密封圈低温压缩永久变形测量方法的研究
2019-03-26 04:21:34张敏霞章孟辉
分析测试技术与仪器 2019年1期
张敏霞,董 平,章孟辉
(浙江三花制冷集团有限公司 计量测试中心, 浙江 新昌 312500)
GB/T 7759国家标准规定了橡胶试块的测试方法[1-2],而实际空调、冷冻冷藏等系统中的阀门部件,使用的都是橡胶制品—密封圈. 因此,建立一套直接对密封圈进行质量控制和评价的方法是非常有意义的(特别是进行新品开发时). 为此,本试验室曾经参考GB/T 7759标准中装置原理,设计制作了一套手动式密封圈评价装置. 但该装置测试效率低、劳动强度大、测试误差大的问题一直没有得到彻底解决.
压缩永久变形是评价橡胶材料的主要方式之一,据了解目前国内各橡胶材料试验室均沿用老式评价装置和试验方法[3-4],对试验装置和方法研究改进的相对较少. 本文主要围绕试验装置和方法的改善,通过与光学、环境专家研讨,引入非接触式光学测量系统,改进了低温压缩永久变形的测量装置. 装置利用光学投影系统测量、传输并自动生成数据,通过重复性和比对验证,其准确可靠,达到了提高测量效率和实用价值的效果.
据考证,非接触式低温压缩永久变形测量方法的研究报道在国内属首次[5].
1 试验部分
1.1 测量系统组成及主要特点
测量系统主要由低温箱体、机械压缩装置、非接触式光学测量系统三大部分组成,如图1所示.

图1 测量系统装置示意图Fig. 1 Schematic diagram of measurement system(1)背光源,(2)低温箱体,(3)支架,(4)试样,(5)视觉相机,(6)计算机.
测量系统的主要特点:(1)过程可操作性强. 低温箱体设计了可视窗和带手套的操作手孔,可以在低温密闭环境中保压、释压、移动密封圈. 通过先进的非接触式光学测量系统软件自动测试并生成数据(每一个高度值都是通过测量和处理大量数据后自动给出,移动密封圈位置即可给出不同位置高度值),比国标用机械式测厚仪操作更方便、简单和全面.
(2)提高测试精度. 利用非接触式光学投影方法测量,每次均能准确定位最高点位置,使试验前后两次测量更加具有一致性和可比性. 通过快速测量不同密封圈位置取平均值的方式,得出更科学的密封圈高度,提高了数据的准确性、可靠性,远比用机械式测厚仪来测量密封圈的高度偏差小.
(3)测试效率提高. 测试系统如需要一次性测试多个密封圈样品,利用非接触式光学测量系统测试只需简单的更换样品、移动样品就能完成,很大程度上提高了工作效率,比国标手动方法每次只能测试1个样品效率提高很多.
(4)设备通用性强. 箱体结构与系统测试原理重新设计,压缩工装可以移动,非接触式光学测量系统为外置不占用低温箱空间. 该系统不仅可用于测试密封圈低温压缩永久变形,而且可用于测试高分子材料、颗粒物等样品的变形特性,放宽了样品尺寸要求,实现了一套系统多用途化测试.
1.2 试验方法
1.2.1 试验前准备
开启测量系统,在常温下测量密封圈的高度,需测量3个位置高度取平均值,记录数据h0. 将测量系统低温箱开至规定的试验温度并稳定. 根据压缩率为25%的计算公式,由h0计算出限制器高度hs. 将已测量高度的密封圈装入压缩装置中,在压缩装置上做好相应标识,用来识别密封圈序号. 将上述装好密封圈的压缩装置立即放入已稳定的低温箱中,放置时间为72 h.
1.2.2 测量过程
预先开启测量系统. 达到试验时间后,释放压缩装置,在低温环境中保持释放时间为30±3 min. 30 min后将密封圈放置在固定装置上测量密封圈高度. 需测量3个位置高度取平均值,记录数据h1. 利用计算公式(h0-h1)÷(h0-hs)×100%计算出结果. 其中,h0为样品初始高度(mm),h1为样品恢复后的高度(mm),hs为限制器的高度(mm),计算结果精确到1%.
1.2.3 注意事项
上紧压缩装置需注意上下两块装置不得出现移动现象,以免密封圈出现扭曲变形现象,而引入测量误差. 释放压缩装置及测量过程中,不得用手触碰样品,不得使样品暴露在常温空气中.
2 结果与讨论
表1和表2分别为A、B、C 3位人员的测试结果,每位人员分别对非接触式、接触式两种试验方法进行3次试验比对. 从测量系统变差(GRR)结果表明非接触式测量系统是可接受的,接触式测量系统则需改进.
非接触式[6](表1):
Ev=Rbar×K1=(Rabar+Rbbar+Rcbar)/3×K1=0.041;
Av=SQRT[(Xbardiff×K2)2-(Ev/ny)]=0.078;
GRR= SQRT[(Ev)2+(Av)2]=8.81%.
(1)
根据误差低于10%判定准则,该测量系统可接受.
接触式(表2):
Ev=Rbar×K1=(Rabar+Rbbar+Rcbar)/3×K1=0.193;
Av=SQRT[(Xbardiff×K2)2-(Ev/ny)]=0.335;
GRR=SQRT[(Ev)2+(Av)2]=38.67%.
(2)
根据误差超过30%判定准则,该测量系统需改进.
式(1)、(2)中:Ev-设备变差;Av-评价人变差;

表1 非接触式-可重复性与再现性分析数据表Table 1 Untouchable type-repeatability and reproducibility analysis data table
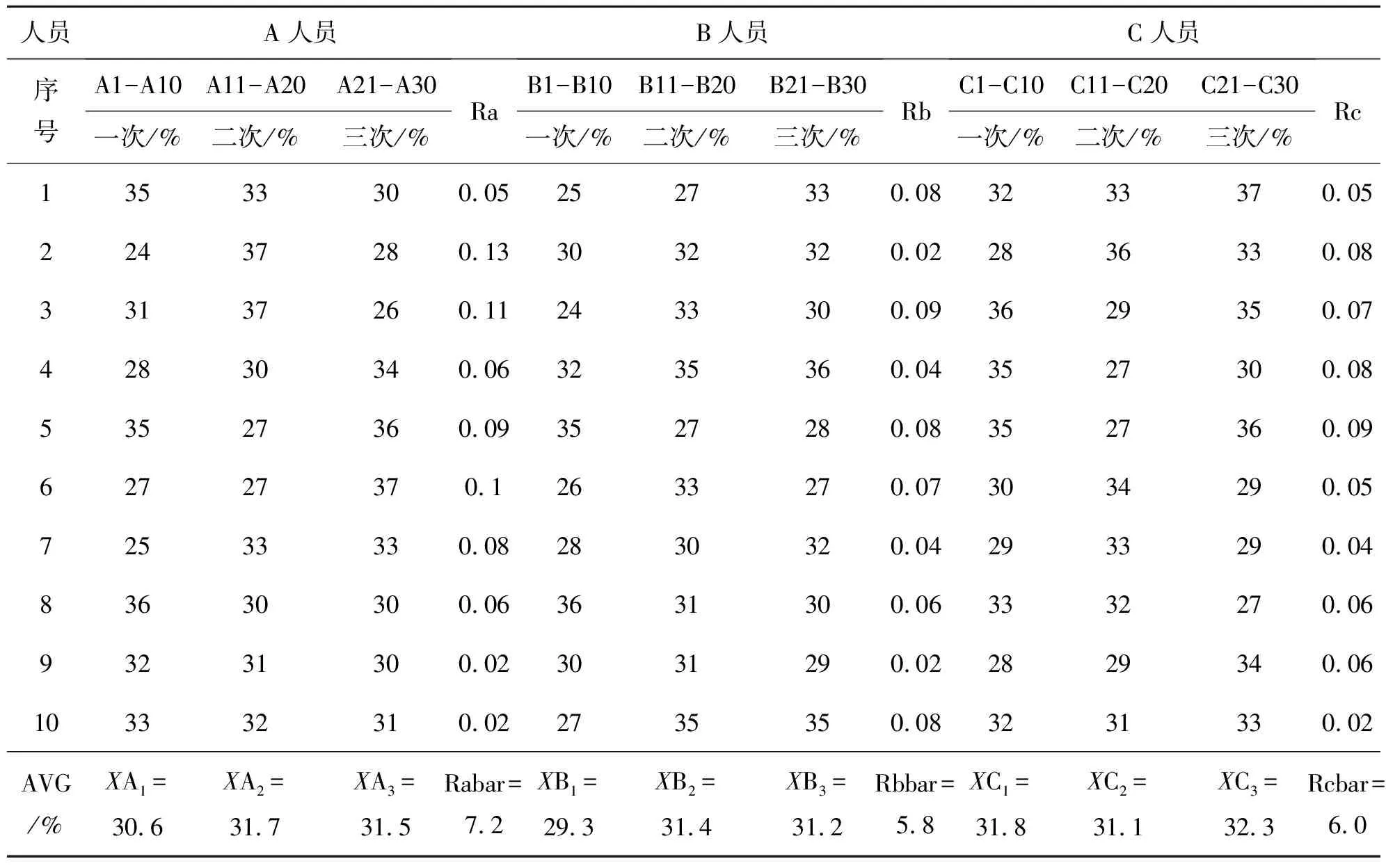
表2 接触式-可重复性与再现性分析数据表Table 2 Touchable type-repeatability and reproducibility analysis data table
Rbar-所有人极差均值;Rabar-a人员极差均值;Rbbar-b人员极差均值;Rcbar-c人员极差均值;K1-查常数(如表3所列);K2-查常数(如表4所列);n-样品数;y-试验次数;Xbardiff-评价人均值的最大差异;GRR-测量系统变差.
其中:Rabar=avg(Ra1~Ra10),Rbbar=avg(Rb1~Rb10),Rcbar=avg(Rc1~Rc10),Xbardiff=MAX(XA1-A3,XB1-B3,XC1-C3)-MIN(XA1-A3,XB1-B3,XC1-C3).

表3 试验次数Table 3 Number of tests

表4 评价人数Table 4 Number of appraisers
说明:(1)以上比对样品高度经过筛选(筛选后样品实际尺寸为1.89~1.91 mm),且所有样品均为同一厂家,同一型号;(2)因为低温压缩永久变形后样品不能回弹至初始状态,所以“Ev、Av”分析时考虑通过增加样品数量来代替试验次数“y”(1组10个样品作为1次),同时样品数量“n”仍按10只计算[6].
3 结论
本文开发了非接触式光学测量系统. 利用该系统替代了传统的机械式测厚仪测量方法,颠覆了传统意义上的手动操作,利用非接触式光学测量系统测量,每次均能准确定位最高点位置,使试验前后两次测量更加具有一致性和可比性,更能突出非接触式光学测量系统重复性和再现性,均远远优于传统的机械式测厚仪测量. 同时在测试效率和实用价值方面,非接触式光学测量系统也有了很大突破,可以对同一个点读取大量的数据来保证数据的正确性,而机械式测厚仪测试同一个点时无法保证每次测试数据一致性,也不能保证每次均测试在同一个点上,这就是非接触式光学测量系统与传统的机械式测厚仪测量差别.
本文意在倡导设计新的产品要求时,应该选择相关性更强、重复性与再现性更好的项目,选择与产品功能联系更多的测量方法,同时不断更新研究低成本、高效率的测量方法.
猜你喜欢
真空与低温(2022年6期)2023-01-06 07:33:20
初中生学习指导·中考版(2022年4期)2022-05-12 00:12:51
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16 05:32:06
现代塑料加工应用(2021年5期)2021-02-28 08:18:04
山东冶金(2019年2期)2019-05-11 09:12:24
劳动保护(2018年8期)2018-09-12 01:16:18
中国塑料(2016年8期)2016-06-27 06:34:54
橡胶工业(2015年11期)2015-08-01 09:08:58
橡胶工业(2015年3期)2015-07-29 08:24:10
发明与创新(2015年30期)2015-02-27 10:39:49