
转筒干燥机抄板撒料过程模拟及抄板优化
2019-03-09 02:08尹凤交赵改菊王寿权柴本银
山东化工 2019年3期
尹凤交,杜 滨,赵改菊,王寿权,柴本银,吴 静
(1.山东天力能源股份有限公司,山东 济南 250101;2.山东省科学院能源研究所,山东 济南 250013;3.华能山东石岛湾核电有限公司,山东 荣成 264300)
在工业生产中,转筒干燥机是一种常见的干燥设备,其主要由回转圆筒和内部抄板构成,结构比较简单[1]。转筒干燥机内物料的干燥过程是物料在转筒内撒落与热风接触,物料吸收热量水分蒸发使得物料脱水干燥[2]。抄板一般被用来强化物料与热气流的热交换,因此通过正确选择抄板的形式结构可以提高转筒干燥机热效率[3-4]。与实验研究相比,计算机模拟抄板撒料过程更加方便、直观,故计算机模拟常常用来改造和优化抄板的结构[5]。
笔者建立了转筒干燥机转动过程中抄板的持料量和撒料模型,并通过MATLAB编程考察了抄板安装角和抄板类型对抄板倾尽角和撒料均匀度的影响,进而对抄板结构进行了优化,为转筒干燥机抄板的设计提供参考。
1 抄板持料量和撒料模型的建立
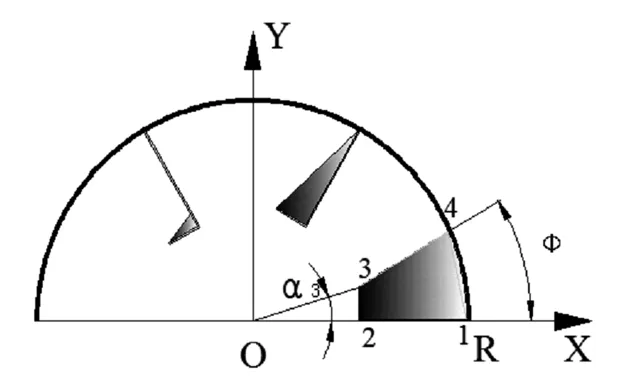
图1 转筒截面坐标图
针对抄板的持料量和撒料模型,国内外专家学者做了非常多的研究工作,也提出了众多算法[6-8],各种算法的区别主要是抄板上物料截面积的计算。持料量可以用截面积、抄板长度及物料密度的乘积表示,撒料过程则可看作是转动过程中物料截面积的减小[1-4]。如图1所示,抄板上物料的截面积是抄板位置、抄板几何尺寸、转筒负荷和物料动态休止角的函数[9]。
假设物料为自由流动的颗粒,则转动过程中抄板上的物料自由表面与水平线的夹角一直为动态休止角,Glikin和Schofield推导出的动态休止角的计算公式[9]如下所示:
其中:φ-物料的动态休止角,rad;μ-动态摩擦系数;R3-抄板末端与圆心之间的距离,m;g-重力加速度,m/s2;ω-转筒转动角速度,rad/s;θ-抄板转角,rad;α3-θ=0°抄板端点的水平夹角,rad。
抄板的几何尺寸是在设计中设定的,抄板的截面轮廓可用分段的直线和曲线方程来表示。举例:直角抄板按图中坐标随着转筒干燥机的转动,1点、2点、3点及4点的坐标可以用R、θ、α3的函数表示,可以得出随着转筒转动,抄板的持料量可用下面公式表示:

其中:ρb-物料的堆积密度,kg/m3;L-抄板的长度m;R-转筒的半径,m;R2-2点与转筒圆心的距离,m;α2-θ=0°时2点的水平夹角,rad。
2 模型中各参数的确定
2.1 休止角
运动休止角虽然是抄板模型中的重要参数但是很难测量,当颗粒运动速度不高时可用静态休止角代替。注入法和排出法是测定静态休止角的两种方法。本文采用注入法测量了直径10mm的污泥颗粒在含水率为75%时的休止角为70°。
2.2 抄板类型和尺寸

表1 模型中所涉及的抄板类型和尺寸
为了简化计算过程,本文模型中选取转筒半径为1m。
3 结果及分析
3.1 安装角对倾尽角的影响
抄板倾尽角是指当抄板上物料倾倒完毕时,抄板所转过的角度,抄板转过的角度越大,物料在整个上半周面上的撒料越均匀。本文选择一段型抄板(抄板1)带入模型进行研究,模拟结果如图2所示。

图2 一段式抄板不同安装角时倾料曲线
由图2可知,随着安装角的增大一段式抄板抄板倾尽角增大,但当安装角增大为120°时,倾尽角也仅为100°,在整个上半周面上还是不能均匀撒料。
3.2 抄板类型对倾尽角的影响
由图3可以看出,三种类型抄板的倾尽角:圆弧抄板>折弯抄板>一段型。在不改变抄板安装角的情况下,可改变抄板末端的结构来改变倾尽角的大小。比较抄板转角为零时抄板末段与转筒壁面的夹角可以发现,抄板转角越大倾尽角越大。在设计抄板结构时,设计人员应该在保证撒料均匀的同时,使抄板末端与转筒壁面夹角尽量大于180°。
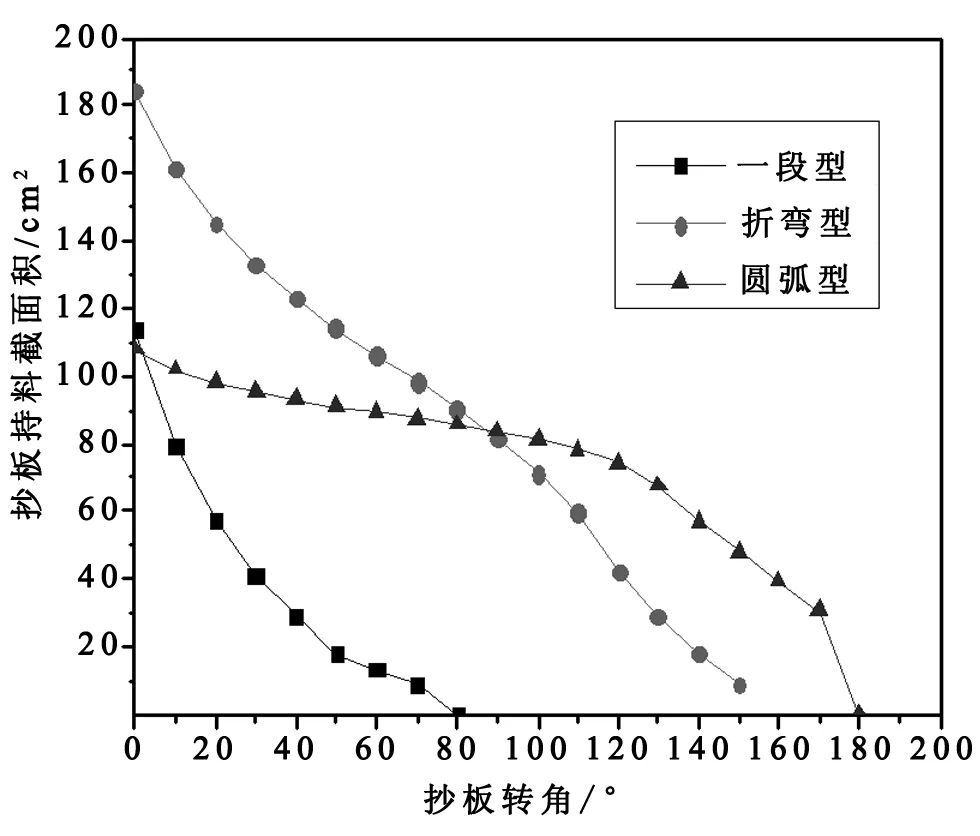
图3 90°安装角时不同抄板类型的倾料曲线
3.3 不同抄板类型对撒料均匀度的影响

图4 不同类型抄板的撒料均匀度比较
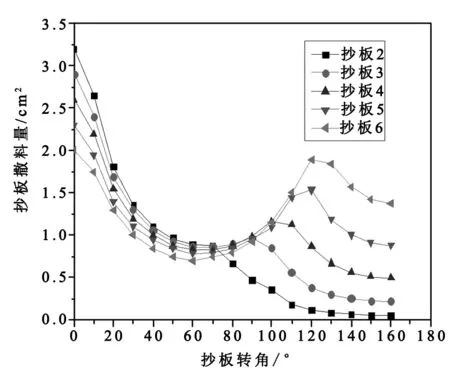
图5 不同尺寸折弯抄板撒料均匀度比较
为使物料充分与热气流接触,按照撒料的合理性,撒料量应与所在位置的落料高度成正比[10-12]。物料在转筒干燥机的上半圆周抛洒下来,落料高度在90°时最大,在0°和180°时最小。图4和图5为不同类型和尺寸的抄板撒料均匀度比较图。
由图4可以看出,一段型抄板的撒料均匀性最差,圆弧型抄板撒料也不合理。相比之下,折弯型抄板的撒料规律相对较好,两端撒料量较少,中间段撒料量较多,初始阶段撒料量也很大。于是进一步考察了不同尺寸折弯抄板的撒料规律,如图5所示。随着末段尺寸的增大,抄板的初始撒料量逐渐减小,终了撒料量逐渐增多,中间撒料量峰值向后推移,只改变抄板末端尺寸不能达到合理撒料的目的。
4 抄板的结构优化
通过模型研究可以发现:抄板在各处的撒料量与抄板上持料截面的物料自由表面长度有密切的关系,当物料自由表面长度与该位置的落料路程成正比时,撒料量最合理,而物料的自由表面长度完全可以通过设计抄板结构来控制。
设抄板转过的角度为θ,此时物料的自由表面长度为l(θ),落料高度为h(θ),抄板末端在θ=0°时的坐标为(re,0),转筒的半径为R,则由在转动过程中抄板末端e点的坐标可得,
(3)
假设物料自由表面长度与落料高度成正比,比例系数为 ,即
h(θ)=k·l(θ)
(4)
物料自由表面在横截面的交线由抄板轮廓和转筒壁面围成,通过改变抄板的轮廓,可以使物料的自由表面与其相交的交线长度和落料高度成正比。通过选取恰当的比例系数即可得到抄板的轮廓曲线,假定抄板不动,物料的自由表面相对转动。设物料的休止角为φ,抄板的轮廓坐标为(xc,yc),则(xc,yc)可以通过下面方程组求出:

通过联立(4)、(5)、(6),选取恰当的 值即可得到抄板的轮廓曲线。将转筒半径为1 m,物料休止角为70°,抄板末端坐标为(0.2,0),带入到模型中,可得当k=8.7时,抄板轮廓线与转筒内壁相交,此时抄板的轮廓曲线如图6所示。
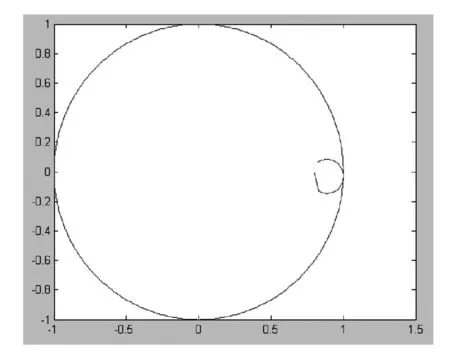
图6 抄板的轮廓曲线

图7 改进后的抄板结构
由此得到的抄板轮廓与王文周[12]提到的三弧抄板极为相似,新型抄板的撒料很均匀,但当抄板位于转筒干燥机筒底抄料的时候,入口就显得过于狭窄不方便物料的进出,所以这种抄板需要在入口处加以改进。将抄板与筒壁接触点进行改进,抄板的下部与壁面固定连接,抄板上部与内壁是铰链连接如图7所示。抄板向转筒干燥机底部运动时,铰链连接部分会因为重力的作用向下张开,保证物料的抄起,解决了入口处进出料难的问题。
5 小结
(1)建立了转筒转动过程中抄板的持料量和撒料模型,采用抄板持料截面积来表示持料量,截面积的变化量来表示撒料量。
(2)倾尽角主要受到抄板末段结构的影响,抄板转角为零时抄板末段与转筒壁面的夹角越大,倾尽角越大;在撒料均匀度方面,圆弧型优于折弯型,折弯型优于一段型,不能达到撒料量与落料空间成正比的合理撒料状态。
(3)物料自由表面长度与该位置的落料路程成正比时,撒料量最合理,物料的自由表面长度可以通过设计抄板结构来控制,以此指导编程实现了对抄板结构的优化。
猜你喜欢
设备管理与维修(2022年1期)2022-03-10
北京航空航天大学学报(2021年9期)2021-11-02
天然气化工—C1化学与化工(2021年4期)2021-09-14
劳动保护(2020年9期)2020-11-22
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
中国设备工程(2018年8期)2018-05-07
山东工业技术(2016年15期)2016-12-01
振动工程学报(2014年2期)2014-03-01
