基于最佳投影识别法的聚全氟乙丙烯生产工艺优化
2019-03-18 06:22卢凯亮蒋若宁赵洪涛李军巍陆文聪
上海大学学报(自然科学版) 2019年1期
徐 潇, 卢凯亮, 蒋若宁, 赵洪涛, 李军巍, 陆文聪,
(1. 上海大学理学院, 上海200444; 2. 上海大学材料基因工程组工程研究院, 上海200444;3. 上海华谊信息技术有限公司, 上海200025; 4. 上海三爱富新材料有限公司, 上海200025)
聚全氟乙丙烯(fluorinated ethylene propylene,FEP)是将四氟乙烯和六氟丙烯以一定的配比共聚合而得到的聚合物. 聚全氟乙丙烯是可熔融加工氟树脂系列产品中最早确定的品种, 其工作温度范围在−190 ∼205◦C. 在诸多有机氟树脂产品中, FEP 是热塑性树脂, 加工性能好,有较好的耐高低温性能和化学稳定性. FEP 还具有较出色的电绝缘性能和易加工性能、低火焰蔓延和低烟雾产生的特性, 可用作电线、电缆中的绝缘材料. FEP树脂的粘度和熔融指数与其分子量大小有关, 不同熔融指数级别的树脂有不同的用途, 如熔融指数大于2.0 g/10 min 的挤出料绝大部分用在高温、射频、计算机及特种电线电缆的加工生产; 熔融指数在1.0∼2.0 g/10 min 范围的模压料用于换热器管、泵、阀内衬的制作[1-7]. 因此, 为提高企业生产的经济效益, 在实际生产过程中FEP 树脂以熔融指数作为产品质量控制标准, 故需要提高FEP 的熔融指数的生产达标率. 上海三爱富新材料有限公司的FEP 装置采用了分布式控制系统, 并已经积累了丰富的生产数据, 为基于数据挖掘的生产优化提供了可能. 在实际生产过程中FEP 工况受温度、压力、流量、气体成分等多种因素的影响, 而目前这些工艺参数基本上根据经验确定, 使得FEP 的熔融指数的生产达标率不尽如人意, 因此优化潜力较大.
统计模式识别是工业优化和工业故障诊断的有效工具, 但是不同的统计模式识别方法可以产生不同的模式识别分类投影图, 如何从众多的投影图中由计算机快速自动地选出一个最佳的分类投影图, 是工业优化过程中自动建模的前提条件.
本工作根据上海三爱富新材料有限公司FEP 装置的实际生产情况, 利用本工作提出的最佳投影识别(optimal projection recognition, OPR)方法[8], 解决了计算机自动选择最佳模式识别投影图的问题, 进而建立熔融指数与有关工艺参数间关系的数学模型, 以此优化生产装置的操作工艺条件, 从而提高企业的经济效益.
1 聚全氟乙丙烯生产工艺
FEP 是四氟乙烯(tetrafluoroethy lene, TFE)与六氟丙烯(hexafluroprogylene, HFP)单体共聚而制得的聚合物, 其聚合反应是在卧式反应器内进行的, 反应器带有恒温夹套和搅拌器.反应前, 在聚合反应器中加入四氯乙烯和六氟丙烯单体、引发剂与调节剂. 在反应过程中, 四氟乙烯和引发剂不断加入反应器中. 当反应温度小于100◦C、压力小于2.0 MPa 时, 反应速率可通过四氟乙烯的加入速率、反应压力和搅拌速率来控制. 搅拌影响气相含氟单体向水溶液中扩散传质, 聚合介质中生成的聚合物颗粒以胶粒状分散在水相中, 通过强力搅拌可获得凝聚的聚合物颗粒. 当完成共聚合反应后, 把聚合物料送入脱气器中, 并将聚合粉末从未反应的单体中分离出来. 随后, 聚合粉末从容器中倒出, 经过筛分、造粒, 最后进行包装. 未反应的单体经过回收处理并分析合格后, 再在以后的FEP 共聚合反应中重新加入参加反应[9-10].
2 最佳投影识别法
统计模式识别是数据挖掘技术的主要方法之一, 为实现统计模式识别方法的自动建模, 需要从不同方法所得众多的投影图中由计算机自动选出一个最佳的模式识别分类投影图(2 维投影面).
不同的统计模式识别方法因计算原理不同可以得到不同分类结果的投影图, 即使同一种统计模式识别方法也可能有不同的投影方向, 如主成分分析方法可以得到M(M −1)/2 个不同的投影图, 其中M 为特征变量数. 为此, 本工作提出最佳投影识别(optimal projection recognition, OPR)法, 用以探寻分类最佳的2 维投影面, 其原理是通过若干统计模式识别投影(本工作应用了主成分分析、Fisher 判别矢量、偏最小二乘和线性球映射等投影)计算后, 在各隐含的投影平面上用迭代法搜索出一个分类最佳的投影图(2 维投影面), 即在该投影图上将优类样本聚集在一定范围内, 且劣类样本混入优化区(优类样本分布范围)的数量尽可能少.
例如, 对于2 类样本的分类问题, 设第一类样本(通常设定为优类样本)的数目为N1, 第二类样本(通常设定为差类样本)的数目为N2. 如果在某个投影面上第一类样本的分布区域内混入了N3个第二类样本(最好的情况是N3= 0, 最差的情况是N3= N2), 那么定义2 维投影图对于优类样本的正确识别率P =N1/(N1+N3), 而OPR 法将给出P 最大(相应的N3最小)的那个2 维投影面. 本工作提出的OPR 法可以自动获得最佳分类投影图以及优化区(优类样本分布范围)的边界方程[11].
3 聚全氟乙丙烯的工艺优化模型
3.1 收集生产数据
本工作收集了上海三爱富新材料有限公司FEP 装置的生产数据, 根据用户指定的要求,产品的目标熔融指数有3 个分布范围, 因此需要收集如下3 组生产数据分布进行建模.
(1) 第一组数据(58 个样本). 聚全氟乙丙烯生产的目标熔融指数要求分布在0.8∼1.5 范围内. 将产品熔融指数分布在该范围内的样本设定为优类样本(达标样本), 样本中共有28 个; 熔融指数在0.8 以下和1.5 以上的定为劣类样本, 共有30 个.
(2) 第二组数据(90 个样本). 聚全氟乙丙烯生产的目标熔融指数要求分布在2.5∼3.5 范围内. 将产品熔融指数分布在该范围内的样本设定为优类样本(达标样本), 样本中共有45 个; 熔融指数在2.5 以下和3.5 以上的定为劣类样本, 共有45 个.
(3) 第三组数据(79 个样本). 聚全氟乙丙烯生产的目标熔融指数要求分布在4.5∼5.5 范围内. 将产品熔融指数分布在该范围内的样本设定为优类样本(达标样本), 样本中共有35 个; 熔融指数在4.5 以下和5.5 以上的定为劣类样本, 共有44 个.
3 组数据收集的自变量均有初始单体组成(C1)、补加单体组成(C2)、初始单体加入量(W1)和补加单体加入量(W2).
3.2 建立优化模型
3.2.1 第一组数据建模
以聚全氟乙丙烯产品是否达标为目标变量Y(达标Y =1; 不达标Y =2), 以C1, C2, W1,W2为模式识别特征变量, 经最佳投影识别计算, 得到如图1 所示的模式识别最佳投影分类图(对应于主成分分析(principal component analysis, PCA)方法的第一主成分PCA(1)和第二主成分PCA(2)构成的投影图), 发现有明显的统计分布规律, 2 个主成分所解释的方差占比为85.3%. 图1 中的矩形区域为优类样本分布区, 其中优类样本约占95.45%, 远高于总样本中优类样本所占比例(48.28%). 如果使生产控制在优化区内, 则所得优类样本的比例将显著提高.图1 中优类样本的分布范围(亦称优化区)可由如下联立方程组表示:

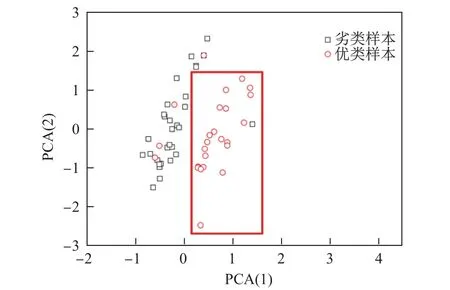
图1 第一组数据最佳投影图Fig.1 Optimal projection recognition of the first set of data
3.2.2 第二组数据建模
以聚全氟乙丙烯产品是否达标为目标变量Y(达标Y =1; 不达标Y =2), 以C1, C2, W1,W2为模式识别特征变量, 经最佳投影识别计算, 得到如图2 所示的模式识别最佳投影分类图(对应于主成分分析方法的第一主成分PCA(1)和第二主成分PCA(2)构成的投影图), 发现有明显的统计分布规律, 2 个主成分所解释的方差占比为84.5%. 图2 中的矩形区域为优类样本分布区, 其中优类样本约占68.97%, 高于总样本中优类样本所占比例(50%). 如果使生产控制在优化区内, 则所得优类样本的比例将显著提高. 图2 中优类样本的分布范围(亦称优化区)可由如下联立方程组表示:

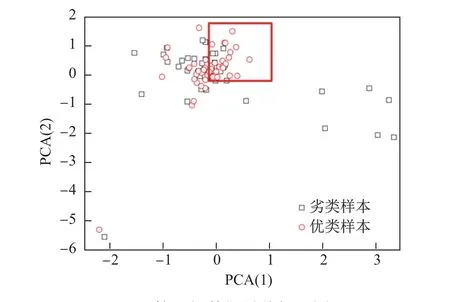
图2 第二组数据最佳投影图Fig.2 Optimal projection recognition of the second set of data
3.2.3 第三组数据建模
以聚全氟乙丙烯产品是否达标为目标变量Y(达标Y =1; 不达标Y =2), 以C1, C2, W1,W2为模式识别特征变量, 经最佳投影识别计算, 得到如图3 所示的模式识别最佳投影分类图(对应于主成分分析方法的第一主成分PCA(1)和第二主成分PCA(2)构成的投影图), 发现有明显的统计分布规律, 2 个主成分所解释的方差占比为84.6%. 图3 中的矩形区域为优类样本分布区, 其中优类样本约占70%, 远高于总样本中优类样本所占比例(44.3%). 如果生产控制在优化区内, 则所得优类样本的比例将显著提高. 图3 中优类样本的分布范围(亦称优化区)可由下列联立方程组表示:

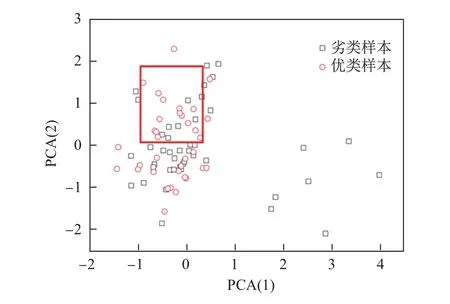
图3 第三组数据最佳投影图Fig.3 Optimal projection recognition of the third set of data
3.3 特征变量的优化范围
一个确定各组数据中特征变量优化范围的简单方法是分别选取其最佳投影图中优化区间内若干个典型代表点, 然后求出其分布范围的平均值, 即可求得特征变量的优化范围(见表1).
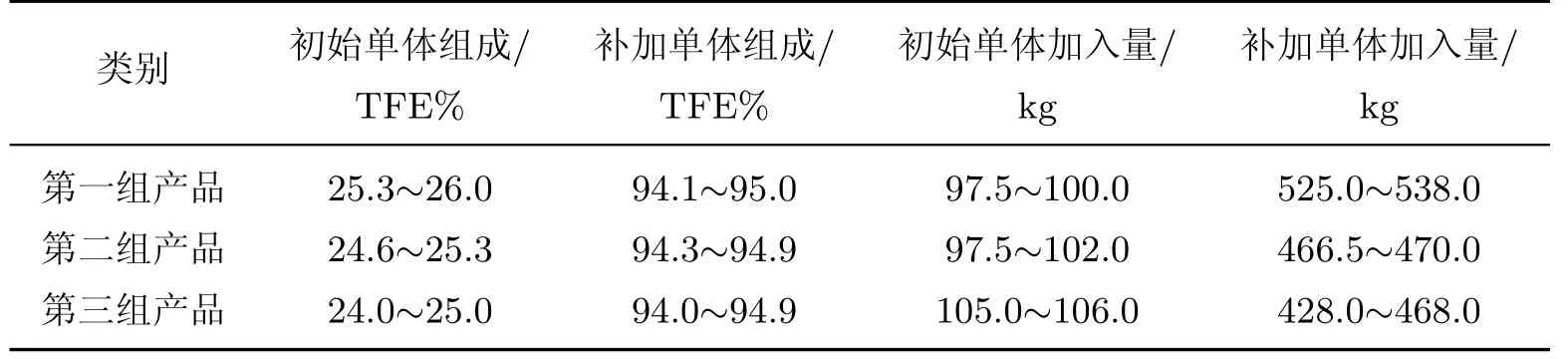
表1 各组产品的特征变量优化范围Table1 Optimization range of characteristic variables for each group of products
4 结束语
本工作提出的OPR 法能从不同建模方法所得众多的模式识别投影图中自动获得分类效果最好的投影图, 不仅解决了最佳模式识别分类投影图的选取中存在的客观性问题, 而且还解决了模式识别调优的自动化问题, 特别是OPR 法可自动得到优化控制区的判别方程式, 能根据实时特征变量诊断产品是否达标. 将该方法用于优化聚全氟乙丙烯生产工艺, 可提高产品熔融指数的合格率. 因此, OPR 法作为自动模式识别建模方法可望在化工生产自动化和模式识别调优中得到广泛的应用.
猜你喜欢
大众文艺(2022年16期)2022-09-07
中国民族美术(2021年4期)2021-07-14
数学物理学报(2021年1期)2021-03-29
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
农药科学与管理(2019年5期)2019-08-13
学生天地·小学低年级版(2019年5期)2019-06-05
学生天地(2019年15期)2019-05-05
画刊(2018年2期)2018-03-06
中成药(2017年10期)2017-11-16
智能系统学报(2017年5期)2017-01-22