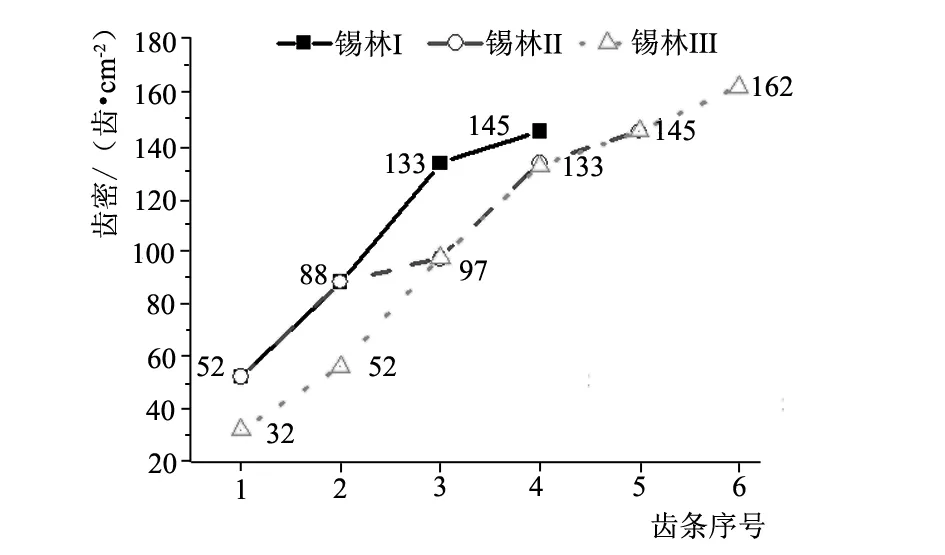
图2 精梳锡林齿条齿密变化曲线
表2为3种锡林的锡林定位[9]及梳理时间对比。由表2可知:随着锡林齿面圆心角的增大,锡林定位逐步提前、钳板闭合定时越早,锡林梳理时间逐步增多,限制了恒速梳理机构精梳机使用130°锡林[10]。
表2 3种锡林的锡林定位及梳理时间
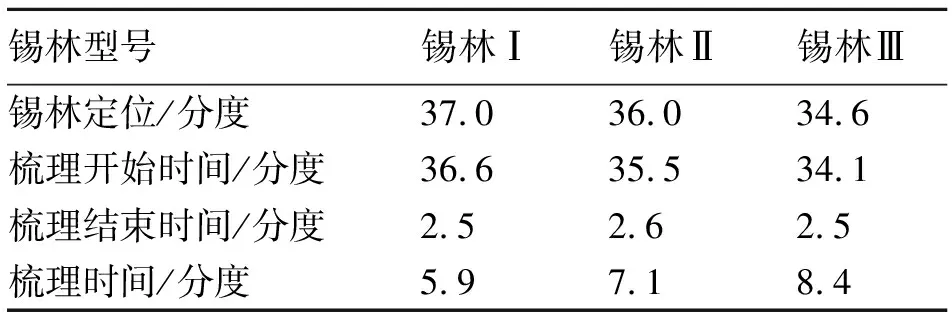
锡林型号锡林Ⅰ锡林Ⅱ锡林Ⅲ锡林定位/分度37.036.034.6梳理开始时间/分度36.635.534.1梳理结束时间/分度2.52.62.5梳理时间/分度5.97.18.4
精梳锡林的齿面圆心角大小不同,其在整个梳理时间内的梳理隔距呈动态变化,图3中梳理隔距变化曲线指沿着锡林梳理方向每个齿条周向中间点测试的16个数据均值的变化情况。
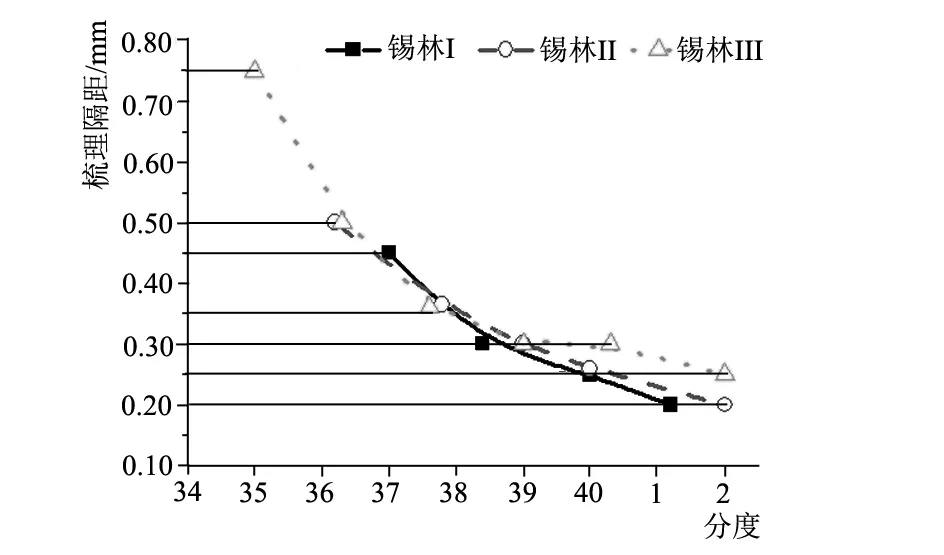
图3 精梳锡林梳理隔距变化曲线
由图3可以看出:锡林Ⅰ的梳理隔距由第1根的0.45 mm逐步减少到第4根的0.20 mm,第2根齿条之后的梳理隔距均小于0.30 mm,梳理隔距变化较平缓;锡林Ⅱ梳理隔距由第1根的0.50 mm逐步减小到第5根的0.20 mm,第3根齿条之后的梳理隔距均小于0.30 mm,梳理隔距变化较平缓;而锡林Ⅲ梳理隔距则由第1根的0.75 mm逐步减小到第4根的0.30 mm,第4根齿条之后的梳理隔距趋于平缓且均小于0.30 mm,34.1分度~36.0分度的梳理隔距均大于0.50 mm,整个梳理区域的梳理隔距极值最大;3种锡林的最紧点梳理隔距为0.25 mm~0.30 mm。实际生产中,纺织厂也可根据生产需要调整并获得理想的梳理隔距,以发挥不同齿面圆心角锡林的梳理优势,满足不同纺纱品种的质量要求。
2 试纺方案
根据棉精梳工艺设计经验及成纱质量要求,设置JSFA2188型棉精梳机主要工艺参数:速度为400 Nip/min,前进给棉,顶梳为Graf 2030型、插入深度为0.5 mm,搭接刻度为“+0.3”,锡林定位见表2。为保证落棉率为16%±0.5%,试纺方案及调整变量的工艺参数见表3。
表3 试纺方案及调整变量参数
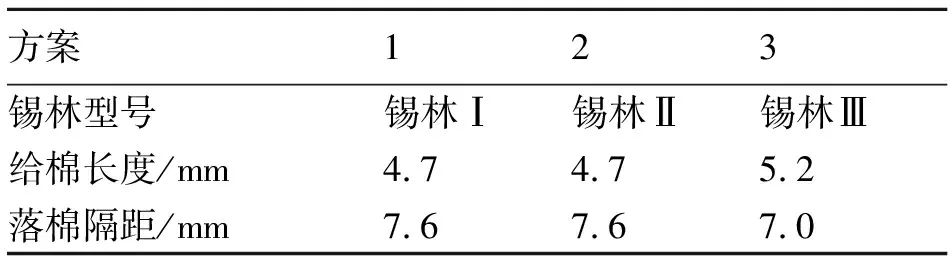
方案123锡林型号锡林Ⅰ锡林Ⅱ锡林Ⅲ给棉长度/mm4.74.75.2落棉隔距/mm7.67.67.0
3 试纺结果分析
3.1半成品试纺结果分析
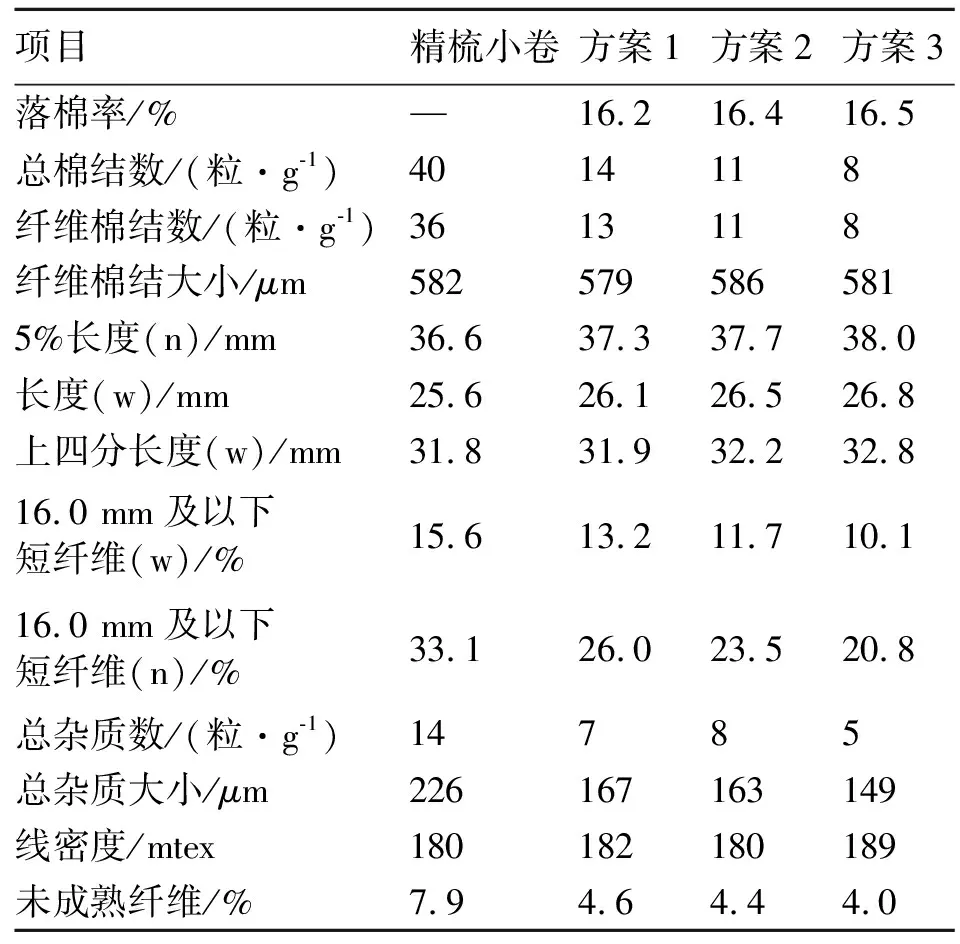
纺CJ 14.6 tex品种,原料为100%细绒棉精梳小卷,定量为77 g/(5 m),相对湿度为65%±2%,温度为25 ℃±2 ℃,按照试纺方案做JSFA2188型棉精梳机落棉率、精梳条AFIS指标检测,其数据见表4。
表4 精梳条质量指标
项目精梳小卷方案1方案2方案3落棉率/%—16.216.416.5总棉结数/(粒·g-1)4014118纤维棉结数/(粒·g-1)3613118纤维棉结大小/μm5825795865815%长度(n)/mm36.637.337.738.0长度(w)/mm25.626.126.526.8上四分长度(w)/mm31.831.932.232.816.0 mm及以下短纤维(w)/%15.613.211.710.116.0 mm及以下短纤维(n)/%33.126.023.520.8总杂质数/(粒·g-1)14785总杂质大小/μm226167163149线密度/mtex180182180189未成熟纤维/%7.94.64.44.0
由表4可知:试纺方案3的精梳条质量指标最优;在保证精梳落棉率的情况下,随着锡林齿面圆心角的增大,精梳条的纤维棉结数、纤维长度、短绒含量指标逐步变优。根据棉精梳机棉结效果评价方法[11-12],计算出3种试纺方案的棉结去除率分别为69.74%,74.78%,81.44%,短绒的去除率分别为29.26%,37.30%,45.94%。随着锡林齿面圆心角的增大,精梳棉结、短绒的去除率逐步增大,即棉结、短绒的排除效果逐步增强。
3.2成纱试纺结果分析
成纱的测试数据见表5,管纱纱疵、长粗节测试数据见表6。
由表5可知:试纺方案3的成纱测试数据最优;在保证精梳落棉率的情况下,随着精梳锡林齿面圆心角的增大,成纱的条干CV值、强力、+140%棉结指标逐步变优,其余指标几乎相同。
表5 细纱测试数据

方案条干CV/%强力/cN-50%细节+50%粗节+140%棉结+200%棉结+280%棉结+400%棉结个·km-1111.64294.2161813051211.57294.4051702351311.53298.3051662351
表6 100 km管纱纱疵测试数据
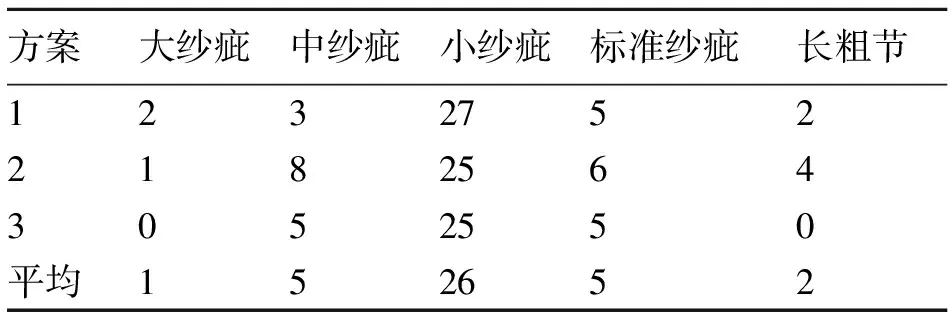
方案大纱疵中纱疵小纱疵标准纱疵长粗节123275221825643052550平均152652
由表6可知:试纺方案3管纱指标中大纱疵、长粗节为0,表明锡林Ⅲ在管纱的大纱疵、长粗节指标控制中表现最优;3种试纺方案的100 km管纱纱疵指标与其均值差为±3,表明3种试纺方案的管纱处于相同水平。
由表3~表6可以看出:在保证精梳落棉率的情况下,随着精梳锡林齿面圆心角的增大,精梳条和成纱质量逐步变优,管纱质量处于同级水平;试纺方案3相对于试纺方案1,2,落棉率相当,给棉长度由4.7 mm增大为5.2 mm,其精梳条、成纱质量指标有一定的优化,产量提高了10.64%,表明130°齿面圆心角的锡林有利于提高梳理效果和产能。
4 结论
4.1增大精梳锡林的齿面圆心角,为精梳锡林总齿数的增加、齿密的平稳分布创造了有利条件,增加了锡林针齿对钳口外纤维丛的梳理时间。
4.2增大精梳锡林的齿面圆心角,在保证其他精梳工艺条件不变的情况下能提高锡林的梳理效能和半成品、成品质量、产能,齿面圆心角为130°的锡林提高梳理效果和产能表现最佳。
4.3JSFA2188型棉精梳机可装配不同大小的齿面圆心角锡林,可最大限度地满足纺织企业对精梳机梳理工艺广适性的要求,为纺织企业提高纺纱质量提供更优的精梳梳理基础条件。
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27 06:52:38
棉纺织技术(2022年5期)2022-05-18 09:44:32
棉纺织技术(2021年5期)2021-12-23 14:55:09
毛纺科技(2021年8期)2021-10-14 06:51:34
纺织器材(2020年5期)2020-12-21 04:05:10
福建基础教育研究(2020年3期)2020-05-28 08:39:55
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
环球市场信息导报(2016年9期)2016-08-05 06:51:23
