
热处理对矿用牙轮钻头渗碳层组织和硬度的影响
2019-04-15 04:00程巨强
凿岩机械气动工具 2019年1期
程巨强
(西安工业大学材料与化工学院,陕西 西安710021)
牙轮钻机是石油、矿山开采常用的钻采设备,牙轮钻头是钻机主要的消耗品之一,牙轮钻头的好坏,直接影响钻机的生产率和钻孔成本,钻头费用一般占钻孔成本的40%以上[1],钻机工作时牙轮钻头承受较大的扭矩力、冲击力及磨料磨损,因此,要求钻头材料具有高的强度、韧性、疲劳强度及高的耐磨性,制造牙轮钻头用钢主要有15~20CrNi3Mo、15~20 CrNiMo、15MnNi4Mo 等[2~4]。 牙轮的裤体通过渗碳处理提高表面含碳量及硬度,增加耐磨性和疲劳强度,提高使用寿命。渗碳后热处理工艺的选择根据渗碳零件材料的性能特点有所不同,如对于承受冲击载荷不大的零件,渗碳时可直接采用淬火和低温回火,对于合金元素较高的渗碳零件由于渗碳后渗层奥氏体过多硬度偏低,可进行渗碳后热处理,以减小渗碳层残余奥氏体含量,提高渗碳层的硬度。本文研究了15Mn-Ni4Mo牙轮钻头渗碳后热处理对其组织和性能的影响,为牙轮的热处理工艺奠定基础。
1 实验材料及其实验过程
实验材料为15MnNi4Mo,主要元素的化学成分范围为 C:0.13%~0.17%;Mn:0.75%~0.95%;Ni:3.25%~3.75%;Mo:0.3%~0.4%,牙轮的钢质部分生产采用模锻、机械加工、渗碳热处理。热处理试样取自渗碳处理后牙轮实体,线切割加工成金相试样,试样的热处理工艺为680℃回火、820℃油冷、200℃回火。用NikonEPIPHOT300型金相显微镜观察渗碳层组织,组织腐蚀液用4%硝酸酒精溶液、用HR-150A型洛氏硬度计检测渗碳试样表面硬度,用XRD-6000x射线衍仪检测渗碳层的物相。
2 实验结果与分析
2.1 不同热处理工艺渗层物相及组织观察
图1是矿用牙轮钻头实体取样不进行热处理的渗碳层的XRD衍射图谱。可以看出,牙轮渗碳直接热处理后渗碳层外层和心部的XRD衍射峰主要为铁素体峰和奥氏体峰,无碳化物峰,说明渗碳层渗碳体含量很少或没有碳化物相的存在。图2是实体牙轮试样进行680℃回火、820℃油冷、200℃回火热处理后渗碳层及其心部的XRD衍射图谱。从衍射图可以看出,牙轮试样热处理的渗碳层XRD衍射峰为铁素体峰和奥氏体峰,即为马氏体和奥氏体组织。心部的XRD衍射图也只有铁素体峰和奥氏体峰,说明心部的组织也为马氏体和残余奥氏体组织。渗层和心部XRD衍射图谱的主要差别是心部衍射峰图谱上奥氏体峰的强度较小,由于XRD的衍射峰峰值的强度与测量的体积内相的比例有关,峰值强度越高,所含的相的比例越大,因此渗碳后表面层的奥氏体量要高于心部奥氏体含量。

图1 渗碳牙轮钻头试样的XRD衍射图谱Fig.1 XRD diffraction pattern of carburized conebit
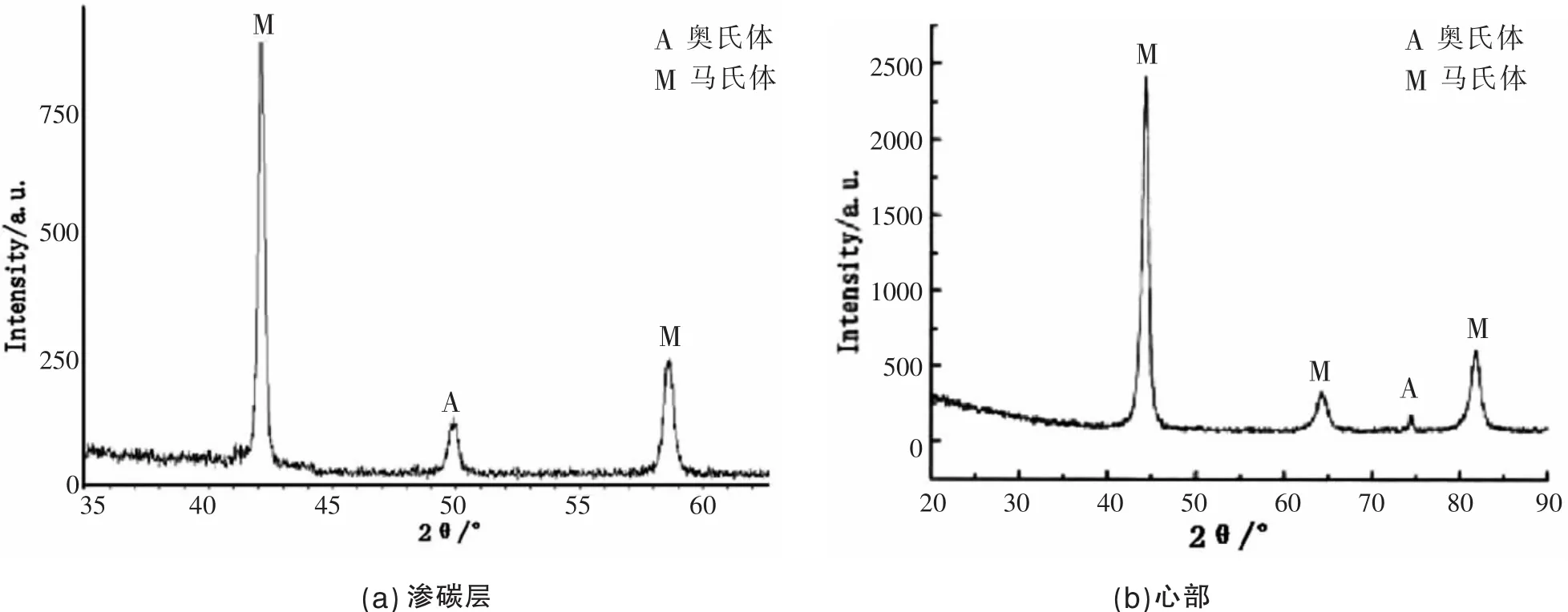
图2 渗碳热处理牙轮钻头XRD衍射图谱Fig.2 XRD diffraction pattern of conebitcarburizing and heattreatment
图3是牙轮实体取样没有热处理渗碳层的金相组织。从金相组织并结合渗碳层的XRD物相分析可以看出,渗碳层最外层的组织为灰黑色针片状的回火马氏体组织和白色块状的残余奥氏体组织(图3a),渗碳层没有碳化物相存在,部分针片状马氏体从白色奥氏体穿过,说明马氏体形成在奥氏体晶粒界面形核,向奥氏体晶粒内部生长而成,从最外层的金相组织可以看出,渗碳层存在较多的残余奥氏体组织,这是由于渗碳层碳量较高,再加之稳定奥氏体化的元素含量较多,增加了奥氏体的稳定性,渗碳层淬火时有部分残余奥氏体残留。渗碳层过渡区的金相组织主要为针片状的高碳马氏体、低碳马氏体和奥氏体组织,牙轮心部组织主要为回火低碳马氏体和少量的残余奥氏体。

图3 矿用牙轮钻头渗碳层金相组织,500×Fig.3 Microstructure of mining roller bit carburizing layer
图4是牙轮试样热处理后渗碳层的金相组织。从照片可以看出,热处理后渗碳层最外层的组织为灰黑色针片状的回火马氏体和白色块状的残余奥氏体(图4a),和渗碳未热处理的组织相比,渗层高碳马氏体针片变小,残余奥氏体量减少,说明热处理可以细化渗碳层的组织和减少渗碳层奥氏体含量。渗碳层过渡区的金相组织主要为高碳马氏体、低碳马氏体和残余奥氏体混合组织,心部组织为灰黑色的片状组织主要为回火低碳马氏体和少量的残余奥氏体,和不热处理相比,组织细化,板条变细变短。

图4 矿用牙轮钻头渗碳热处理金相组织,500×Fig.4 Microstructure of mining roller bit carburizing and heat treatment
2.2 渗碳及热处理后牙轮的硬度
表1是牙轮钻头渗碳实体取样渗碳不热处理和热处理后渗碳层表面及心部硬度检测结果。可以看出,渗碳不热处理渗碳层的硬度HRC在58以上,可以满足渗碳件淬火低温回火的标准要求(HRC≥56),心部硬度为 HRC 40,满足渗碳件心部硬度要求(HRC38~44)。热处理后牙轮试样心部硬度变化不大,渗碳层硬度有所提高,由未热处理的HRC58提高到HRC61。
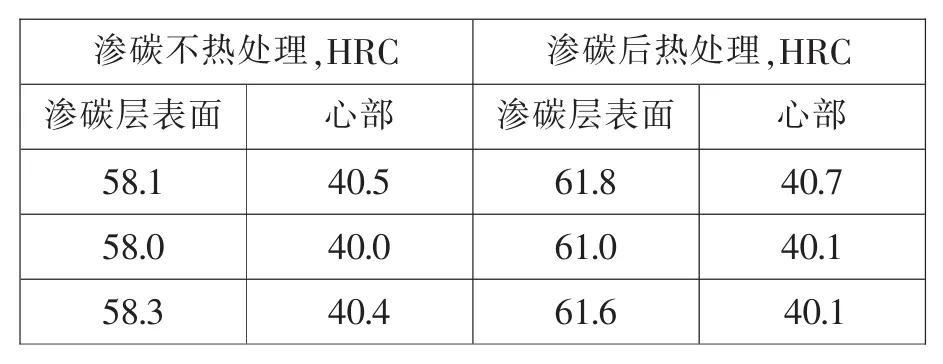
表1 矿用牙轮钻头渗碳及热处理前后渗碳层表面和心部硬度
3 结论
(1)15MnNi4Mo的牙轮渗层最外组织为针片状高碳回火马氏体和较多的奥氏体残余奥氏体组织,渗碳层没有碳化物存在,渗碳过渡区为针片状回火马氏体+残余奥氏体+板条状回火马氏体和贝氏体组织,心部为板条状回火马氏体组织和残余奥氏体组织,采用渗碳后热处理可以细化渗碳层及其心部组织。
(2)渗碳后未进行热处理试样的渗层表面硬度检测为HRC58;心部硬度HRC40。渗碳后热处理工艺后试样渗层表面硬度检测为HRC61以上;心部硬度HRC40,热处理可以提高牙轮渗碳层表面硬度。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
金属热处理(2022年4期)2022-04-19
金属热处理(2022年4期)2022-04-19
大连交通大学学报(2021年6期)2021-12-13
内燃机与配件(2021年7期)2021-09-10
科技风(2019年23期)2019-10-21
热处理技术与装备(2019年4期)2019-09-13
表面技术(2019年6期)2019-06-27
爆炸与冲击(2018年4期)2018-07-04
汽车文摘(2015年6期)2015-12-12
