
定长切丝技术在细支卷烟生产中的应用
2019-04-09 01:30:16朱成文郝喜良沈晓晨徐如彦刘曙光芮金生王仰勋李建英
烟草科技 2019年3期
朱成文,郝喜良,沈晓晨,徐如彦,刘曙光,芮金生,王仰勋,李建英,成 涛,吴 佳
江苏中烟工业有限责任公司,南京市建邺区梦都路30 号 210019
近年来,细支卷烟在国内市场上快速发展,获得了消费者的认可,已成为国内卷烟发展的一个重要增长点。相较于常规卷烟,细支卷烟因其圆周的下降,烟丝结构中长丝率过高所带来的负面影响愈显突出,因此为提高细支卷烟质量的稳定性,卷接所需的烟丝结构需要优化。
近年来,行业对细支卷烟质量指标、定长切丝模式开展了一些研究,廖晓祥等[1]研究了梗丝形态对细支卷烟品质稳定性的影响,发现微波膨胀梗丝掺配的细支卷烟的品质稳定性更优。章平泉等[2]对细支卷烟样品的物理特性进行测试、统计分析并利用因子分析法进行综合评价,结果表明单支质量与吸阻、滤嘴通风、总通风,圆周与长度之间均达到显著性正相关。韩慧杰等[3]研究了常规切丝和30、40 mm 定长切丝模式对烟丝结构和物理指标的影响,发现采用40 mm 定长切丝模式,卷烟物理指标的稳定性最好。李琼等[4]研究发现采用定长切丝模式进行切丝,卷烟长丝率降低,中丝率提高,烟丝长度的均匀性得到了改善,叶丝造碎增加。朱文魁等[5]研究发现定长切丝改善了烟丝结构中长丝与中短丝的均匀性,显著提升了卷烟物理质量稳定性,并可降低单箱耗丝量。定长切丝技术是目前行业中公认的可以降低烟丝长度、优化烟丝结构的有效手段之一,但关于40 mm定长切丝应用于细支卷烟的相关研究鲜有报道。因此研究40 mm 定长切丝模式对细支卷烟质量稳定性的影响,旨在为细支卷烟质量控制技术提供一种新的思路,也为完善细支卷烟加工工艺提供参考。
1 材料与方法
1.1 材料、设备和仪器
制丝在江苏中烟工业有限责任公司南京卷烟厂8 000 kg/h 生产线上进行,使用“南京”品牌某规格片烟。片烟经储叶柜输出后,分别采用常规模式和40 mm定长模式进行切丝,切丝宽度为0.9 mm。常规切丝模式采用平板式刀片;40 mm 定长切丝模式采用锯齿式刀片,齿间距为40 mm。
异丙醇(AR,上海国药集团化学试剂有限公司);乙醇(色谱纯,天津科密欧化学试剂有限公司);正十七碳烷[色谱纯,梯希爱(上海)化成工业发展有限公司]。
MW2230 型微波水分密度仪(德国图拉杨科技有限公司);HP7890 气相色谱仪(配置FID 和TCD检测器,美国Agilent 公司);RM20H 转盘式吸烟机(德国Borgwaldt KC 公司);Milli-Q Integral 10 型超纯水系统(美国Millipore 公司);Retsch AS400筛分仪(德国Retsch 公司,筛网孔径为: 8.00、6.70、5.60、4.75、4.00、3.35、2.80、2.00、1.40、0.71 mm);AL204 电子天平(感量0.000 1 g,瑞士Mettler Toledo 公司);HY-5A 回旋振荡器(江苏省金坛市讯生仪器厂);TPI300 型烟草数字投影仪(合肥众沃仪器技术有限公司);E300 恒温恒湿箱(澳大利亚Steridium 公司)。
1.2 方法
1.2.1 烟丝宽度的测定方法
参照参考文献[6]中的方法测定烟丝宽度。
1.2.2 烟丝结构的测定方法
每批烟丝样品在储丝柜出口人工取样3 组,每组1 000 g,参照参考文献[7-8]中的方法测定烟丝结构,检测项目包括各尺寸范围的烟丝量、填充值,检测结果取平均值。
1.2.3 烟丝特征尺寸的测定方法
取少量烟丝与已知尺寸的标准模块均匀平铺于同一白纸上,无重叠,完整采集烟丝和标准模块于一张图像内,利用matlabR2011a 进行分析,获得所有烟丝不同尺寸范围内烟丝的累积分布比例等数据。
1.2.4 烟支内密度分布的测定方法
不同切丝模式细支卷烟样品随机取10 包,每包中取单支质量在0.52~0.54 g 范围内的烟支2支,共20 支,作为烟支内轴向密度分布检测的烟支样品,在微波水分密度仪上进行密度检测。每支卷烟的数据从距点燃端1 mm 处开始、59 mm 处结束,每个检测点间隔1 mm。
1.2.5 卷烟物理指标、主流烟气常规化学成分的检测及感官评吸方法
参照参考文献[9]中的方法测定细支卷烟的单支质量、开放吸阻以及硬度。
参照参考文献[10]中的方法调整检查吸烟机参数,参照参考文献[11]测定主流烟气中焦油释放量,参照参考文献[12]中的方法测定主流烟气中CO 释放量。
参照参考文献[13]中的方法,邀请13 位具有烟草行业感官评吸资格的评吸员对卷烟样品进行评吸。
2 结果与讨论
2.1 不同切丝模式对叶丝宽度的影响
对40 mm 定长与常规切丝后叶丝宽度进行检测,结果如表1 所示。由表1 可以看出,40 mm 定长切丝模式未对切后叶丝的宽度产生明显影响,切后叶丝宽度均值和标准偏差与常规切丝模式结果相近。
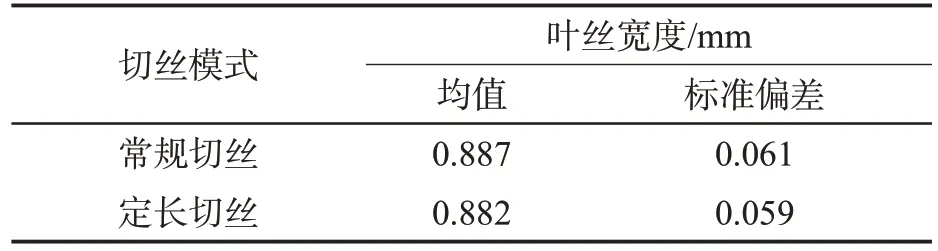
表1 不同切丝模式对叶丝宽度的影响Tab.1 Effects of cutting modes on cut tobacco width
2.2 不同切丝模式对制丝过程投入产出的影响
定长切丝模式对叶丝的二次切断必然会引起造碎的增加,考虑到试验的可操作性和方便性,以出丝率表征不同切丝模式对制丝过程造碎的影响,并按投入产出法进行测试,结果见表2。从表2 可以看出,40 mm 定长切丝和常规切丝模式相比,制丝过程出丝率仅降低了0.18 百分点,说明40 mm 定长切丝相较于常规切丝模式对制丝过程投入产出的影响不大,在可接受范围内。
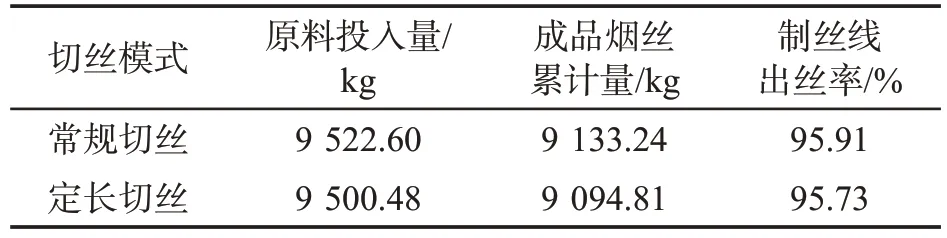
表2 不同切丝模式对投入产出的影响①Tab.2 Effects of cutting modes on yield of cut tobacco after cutting
2.3 不同切丝模式对烟丝结构的影响
共检测了15 批次烟丝常规切丝和40 mm 定长切丝模式后烟丝结构的变化情况,结果见表3。从表3 中可以看出,定长切丝明显提高了烟丝的中丝率和短丝率,碎丝率的比例虽然提高了约0.3 百分点,但仍在可接受范围内;填充值则变化不大。
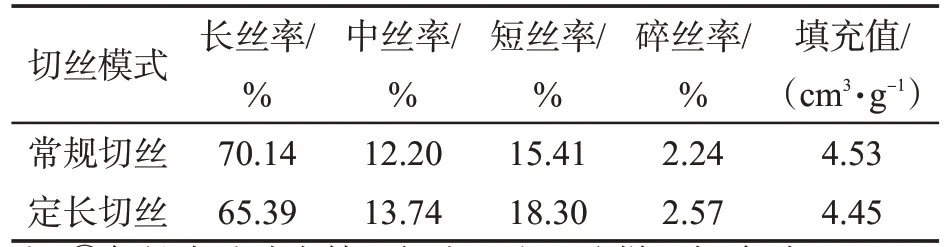
表3 不同切丝模式对烟丝结构的影响①Tab.3 Effects of cutting modes on cut tobacco structure
进一步分析切丝模式对烟丝特征尺寸和均匀性的影响,分别称取不同切丝模式烟丝各4 组,每组约0.5 g,将4 组相同切丝模式的烟丝进行3 次混匀后,取其中约四分之一进行图像分析,计算各面积范围内的累积比例,累积分布概率见图1 和图2,以烟丝宽度为0.9 mm 进行换算后,烟丝尺寸分布统计结果对比见表4。
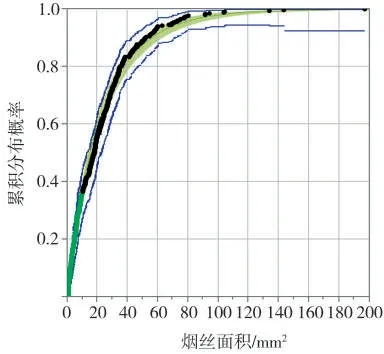
图1 常规切丝下烟丝面积分布累积概率Fig.1 Cumulative probability of cut tobacco area distribution under ordinary cutting mode
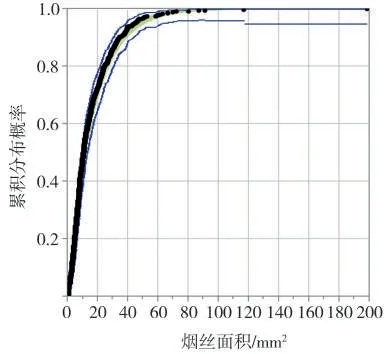
图2 40 mm 定长切丝模式下烟丝面积分布累积概率Fig.2 Cumulative probability of cut tobacco area distribution under 40 mm strand length cutting mode

表4 不同切丝模式下烟丝尺寸分布统计结果Tab.4 Statistical results of strand size distribution under different cutting modes
从图1、图2 和表4 中均可以看出40 mm 定长切丝模式下,烟丝结构各统计位置(如中位数、均值等)的数值均小于常规切丝。以中位数作为烟丝的特征尺寸,与常规切丝模式相比,采用40 mm定长切丝模式制得的烟丝的特征尺寸降低了41.45%。根据表4 中的烟丝尺寸均值和标准偏差可知,采用40 mm 定长切丝模式制得的烟丝均匀性更好。
2.4 不同切丝模式对烟支内密度分布的影响
对不同切丝模式下烟支内密度分布检测结果绘制曲线图,见图3。从图3 可以看出,在点燃端和接嘴端,两种切丝模式卷烟样品的密度比较接近;但在烟支中部,40 mm 定长切丝样品密度分布曲线平缓,而常规切丝的密度分布曲线波动较大,说明在烟支中部,40 mm 定长切丝样品的烟支内密度分布均匀性优于常规切丝样品。
为对比烟支中部密度分布的差异,计算两个压实点之间(图3 中点15 到点55)密度数值的标准偏差,常规切丝与40 mm 定长切丝烟支密度标准偏差分别为4.78、3.12 mg/cm3,采用40 mm 定长切丝后烟支压实点之间烟支密度数值的标准偏差降低了34.73%,说明烟支的均匀性明显提高。
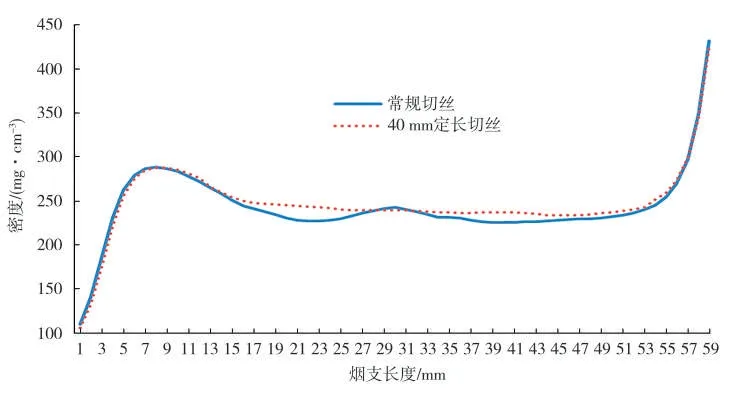
图3 不同切丝模式下烟支内烟丝密度分布图Fig.3 Cut tobacco density distribution in cigarettes under different cutting modes
2.5 不同切丝模式对卷接机台生产效率的影响
采用定长切丝后,烟丝结构发生了显著变化,特别是中丝率和短丝率明显增加,烟丝的填充均匀性也得到了改善,直接影响了卷接机台的工作效率。针对试验烟丝,分析2 组高速卷接机台的剔除情况,记录每个班次卷接机台的生产量和剔除量,分别统计常规切丝模式和40 mm 定长切丝模式运行3 个月的机台数据,结果见表5。
从表5 可以看出,与常规切丝模式相比,40 mm定长切丝模式下卷烟机台产量明显提高,烟支总剔除率明显下降,空头率也明显下降,卷接机生产更为顺畅,其中机台班次产量分别提高11.3%和6.3%,烟支总剔除率分别下降61.5%和18.1%,空头剔除率分别下降61.6%和12.0%。

表5 不同切丝模式对卷接机台剔除情况的影响Tab.5 Effects of cutting modes on cigarette rejecting of cigarette makers
分别收集2 组高速卷接机组卷制过程40 mm定长切丝和常规切丝各3 个班次的残烟并称重,同时记录机台产量,对比换算成标准含水率12%后的平均单箱(50 000 支)残烟量,结果见表6。从表6 可以看出,采用40 mm 定长切丝模式后,2 组卷接机台的平均单箱残烟量均较常规切丝模式有一定程度的下降,分别下降20.75%和18.84%。说明40 mm 定长切丝后的烟丝应用于高速卷接机可以明显减少烟支剔除量和残烟量,提高高速机台作业效率。

表6 不同切丝模式对卷接机台单箱残烟量的影响①Tab.6 Effects of cutting modes on defective cigarette rate of cigarette makers
2.6 不同切丝模式对卷烟物理指标的影响
将不同切丝模式下生产的卷烟,各跟踪4 个月,按照生产批次、日期和机台进行取样,进行物理指标检测,并与常规切丝模式进行对比,结果见表7。从表7 中可以看出,与常规切丝模式相比,采用40 mm 定长切丝模式后,卷烟的物理指标均值相近,但稳定性有明显提高。其中单支质量、开放吸阻的标准偏差均值分别降低13.2%、12.0%,硬度标准偏差下降0.8%。
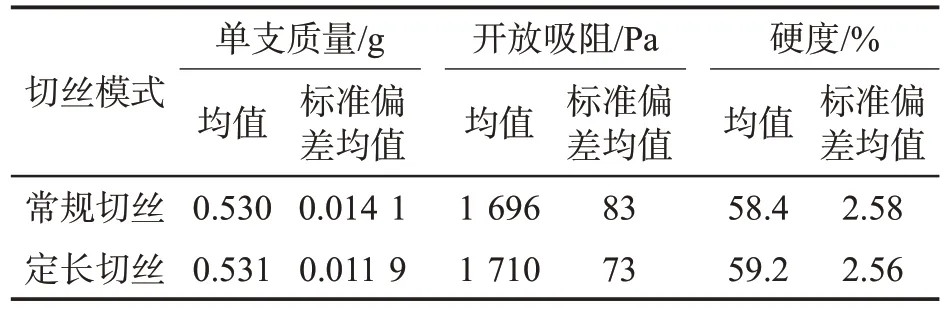
表7 不同切丝模式对卷烟物理指标的影响Tab.7 Effects of cutting modes on physical indexes of cigarette
对不同切丝模式卷烟物理指标标准偏差进行方差分析,结果见表8。从表8 中可知,不同切丝模式对卷烟单支质量标准偏差有极显著影响,对开放吸阻与硬度标准偏差有显著影响,结合上文分析结果,说明40 mm 定长切丝模式可以有效改善烟支单支质量的稳定性。
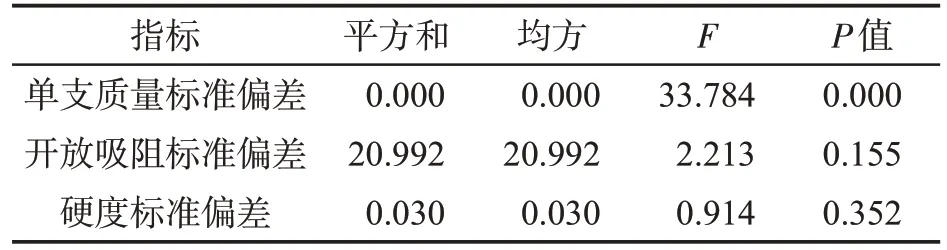
表8 不同切丝模式卷烟物理指标标准偏差方差分析结果Tab.8 ANOVA of standard deviation of physical indexes of cigarette under different cutting modes
2.7 不同切丝模式对主流烟气常规化学成分稳定性的影响
将不同切丝模式下生产的卷烟,各跟踪3 个月,按照生产批次、日期和机台进行取样,对主流烟气常规化学成分进行检测,分别以极差和标准偏差表征稳定性,分析批间样品烟气指标的稳定性,结果见表9。从表9 可以看出,与常规切丝模式相比,采用定长切丝模式后,烟气指标批间的稳定性有明显提高,焦油、烟碱、CO 的批间极差分别降低54.0%、65.5%和21.1%,标准偏差分别降低53.0%、44.4%和56.8%。
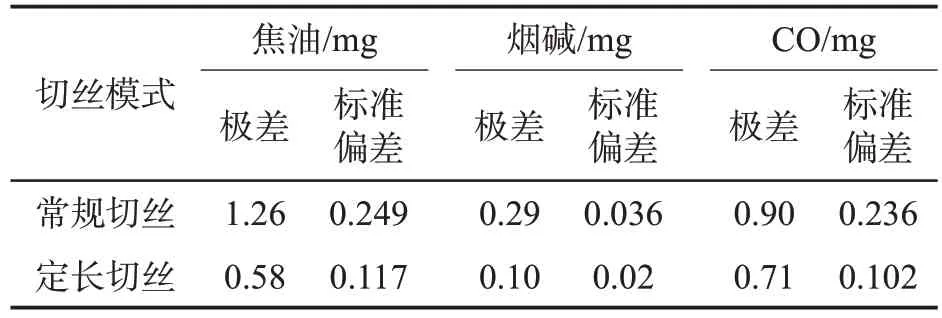
表9 不同切丝模式对卷烟主流烟气指标稳定性的影响Tab.9 Effects of cutting modes on consistency of mainstream cigarette smoke indexes
对不同切丝模式卷烟烟气指标标准偏差进行方差分析,结果见表10。从表10 中可知,不同切丝模式对主流烟气焦油标准偏差、一氧化碳标准偏差有显著影响,对主流烟气烟碱标准偏差无显著影响,结合上文分析结果,说明40 mm 定长切丝模式可以有效提高试验卷烟主流烟气中焦油、CO释放量的稳定性。

表10 40 mm 切丝模式烟气指标标准偏差方差分析结果Tab.10 ANOVA of standard deviation of cigarette smoke indexes under 40 mm strand length cutting mode
2.8 不同切丝模式对卷烟感官品质的影响
将不同切丝模式下生产的卷烟,各取2 条,邀请13 位具有烟草行业感官评吸资格的评吸员进行三点评吸,能够正确判断的2 位,未能正确判断的11 位,说明两种切丝模式下的卷烟产品感官质量是相对一致的。同时对样品进行了对比评吸,以常规切丝样品各分项值为基准,对定长切丝样品进行评价,结果见表11。从表11 中可以看出,采用40 mm 定长切丝模式后,卷烟的感官质量基本保持一致,但逐口抽吸的感官质量差异减小,前后的一致性有所提高。
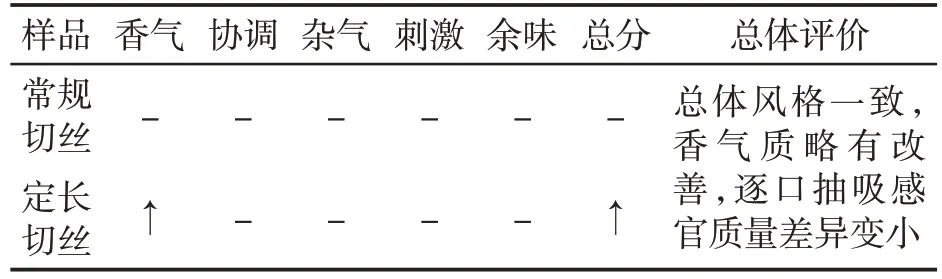
表11 试验样品对比评吸结果①Tab.11 Results of sensory evaluation of tested samples
3 结论
对比分析了常规切丝模式与40 mm 定长切丝模式对细支卷烟的烟丝结构、卷烟产品物理指标以及主流烟气常规化学成分的影响。研究表明:与常规切丝相比,40 mm 定长切丝未对切后叶丝的宽度产生明显影响,烟丝的中丝率、短丝率明显提高,特征尺寸下降了40.19%,碎丝率和填充值变化不大,烟丝均匀性明显改善;制丝过程造碎略有增加,出丝率下降0.18 百分点,细支卷烟机台作业效率明显提高,总剔除率和空头剔除率明显下降;细支卷烟中部烟支密度均匀性、物理指标稳定性和主流烟气指标批间的稳定性明显提高,其中单支质量、开放吸阻的标准偏差均值分别降低13.2%、12.0%,焦油、烟碱、CO 的批间极差分别降低54.0%、65.5%和21.1%,标准偏差分别降低53.0%、44.4%和56.8%;随着质量稳定性的提升,每口抽吸的感官差异变小。以上结果表明:40 mm定长切丝可以明显降低烟丝的特征尺寸、提高烟丝结构的均匀性,是提高细支卷烟的物理指标和常规烟气化学成分稳定性的有效手段之一,可以为细支卷烟质量控制提供技术参考。
猜你喜欢
——基于波特五力模型理论的视角
现代工业经济和信息化(2023年8期)2023-10-23 03:10:46
科技创新与应用(2022年21期)2022-07-19 12:05:52
中国新技术新产品(2022年24期)2022-03-24 03:07:32
装备制造技术(2021年12期)2021-04-23 01:41:14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
中国设备工程(2018年6期)2018-03-27 02:04:30
新商务周刊(2017年17期)2017-12-24 14:47:19
西南农业学报(2016年4期)2016-05-17 05:42:15
人间(2015年34期)2015-12-10 07:36:50
机电产品开发与创新(2014年5期)2014-03-11 16:42:35
