
基于PLC控制的机电一体化设备的安装与调试
2019-04-04 01:02刘现智
科学与财富 2019年6期
刘现智
摘 要:工业生产中自动化技术应用越来越广泛,生产过程中PLC、电脑、变频器以及触摸屏等不同智能工控设备的使用越来越多。可以说,PLC控制的机电一体化设备如何在实际生活中更好地进行应用已经成了现阶段我国的工业发展中最重视的话题。因此笔者结合自身工作实践,就PLC控制的机电一体化设备的安装与调试进行相关探讨,以供参考。
关键词:PLC控制;机电一体化设备;调试
PLC自动控制系统属于一种新型技术,融合了微电子技术、计算机软件技术、自动化控制技术等,具有极强的可靠性和抗干扰能力,同时具有体积小、安装维修便捷、接线数量少优势,在各大企业自动化生产线控制系统中应用非常广泛。在这样的基础上,开展基于PLC控制的机电一体化设备的安装与调试的研究十分必要。
一、PLC 的优势
(一)控制逻辑
PLC主要采用的是存储的逻辑,不仅可以现场连接的输入输出端,还可以进行控制逻辑、复杂的控制逻辑程序较长、连接少、体积小,PLC由大中型集成电路组成,功耗小。由于控制逻辑只与程序有关,当需要修改控制逻辑时,只需修改程序,不需要修改连接,灵活性和扩展性强。
(二)控制速度
在关于速度的控制方面,继电器主要是根据触点的相关机械动作来完成的。但是因为继电器完成触点的开闭过程大概需要几十毫秒的时间,相对而言较为缓慢,因此其工作效率不是很高。PLC是通过程序下达指令来进行控制速度的,其可以瞬间完成,工作时间十分短暂。
(三)可靠性和可维护性
继电器采用了机械触点和复杂的电线,在工作过程中可能会损坏自身的电弧,因此使用时限较短,可靠性和可维护性较差。但PLC主要采用的是先进的微电子技术,大量的开关动作都是通过非接触式半导体电路完成的,具有功耗小、寿命长、可靠性高等优点。
(四)逻辑电路的设计和完成
系统设计完成后,可同时进行现场电路连接和逻辑设计,包括继电器梯形图和程序设计。周期短,调试和修改非常方便。然后测试PLC设备正常工作,如设备工作异常,应检查排除故障。
二、生产线PLC控制程序介绍
(一)生产线PLC控制程序设计
在生产线PLC控制程序设计时,由于机电一体化设备在运行过程中,相关动作比较复杂,基本指令难以满足实际需求,而顺空指令具有思路清晰、层次分明、便于调试和修改的特性,因此,选择顺控指令编写程序无疑是最佳选。
(二)变频器参数设置、接线要点
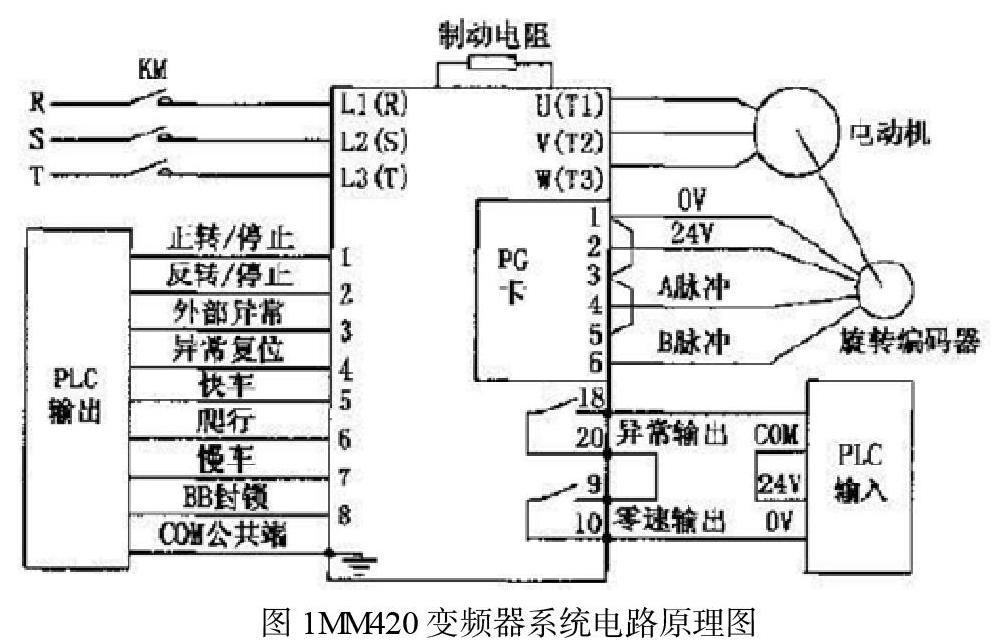
下面以西门子SIEMENS MM420变频器为例进行分析,对变频器的参数设置和接线要点进行分析。MM420变频器系统电路原理图:
(1)当P0010 30和P0970 1设置完成以后,等待3~5min之后再进行相关参数的设置。
(2)MM420变频器接线电源为三相电源,用L1、L2、L3PE表示。在具体接线过程中,保护接地线PE严禁和电源零线混淆连接,否则会导致进线位置的空气开关自动进行断电保护。
(3)圖1中U、V、W表示的MM420变频器电动机的联线,在具体连接过程当中U、V、W分别接82、83、84号线,而 L1、L2、L3PE表示则接81号线。
(4)在进行电动机调试前,把“5”W所示的按钮扭动左边,如果发现电动机反转,立即断电调换电动机的电源线,调试正常以后,扭动到右边。
(5)变频器的5、6、7、W 与 PLC的输出口有连线时,绝不允许拨动相应的钮子开关,以免两个电源叠加,烧坏变频器。
三、基于PLC控制的机电一体化设备的安装与调试的方法
(一)电路、气路的安装调试
(1)电路系统。基于PLC控制的机电一体化设备的安装过程中,电路系统的接线非常多,然后根据PLC和I/O电气设计原理图进行安装和调试。(2)输入线路的接线方式。在机电一体化设备PLC控制系统输入线路包括11个磁性开关、7个传感器、1启动按钮、1个停止按钮,其中磁性开关的蓝色线和DC24V相互连接,棕色线和PLC的I口相互连接。而传感器的蓝色线和DC24V的“-”号位置相互连接,棕色线和DC24V的“+”位置相互连接,黑色线和PLC的I口相互连接。(3)输出线路的连接方式。在机电一体化设备PLC 控制系统输入线路包括警示灯、蜂鸣器、转盘电机、变频器及机械手和推料部分的电磁阀。(4)电源单元和PLC单元的接线方式。PLC单元输入部分的电源主要由PLC本身所带的电源提供,而输出部分的电源则主要由用户本身电源来提供,通常情况下DC24V,3A开关电源就可以满足输入和输出总电源的需求。(5)线路在连接过程中的注意事项:首先,根据设计图所示,逐步连接,在进行DC24V电源线连接过程中,“-”段的连接线路最多,需要格外重视;其次,任何导线的插拔都需要在断电的状态下才能进行;最后,必须所有生产线路上的全部电气元件进行系统科学合理的检测,包括:传感器、磁性开关、电动机等。(6)电磁换向阀的安装。机电一体化设备PLC控制系统电磁换向阀主要安装会底座之上,同时在底座上设有三排通道,其中中间一排为进气通道和进气孔P相互连通,其他的两排则为排气通道和侧面的排空 R1 相互连接。
(二)气路系统安装方式
首先,控制PLC控制系统中压缩空气泵的压力在0.5~0.8MP左右;其次,科学合理设置过滤调节阀,并详细检测各个气管的连接方式是否牢固,压力表所指数的数值是否正确。
(三)PLC 设备的安装调试
(1)布线。PLC设备线路包括电源线、动力线、控制线、I/O线等,需要进行科学合理的配线,才能从根本上确保PLC设备运行的稳定性和可靠性。隔离变压设备安和PLC中I/O的连接采用双绞线进行连接,PLC相关设备要和电源之间有一定的距离,以减少电磁对PLC设备元件的干扰。PLC设备的输入和输出线路要分离开,接地电阻阻值的比较小于屏蔽层电阻的10%。同时,为最大限度上减小外界因素对PLC设备运行的影响,PLC设备的基本单元、拓展单元、不同功能模块的电缆连接线需要单独配置。(2)I/0线安装调试。I/0线的输入线路必须控制在30m之内,并避免使用常开点的方式和输入端口进行连接,同时在I/O线路安装过程中,要采用相应的防干扰措施,最常用的就是增设继电保护装置。在外电路配置过程中,要设置好与之相互对应的保护电路,避免不安全状况产生。
总之,机电一体化设备的发展是社会发展的客观需求,通过PLC控制,机电一体化设备,更智能,讨论安装和调试PLC改造、机电一体化设备的进一步应用。将相关技术应用于机电一体化设备,有利于机电一体化设备向智能化方向的进一步发展。
参考文献:
[1]童群.基于PLC机电一体化技术在数控机床中的应用探讨[J].中国设备工程,2018(17)
[2]梁镇杰,邓永强.对机电一体化设备安装调试的探讨[J/OL].机电工程技术,2018(S1)
猜你喜欢
电子制作(2018年12期)2018-08-01
中国核电(2017年1期)2017-05-17
电子制作(2017年19期)2017-02-02
建筑建材装饰(2016年11期)2016-12-29
科技创新与应用(2016年34期)2016-12-23
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年14期)2016-06-08
当代化工研究(2016年6期)2016-03-20
中国房地产业(2016年2期)2016-03-01
西部广播电视(2015年5期)2016-01-16
