三焊缝爬焊-电磁焊焊接隧道防水板工艺研究
2019-03-26 08:11:30薛燕飞
铁道建筑技术 2019年11期
薛燕飞 冯 爱
(1.中铁十七局集团有限公司 山西太原 030006;2.中铁十七局集团第五工程有限公司 山西太原 030032)
1 引言
铁路、公路隧道及引水隧道开挖中,不可避免地会遇到隧道围岩渗水、漏水等工程问题,这不仅影响隧道正常开挖,而且会损害隧道衬砌结构的质量[1],如不及时处理更会危及后期安全运营。为解决隧道围岩裂隙水对工程施工及工程质量的影响,除需要对围岩裂隙水进行排导外,更需要采取合理的封堵措施,防止裂隙水不断渗出[2]。大量的工程实践表明,铺设柔性防水板对大面积封堵隧道渗水、漏水最为有效。防水板的施工质量对隧道是否渗漏水起到决定性的作用。
对于柔性防水板的焊接传统工艺主要有自带绑带防水板挂接工艺、热熔热风焊接工艺以及超声波焊接工艺。对于防水板搭接焊缝焊接工艺主要有单焊缝焊接工艺和双焊缝焊接工艺。申百囤[3]认为绑带挂设工艺无法有效保证防水板与围岩紧贴,很容易造成二衬背后脱空或厚度不足的工程质量问题。曹德庆[4]认为热熔热风焊接工艺对作业人员的技术要求高,若把握不好焊接的温度、力度和时间,很容易会造成防水板焊穿、焊焦、焊接不牢固的质量问题。刘继鹏[5]认为传统防水板与混凝土面的密贴性较差,在凹凸不平整的初支面上容易形成空鼓,对隧道防水和结构安全有不利的影响,采用反粘式防水板可取得不错的粘接效果。周洋[6]认为传统的自带绑带、热风热熔焊接工艺不仅施工效率低下,而且焊接质量和外观效果均无法满足工程要求。近年来推广的超声波焊接工艺虽在一定程度上改善了防水板焊接质量差的弊端,但仍然存在焊穿、焊焦、焊接不牢固及工效低的问题。此外,单焊缝、双焊缝焊接防水板搭接缝工艺容易出现虚焊、漏焊等质量问题。
2 工程概况
中铁十七局集团承建的新建川藏铁路拉萨至林芝段站前工程LLZQ-11标,位于西藏自治区东南部,地处雅鲁藏布江桑加峡谷地貌,两岸均为极高山。地形起伏较大,隧道进出口段均位于冰川沟内的缓坡,坡度为5°~10°。线路长38.3 km,其中隧道4.5座,长度34.3 km,占线路长度的89.6%。隧道地处喜马拉雅山山脉,地质构造发育,穿越多条活动断裂带,围岩节理发育,季节性融雪导致地下围岩裂隙水资源丰富,多座隧道有突水、涌泥、围岩渗漏水的危险,施工风险性高。
3 三焊缝爬焊-电磁焊焊接技术介绍
三焊缝爬焊机焊接技术和电磁焊接技术结合使用,充分发挥两种新技术的优点,对提高防水板的焊接质量、降低施工成本有重要的意义。
3.1 三焊缝爬焊-电磁焊焊接设备介绍
防水板搭接焊缝采用三焊缝爬焊机,整机质量为6.1 kg,见图1;防水板热熔垫片焊接采用电磁焊枪焊接,焊枪质量为1.1 kg,见图2。

图1 三焊缝爬焊机

图2 电磁焊枪
3.2 焊接原理
(1)三焊缝爬焊机焊接原理
三焊缝爬焊焊接技术采用了先进的热楔式结构,通过对爬焊机表头调节来控制加热温度,由电热板中的电热管对加热板进行加热,确保加热板均匀受热,将热量传递给上下防水板,使其表面熔融。然后加热板迅速退出,上下两片防水板在硅胶胶轮的挤压下迅速熔合、固化合为一体,防水板搭接焊接完成。三焊缝爬焊机焊接原理见图3。
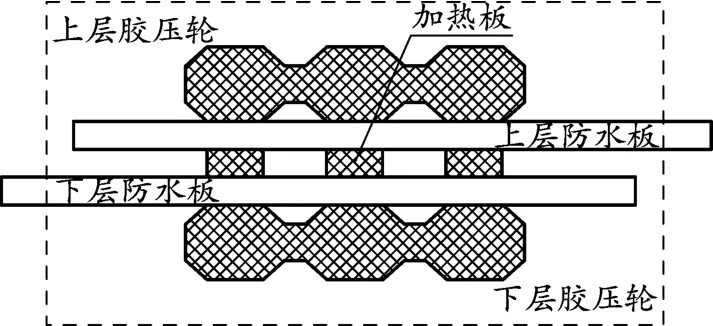
图3 三焊缝爬焊机焊接原理
(2)电磁焊焊接原理
电磁焊焊接利用的是电磁感应原理加热的方法。电磁焊机主要由机箱、电磁焊枪以及附属材料热熔垫片三部分组成。具体焊接原理为:通过调节机箱电位器档位来设定焊接加热温度,机箱将工频交流电转化为高频交流电,再由电磁枪中的电磁加热线圈将交变的电场转化成交变的磁场,热熔垫片中的铁网片在交变的磁场作用下产生涡流发热,铁网片在热熔垫片和防水板中间均匀发热,达到无损焊接的目的。电磁焊焊接原理见图4。
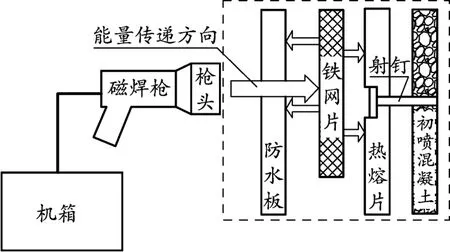
图4 电磁焊焊接原理
3.3 技术特点
3.3.1 三焊缝爬焊机焊接技术特点
三焊缝爬焊机焊接技术焊接面积大,可有效避免虚焊、漏焊现象,大大提高了焊接强度,同时加宽了焊接胶轮两侧的距离;三焊缝爬焊设备在行走时更加稳定,在保证焊接质量的同时提高了焊接效率。
3.3.2 电磁焊焊接技术特点
(1)焊接牢靠,无损母材
电磁焊焊接技术通过电磁感应加热原理,均匀加热,通过调节电位器档位设定加热温度,大大降低了防水板的破坏程度,很难出现焊穿、焊焦的现象。
(2)突破局限,高效节能
电磁焊突破了传统超声波焊接技术对焊接材料的局限性,可实现对 PE、PVC、HDPE、LDPE、EVA以及加VA阻燃防水板等多种可熔性高分子材料的焊接。此外,电磁焊不仅节约了热熔焊所需的预热等待时间,同时,设备能量转换率高,降低施工电耗,高效节能。
(3)提高工效,降低成本
电磁焊采用面焊的方式一次性焊接,大大提高了焊接速度。此外,由于电磁焊能保证一次焊接质量,也大大提高了施工工效,降低了施工成本。
(4)工艺简单,易于推广
传统焊接工艺对施工人员的技能要求高,而电磁焊采用电磁感应加热原理,均匀加热面焊,可实现智能控制焊接,大大降低对施工人员的技能要求,十分有利于普及推广。
4 工艺流程及施工要点
4.1 工艺流程
三焊缝爬焊-电磁焊焊接隧道防水板施工工艺流程见图5。
4.2 施工工艺及要点
4.2.1 施工准备
做好对作业人员的培训及技术交底;进行精确测量放样;在洞外开阔场地检查防水板质量,并依据测量数据完成所需防水板的截取和拼接工作后卷起备用;准备电磁焊所需的专用红色垫片;防水板台架就位[7]。
4.2.2 隧道轮廓检查与初支基面处理
防水板铺设前应按设计要求检查隧道净空轮廓是否符合要求,凿除或填补不平整初支面直至满足铺设要求,切除并封堵好初支面锚杆和钢筋网露头[8]。
4.2.3 土工布铺设
初支面经检测合格后,开始安设纵环向盲管,并按设计要求铺设土工布,相邻土工布搭接宽度不小于5 cm,并保证专用热熔垫片的间距为拱部0.5~0.8 m、边墙0.8~1.0 m,用射钉将其和土工布平顺地固定在初支面上[9]。铺设效果见图6。

图6 土工布铺设效果
4.2.4 三焊缝爬焊机/电磁焊机开机试焊
(1)三焊缝爬焊机开机试焊。打开电源开关,输入220 V/50 Hz交流电,调节控制旋转按钮,依据防水板材料进行试焊以选择合理的焊接温度。
(2)电磁焊机开机试焊。接通电源,输入220 V/50 Hz交流电,调节电位器档位,依据防水板材料试焊选择合理档位。一般设置为第8档,焊接时间约为2 s。
4.2.5 防水板铺设
防水板铺设应从拱顶隧道中线分别向两侧拱脚铺设,相邻防水板之间要确保搭接宽度为150 mm;铺设应平顺,松紧应适度并留有余量[10]。铺设效果见图7。

图7 防水板铺设效果
4.2.6 三焊缝爬焊机和电磁焊施工要点
(1)三焊缝爬焊机焊接施工要点
正式施焊前必须进行试焊,防水板搭接缝焊接完成后应进行焊缝充气检查。焊接不合格或强度不足,要进行焊接加强。
(2)电磁焊焊接施工要点
正式施焊前必须进行试焊,电磁压焊从拱部向边墙逐排、逐点焊接,焊接完成后用湿毛巾快速冷却焊缝。
5 与传统焊接技术的主要经济技术指标对比
5.1 防水板焊接施工效率对比
(1)防水板搭接焊缝焊接施工效率对比
三焊缝爬焊机原理上与以往施工采用的双焊缝爬焊机加热原理相同,虽在胶轮设计上进行改进,一定程度上提高了焊接速度,但是,二者效率相比差异依旧很小可忽略不计。但是三焊缝的设计大大增加了焊接面积,解决了以往爬焊机容易出现的虚焊、漏焊问题,极大降低了返焊率,提高了焊接施工效率。
(2)防水板热熔垫片焊接施工效率对比
根据现场实际操作及以往工程经验,电磁焊不仅节省了热风热熔焊预热时间[12],而且,电磁焊采用面接触焊接,节省了热风热熔焊、超声波焊焊点多次融合和保压时间,且反焊率也大幅降低,整体工效是热风热熔焊的6倍,是超声波焊的2倍。具体工效对比如表1所示。
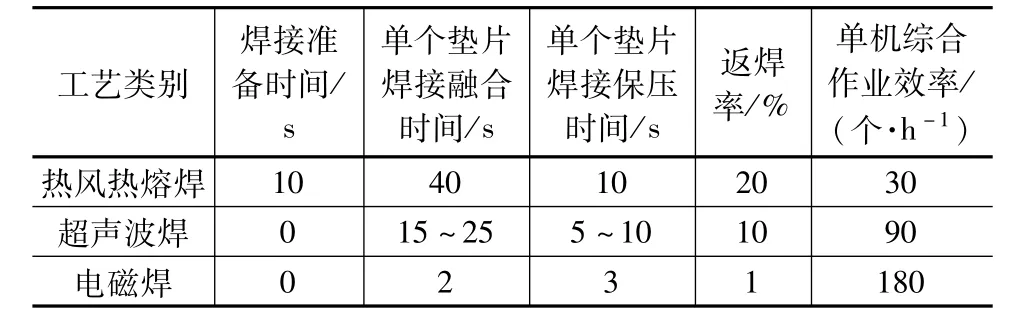
表1 热熔垫片不同焊接工艺施工效率对比
5.2 防水板施工成本对比
(1)防水板搭接焊缝焊接施工成本对比
三焊缝爬焊机焊接工艺较以往单焊缝、双焊缝爬焊机焊接工艺在焊接质量上得到充分保证,但成本降低效果不明显,可忽略不计。
(2)防水板热熔垫片焊接施工成本对比
传统的热风热熔焊和超声波焊均采用点接触焊接工艺,焊接面积小[11]。为保证焊接强度不得不减小热熔垫片的间距,这不仅会使热熔垫片材料消耗成本增加,同时由于热熔垫片增密,又会导致热熔垫片的固定、焊接等后续工作量的增加,且焊接工效低,一次焊接质量无法保证,返焊率高,造成后续劳动成本和电耗的增加,经济效益低。而电磁焊采用面接触型焊接,虽然使用专用的热熔垫片,单价较普通热熔垫片高,但是由于单片专用热熔垫片的焊接面积大,能保证焊接强度,可适当加宽热熔垫片的间距,减少热熔垫片的消耗,且焊接工效高,一次焊接质量保证率高,几乎不用返焊,减少了后续劳动成本消耗和电耗,进而降低整体施工成本。
通过实际工程对比,电磁焊每板二衬较热风热熔焊经济效益提高31.9%,较超声波焊经济效益提高15.3%,效益提高十分明显,值得推广应用。
5.3 防水板施工质量对比
(1)防水板搭接焊缝焊接施工质量对比
三焊缝爬焊由原来双焊缝变为三焊缝,焊缝由原来16mm增加到20mm,中间检测缝由原来的11mm增加到22.5 mm,焊接面积增大,有效避免了虚焊、漏焊现象,大大提高了焊接强度。防水板搭接焊缝不同焊接工艺效果对比见图8~图9。
图8 三焊缝爬焊机焊接效果

图9 双焊缝爬焊机焊接效果
(2)防水板热熔垫片焊接施工质量对比
电磁焊采用面接触型焊接,而传统的热风热熔焊接和超声波焊是点接触型[12]。单片热熔垫片电磁微波焊的焊接面积是传统的热风热熔焊接和超声波焊接的15倍,大大提高了防水板的焊接强度,同时又由于受热均匀,对防水板损伤极小,有效解决了以往焊接技术容易焊焦、焊穿、焊接强度不足导致返焊率高的问题。
5.4 防水板可焊性对比
三焊缝爬焊机、磁焊枪对一切可熔塑料防水板都可以焊接,包括PVC与加Va的一切塑料,因而受材料类型的约束小,使用范围广;而超声波焊机要求塑料具备一定的共振特性才能焊接,对材料类型要求较高,存在一定的局限性。
6 结束语
三焊缝爬焊机采用先进的热楔式加热模式且三焊缝的设计大大增加了焊接面积,避免了以往爬焊机容易出现虚焊、漏焊的现象,保证了防水板搭接缝的施工质量,极大降低了返焊率,提高了施工效率;电磁焊采用电磁感应加热原理焊接防水板,通过设置合理的焊接参数,可达到无损焊接的目的,从根本上解决了传统焊接技术易焊穿、焊焦、焊接不牢固的质量通病,保证了防水板热熔垫片的焊接质量,具备一次焊接质量保证率高、焊接面积大、返焊率低、施工效率高、成本低且对作业人员的业务水平要求低等显著优点。此外,三焊缝爬焊、电磁焊兼具突破防水板材料的限制,适用范围广的优点。因此,三焊缝爬焊-电磁焊焊接施工工艺是一项十分值得大力推广应用的防水板焊接新技术。
猜你喜欢
中学生数理化·中考版(2021年9期)2021-11-20 06:17:36
电站辅机(2021年2期)2021-08-19 00:33:16
石油沥青(2021年2期)2021-07-21 07:39:50
石油沥青(2018年4期)2018-08-31 02:29:38
橡塑技术与装备(2018年14期)2018-07-20 03:22:00
焊接(2016年1期)2016-02-27 12:59:40
金属加工(热加工)(2015年11期)2015-11-16 06:04:26
橡胶工业(2015年8期)2015-07-29 09:22:46
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53