压缩机U型叶轮三元叶片压型模的多用性开发
2019-04-10 12:14:52郝春娜
世界有色金属 2019年1期
郝春娜*
(沈阳鼓风机集团股份有限公司,辽宁 沈阳 110869)
1 概述
叶片是压缩机转子的重要零部件,叶片的成型质量直接影响到产品的性能与效率,三元叶片的成型需靠叶片压型模进行压制成型,经压制成型的叶片扭曲型线完全与产品叶轮叶片的型线完全符合[1]。
2 U型轮三元叶片的结构特点
集团压缩机U型轮三元叶片(也称窄三元叶片),叶片型面是由21条直线组成的三元曲面,叶片曲面较平缓。该类叶片共有六个系列的基本级边界数据,即0.050、0.054、0.058、0.050L、0.054L、0.058L六个系列。对应三元叶轮的具体形式如图1所示。
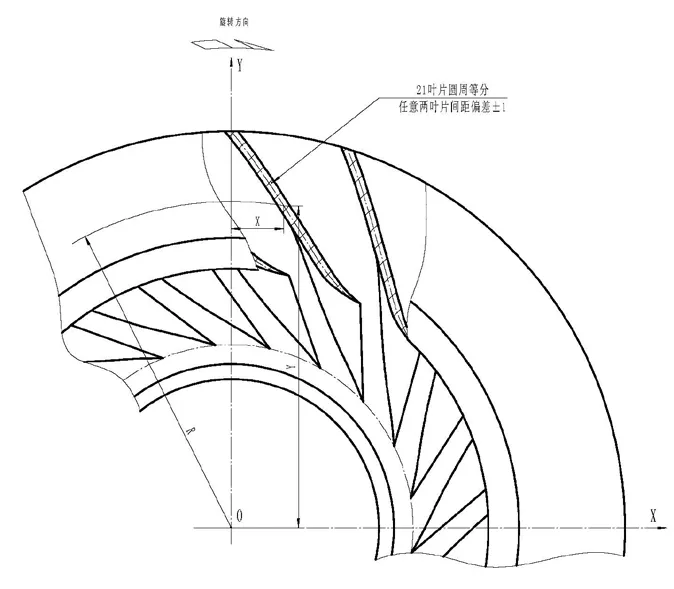
图1 U型轮直素线叶片对应的三元叶轮
通常在叶轮直径相同、叶轮旋向相同的情况下,即使宽窄程度不同,它们基本级的型线是相同的,叶片进、出口边型线是部分重合的,所谓宽窄不同只是决定叶片在共有的基本级型面上轴、盖侧的边界位置不同,只要从叶片的定位问题上进行解决,是完全能够实现压型模一模多用的[2]。
3 U型轮三元叶片压型模结构多用性分析与研究
U型轮三元叶片压型模通常由上模、下模、定位销组成。上、下模的型面由三元叶片的型面决定。以往在压缩机T型叶轮三元叶片(也称宽三元叶片)压型模一胎多用、在老模具上压制较窄叶片时,采用在相关的定位销上加装定位套的方法,定位套的厚度等于窄叶片相对原定位基准点的减缩量。这种方法的最大缺点是:当使用定位套时,上模相应的销孔必须扩大2倍的套厚才能使用,销孔增大后破坏了型面的连续性,模具复原困难,局限了这一方法的使用范围。
在U型轮三元叶片多用压型模结构设计时,我们大胆地使用了小直径弹簧定位销取得了满意的效果。这种方法的主要优点是:定位销直径小,只有12mm,对型面影响轻微,由于设成弹性伸缩结构,不用在上模钻孔,保证了模具型面的连续性,因此,使用这种方法不受局限,能够提高叶片的成型质量,能够扩展模具的使用范围。

图2 U型轮压型模
在设计新的U型轮三元叶片多用压型模时,建议首先选择第二宽的叶片设计压型模,那么只要将相应的定位销削边就可压制最宽的叶片了,再在相应的位置增设弹簧销就可压制更窄的叶片了,如图2,按这一方法设计叶片多用压型模简单、方便、实用。正因为如此,这种方法还可以完全用于T型轮三元叶片多用压型模设计上,用途更广泛,效益更明显。
4 利用老模具实施一模多用的简捷方法

图3 柔性样板
所谓“老模具”是指不分U型、T型叶轮的所有三元叶片模具,实施一模多用的关键仍然是叶片定位问题,这里介绍一种最简捷的方法即柔性叶片样板定位法。用铝、铅或者胶皮仿制欲压叶片的平面展开形状,制成了柔性叶片样板,如图3,按叶片与模具相同边界对齐的方法铺紧在下模型面上,用另一侧不重合的边界轮廓就能方便地确定出相应定位销的削边量或增设弹簧定位销的位置,此方法简单又快捷。
5 结语
此成果在压缩机叶片压型中多次使用,通过改造老模具实现了一胎多用,产品叶片一次试压合格。应用此方法改造了老模具,叶片压型效果较好,取得了满意的效果。
U型轮三元叶片多用压型模通过采用小直径、弹性定位销和柔性划线样板定位等措施,完成了模具结构的创新设计,简化了模具制造工艺,确保了型面的完整、连续和叶片定位的准确,极大地扩展了三元叶片压型模一模多用的使用范围,便于在我公司其它类型的产品中推广应用。建议在今后的模具设计时,继续采用此方法,不断总结经验,改进和提高模具设计水平。
总之,此成果简单、实用、应用范围广。U型轮三元叶片压型模一胎多用的实现,在利用老工装、降低消耗、缩短生产准备周期等方面取得一定的经济效益。预计每年可为公司节约经费上百万元,可在国内同行业厂家推广,取得更大的经济效益和社会效益。
猜你喜欢
水泵技术(2021年3期)2021-08-14 02:09:26
制造技术与机床(2019年9期)2019-09-10 07:36:18
船舶标准化工程师(2019年4期)2019-07-24 07:21:12
制造技术与机床(2019年4期)2019-04-04 12:22:12
石油化工建设(2018年3期)2018-11-30 02:03:12
石油化工自动化(2018年5期)2018-11-14 02:34:22
制造技术与机床(2017年6期)2018-01-19 02:40:54
山东工业技术(2016年15期)2016-12-01 05:30:53
工业设计(2016年7期)2016-05-04 04:02:45
航空学报(2015年4期)2015-05-07 06:43:30