
一种新型上销的设计与研发
2019-02-26 08:13罗斌
纺织器材 2019年1期
罗 斌
(常德经纬摇架科技有限公司,湖南 常德 415004)
0 引言
上销是重要的纺纱牵伸用专件,由其与下罗拉组成的钳口压力的稳定性对成纱质量有重要影响。近年来,棉纺企业纺纱工艺要求不断变化,使上销结构也随之改进,但基本还是钳口压力固定式。特殊纺纱工艺需要调整上销弹簧压力时,则须对上销进行人工拆装,费时、费工且成本高;上销片弹簧持久性较差,受压状态下工作约4 a~5 a,压力会大幅衰减,严重影响正常纺纱[1-2]。
针对纺企反映的需求,一种新型上销应运而生,虽然该上销仅适用于YJ200/210型细纱摇架,但其设计理念为我们开辟了一种全新的思路。
1 普通上销结构分析
上销一般由挡板、片弹簧和回转架构成,通过摇架加压杆作用于上销片弹簧,利用杠杆压力配比原理提供上销钳口压力[3-4]。金属上销和碳纤上销的主要结构分别见图1、图2。
金属上销、碳纤上销存在以下问题。
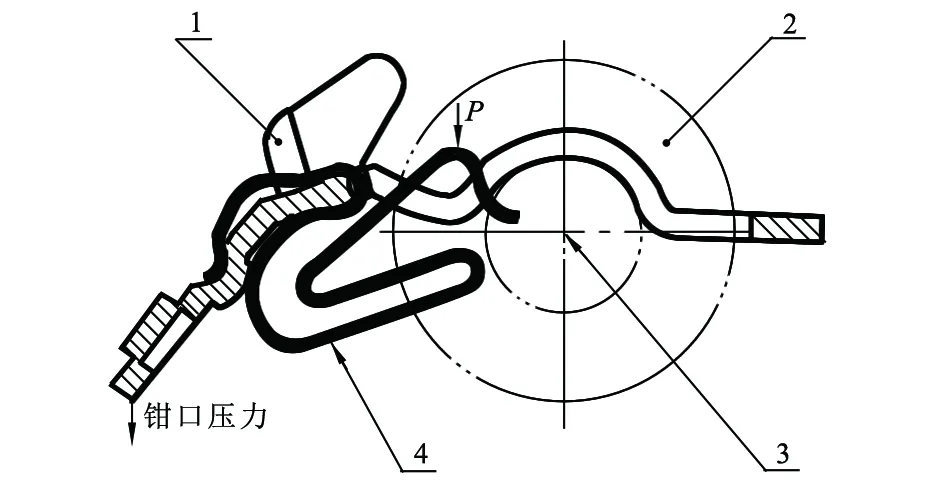
1—挡板;2—铁辊;3—支点;4—片弹簧。图1 金属上销结构
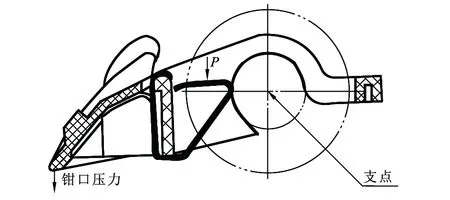
图2 碳纤上销结构
a) 压力不可调
摇架工作状态及加压结合件下压高度确定,则压力P和钳口压力确定;但不同纺纱工艺和品种,要求的钳口压力不同,应根据需要更换上销弹簧,费时费工,以至多数纺企只能用一种压力去适应所有纺纱工艺,导致纺纱数据和成纱质量不理想。
b) 压力不稳定且持久性差
目前,上销用片弹簧多是由厚度为6 mm的弹簧钢经压弯热处理工艺制造,其压力一致性较差,极差约为±7 N,如SX2-6839D型上销利用杠杆比原理可计算出钳口处压力差约为3.7 N。片弹簧的结构则导致了上销的压力持久性较差。
2 SX200型上销设计原理
针对上述问题,设计新型上销必须满足:① 压力可调,以实现不同的纺纱工艺用上销片弹簧压力易于调整;② 压力持久稳定,采用更为成熟的螺旋弹簧替代原片弹簧结构。
SX200型上销(专利号:201520442227.1)正是基于以上要求而设计的,其结构见图3。
该上销压力源为螺旋弹簧,其制造工艺成熟度及精度明显优于片弹簧,且最终压力集中、稳定性好、使用时效长;根据纺纱工艺的不同,利用旋转调压块改变工作时的压力档位,轻松调整钳口压力,最大化地满足纺纱工艺的多变性要求。实验测试得出:该上销压力极差为±1.5 N,反映在钳口上只有±0.4 N,钳口压力一致性优于现有上销。
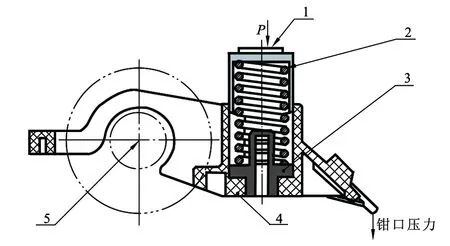
1—顶块;2—螺旋压缩弹簧;3—上调压块;4—下调压块与回转架一体;5—支点。图3 SX200型上销结构
上、下调压块之间通过螺旋面配合,下调压块中部设有中心轴,上调压块中部设有供该中心轴穿过的中心孔,通过旋转上调压块以调节两调压块之间的距离。上调压块围绕轴旋转,当上销中部的顶块与摇架接触后,顶块将摇架的压力作用于螺旋弹簧,使螺旋弹簧压缩变形;根据力与力的反作用原理,摇架的压力传递于上销,上销带动上销钳口将压力作用于牵伸平面中的纱线,实现上销纺纱牵伸作用。当需要改变上销钳口的压力时,可通过旋转上调压块,使之上移固定单位高度h,从而使螺旋弹簧固定压缩单位长度h。由于螺旋弹簧刚度恒定,故上调压块每向上旋转一个台阶,则上销钳口的压力增加值为kh(k为螺旋弹簧刚度),从而实现对上销钳口的精确调压。
该上销用螺旋弹簧替代片簧,两档压力随时可调、压力稳定性更高。一档压力采用较常用的75 N,二档采用95 N,最大化满足纺纱工艺要求。
3 SX200型上销试纺实践
西安某知名棉纺企业纺C9.7tex纱,配以2.5 mm隔距块,分别使用SX2-6833型压力棒上销、SX200型上销(1档压力)和SX200型上销(2档压力)时,同锭成纱质量测试数据如表1所示。
表1 不同上销同锭成纱质量测试数据对比
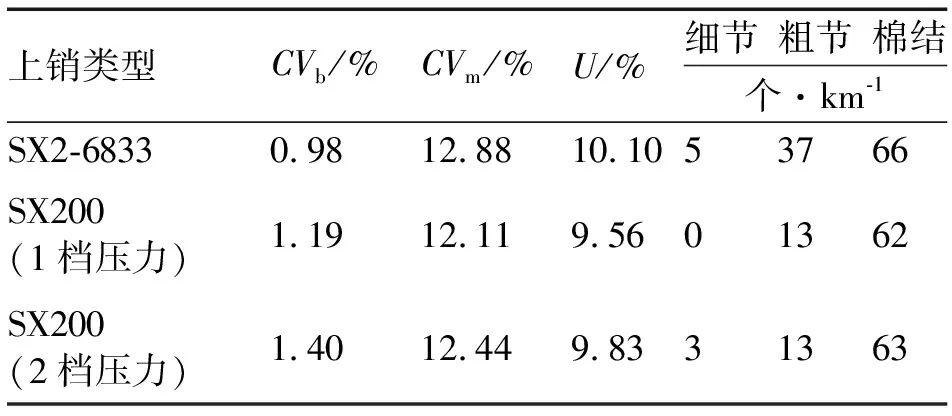
上销类型CVb/%CVm/%U/%细节粗节棉结个·km-1SX2-68330.9812.8810.1053766SX200(1档压力)1.1912.119.5601362SX200(2档压力)1.4012.449.8331363
由表1可知,该上销纺C 9.7 tex纱的成纱质量提高较明显。
4 结语
SX200型上销钳口压力稳定、可调,使用寿命长,成纱质量稳定,能满足棉纺高端用户的纺纱工艺要求,对上销产品的设计开发有参考价值。针对不同的纺纱品种和工艺,其所需的钳口压力也不同,不同纺纱工艺具体配置哪种压力档位能够得到最优化的纺纱数据须进一步探索。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
一重技术(2021年5期)2022-01-18
重型机械(2020年4期)2020-06-29
纺织器材(2020年1期)2020-03-24
国际纺织导报(2019年2期)2019-05-30
现代冶金(2018年1期)2018-04-08
汽车实用技术(2016年1期)2016-12-24
大型铸锻件(2015年4期)2016-01-12
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
汽车零部件(2015年5期)2015-01-03
