
烟用接装原纸伸缩率的影响因素及控制
2019-03-20 03:19:58伊财富杨菊红
中国造纸 2019年2期
伊财富 杨菊红 徐 冰
(浙江恒达新材料股份有限公司,浙江衢州,324401)
伸缩率是指纸张浸于水中或在不同湿度下增湿或减湿时尺寸的相对变化,以尺寸的增减对试样原来尺寸的百分率表示[1]。不同用途的纸张对伸缩率的要求不同。作为印刷用纸的烟用接装原纸就需要有小的伸缩率,因为其伸缩率直接影响到后续印刷套色的稳定性。纸张的伸缩率过高,印刷过程中纸张的变形大,就会产生套印失准、画面失真等问题,从而影响印刷效果[2]。因此,了解纸张伸缩率的影响因素和控制好纸张的伸缩率来提高产品质量显得尤为重要。根据GB/T 459—2002《纸和纸板伸缩性的测定》对烟用接装原纸伸缩率进行测定,伸缩率皆为横向伸缩率。本文主要讨论了烟用接装原纸伸缩率的影响因素及控制。
1 烟用接装原纸伸缩率的影响因素
1.1 浆种对伸缩率的影响
在伸缩率的众多影响因素中,原料对伸缩率的影响最大。浙江恒达新材料股份有限公司生产的烟用接装原纸的原料为漂白硫酸盐针叶木浆和漂白硫酸盐阔叶木浆。针对同一制浆方法而言,针叶木浆抄造纸张的伸缩率大于阔叶木浆抄造纸张的伸缩率。这是因为针叶木纤维相对较长,干燥更容易使纤维发生卷曲。由法国Techpap公司生产的Morfi Compact纤维形态分析仪是一台纤维质量专用检测设备。该设备可以快速、准确地自动测定纤维、纤维束和细小纤维形态的一系列参数,如纤维长度、纤维宽度、纤维粗度、扭结纤维的百分含量、卷曲纤维的百分含量、纤维分丝帚化程度和细小纤维的百分含量等。对不同种类的阔叶木浆纤维形态进行分析,纤维形态分析结果如表1所示。
从表1中可以看出,1#桉木湿浆的扭结纤维百分含量及卷曲纤维百分含量明显低于3#和4#两种桉木浆,其原因可能是湿浆纤维未经过干燥。2#混浆则由于浆板薄且干度低,扭结纤维百分含量及卷曲纤维百分含量稍高于湿浆,并且2#混浆因其本身掺有少量针叶木,所以其纤维长度最长且宽度也最大。湿浆未经过干燥,纤维处于润胀状态,故其宽度也较大。干浆由于经过抄纸机网部脱水,因此细小纤维流失大,纤维长度较湿浆长。
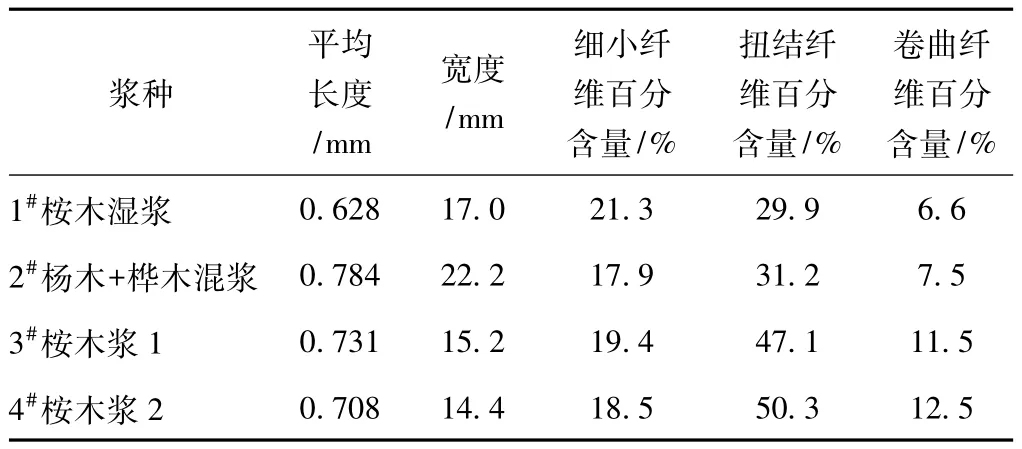
表1 不同种类阔叶木浆纤维形态分析结果
图1为4种阔叶木浆的纤维形态图,测试仪器为日本奥林巴斯公司生产的金相显微镜BX53M。奥林巴斯BX53M作为新一代高精度智能化工业显微镜,具有更先进的成像系统,改进的LED照明和直观的控制以及舒适操作等新特征。此外,BX53M还实现了良好的人机交互。在观察过程中,BX53M可以直接对标本图像进行管理和存储。
在针叶木浆、阔叶木浆配比相同的条件下,不同种类的阔叶木浆搭配同一种针叶木浆其成纸抗张强度与伸缩率的情况也不同,其结果见表2。从表2中可以看出,使用1#湿浆替代3#和4#浆后,成纸的伸缩率明显下降,抗张强度也明显降低。使用1#湿浆及2#混浆替代3#和4#浆后,成纸的伸缩率也较低但其抗张强度却显著升高了。2#混浆与1#湿浆以适宜的配比搭配,弥补了湿浆由于纤维长度短而引起强度偏低的缺点。结合表1和表2的数据得出,选择扭结纤维百分含量及卷曲纤维百分含量低的浆种进行抄造,生产出的纸张伸缩率显然低于使用扭结纤维百分含量及卷曲纤维百分含量高的浆种所抄的纸。

表2 不同种类阔叶木浆对成纸抗张强度与伸缩率的影响
1.2 打浆度对伸缩率的影响
打浆会使纤维出现弯曲、扭曲、卷曲、撕裂、压溃、吸水润胀和细纤维化等现象[3]。一般情况下,纸张的伸缩率都是随着打浆度的降低而减小的。在降低打浆度的同时,透气度则随之增大,但成纸的匀度变差。由于烟用接装原纸的伸缩率、透气度和抗张强度等主要性能指标与浆料打浆度之间的关系互相矛盾、互相制约,图2所示为打浆度与横向伸缩率及透气度的关系。从图2可以看出,打浆度在64~67°SR左右时,伸缩率非常低,但透气度大,因此成纸匀度也较差;打浆度在70~73°SR左右时,伸缩率明显提高,透气度减小,虽然成纸匀度较好,但由于打浆度高,使抄纸脱水缓慢,所需真空度增大,纸张针孔眼明显增多,强度也下降;因此控制打浆度在67~70°SR左右,纸张伸缩率和透气度均适中,成纸强度较好。

图1 4种阔叶木浆的纤维形态图
1.3 加填对伸缩率的影响
填料是一种无机物,本身不可压缩、不可变形。填料的加入可以填补纸张表面的空隙,减少纤维之间的结合力,在干燥时需要较低的温度,减少了纸张的伸缩率[4]。轻质碳酸钙 (PCC)是一种成本低,具有一定的不透明度,可以作为烟用接装原纸的填料,PCC晶体形态多呈菱形或纺锤形。抄造纸张时填料也不宜加入过多,否则会影响纸张的表面强度,易出现掉毛掉粉现象,还会使纸张纤维间的结合不均匀,纸张出现翘曲现象。灰分含量与伸缩率的关系如图3所示。从图3可以看出,纸张灰分含量越低,伸缩率越高。随着灰分含量的升高,伸缩率有所降低,但降低的幅度不是很大,因为灰分含量在15%左右时,有轻微掉毛掉粉现象。综合考虑纸张的各项物理性能指标,选择灰分含量在13%~14%加填为宜。
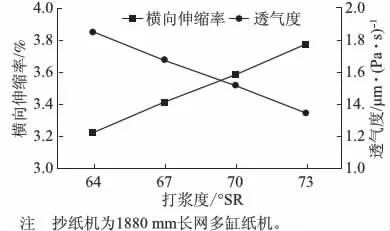
图2 打浆度与横向伸缩率及透气度的关系
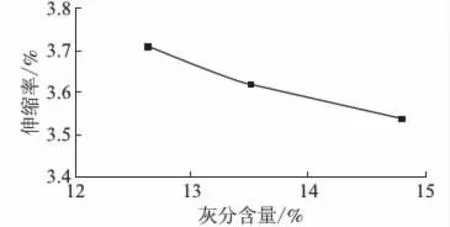
图3 灰分含量与伸缩率的关系
1.4 纸机抄造方面对伸缩率的影响
纸张在网部成形时,调整好浆网速比,可以有效减少纤维纵向排列的数量,达到降低纸张伸缩变形的目的。合理控制好纸张在干燥部的张力,不使纸张拉得过紧,也会减少纸张的收缩。在整个纸机上,纸张的横向收缩以干燥部最大,调整好干燥温度曲线,不使纸张干燥过快,也对减小伸缩有帮助,但以不影响纸机的抄造条件为前提。
2 结论
讨论了影响烟用接装原纸伸缩率的几个因素及控制。纸机抄造过程中,浆料的选择、填料的用量、纸机各部位参数的调节对纸张伸缩率都有比较大的影响。
2.1 浆料的种类对烟用接装原纸的伸缩率影响较大;不同种类阔叶木浆中,选择扭结纤维百分含量及卷曲纤维百分含量最小的1#湿浆最佳。
2.2 在打浆环节中,通过对不同打浆度下成纸伸缩率的影响进行研究,伸缩率随着打浆度的下降而减小,并且趋势非常明显。但是打浆度也不能过低,否则与之成反比的透气度指标又无法达标。结果表明,打浆度控制在67~70°SR最佳。
2.3 填料的加入量也与伸缩率有着不容忽视的影响。纸张灰分增加,伸缩率略有减小;但灰分含量也不能过大,否则会出现掉毛掉粉问题,影响后续的印刷。
猜你喜欢
中国造纸学报(2022年1期)2022-05-13 03:57:54
小资CHIC!ELEGANCE(2021年41期)2021-11-08 09:43:22
云南化工(2020年11期)2021-01-14 00:50:44
现代营销(创富信息版)(2018年10期)2018-10-12 03:01:38
造纸化学品(2015年2期)2015-11-04 06:03:22
印刷技术·包装装潢(2014年5期)2014-08-27 16:56:19
中国造纸(2014年1期)2014-03-01 02:10:11
中国造纸(2014年1期)2014-03-01 02:10:11
中国烟草学报(2012年6期)2012-04-09 07:41:40
中国烟草学报(2012年4期)2012-04-09 07:11:24
