Q370R钢制液氨球罐全面检验及裂纹成因分析
2019-02-22 00:54:54刘建杰张保中艾志斌
设备管理与维修 2019年2期
刘建杰,张保中,艾志斌
(合肥通用机械研究院有限公司压力容器与管道技术基础研究部,安徽合肥 230031)
0 引言
液氨在工业上应用非常广泛,主要用于生产硝酸、尿素和其他化肥,还可作为医药和农药的原料、有机化工产品的氨化原料以及用作冷冻剂等[1]。球罐作为液氨的重要储存容器,由于其介质的特殊性,必须确其安全使用。Q370R钢制液氨球罐具有良好的综合力学性能和工艺性能,可承受高温和腐蚀性介质的作用[2],主要用于制造各类中低压压力容器。介绍贵州某化学有限公司的1台Q370R钢制液氨球罐的全面检验情况,分析检测中发现的内壁裂纹成因。
1 全面检验
贵州某化学有限公司的一台Q370R钢制液氨球罐,于2014年2月6日投入使用。该罐板厚50 mm,容积3000 m3;设计压力 2.16 MPa,工作压力 2.06 MPa;设计温度(-19~50)℃,工作温度常温;介质为液氨。
2016年,对该罐进行首次定期检验,共测厚108点,实测球壳最小壁厚50.3 mm。对接焊缝内壁进行100%磁粉检测,共发现48处线性缺陷。上述检验检测中发现的缺陷,已由相关返修单位返修合格,并进行了耐压试验(试验压力为2.7 MPa),结论为合格。最终安全状况等级评为3级,下次检验日期定为2017年10月。2017年7月,对球罐进行了全面检验。
1.1 宏观检验
实测纵、环焊缝最大对口错边量分别为5 mm和5mm,纵、环焊缝最大棱角度分别为6 mm和6 mm,纵、环焊缝最大余高分别为3 mm和3 mm。内壁宏观检验发现1处划痕(80 mm×10 mm×3 mm),已打磨圆滑过渡,实测附近壁厚为51.9 mm。内壁宏观检验发现1处凹坑(尺寸为150 mm×70 mm×3 mm),已圆滑过渡,实测凹坑附近壁厚为50.8 mm。内壁宏观检验发现1处密集小凹坑10个,最深2 mm,已圆滑过渡,实测凹坑附近壁厚为51.5 mm。
1.2 壁厚测定
壁厚测定共测264点,实测球壳最小壁厚值为50.1 mm。
1.3 无损检测
球壳对接焊缝进行100%超声检测,未发现超标缺陷。磁粉检测结果如下。
(1)外壁球壳对接焊缝、支柱与球壳连接角焊缝、下极板接管与球壳连接焊缝磁粉检测抽查(共抽查372 m),未发现缺陷磁痕显示。
(2)内壁下部球壳板材荧光磁粉检测抽查2处(分别为1000 mm×1000 mm和1000 mm×1200 mm),未发现缺陷磁痕显示。
(3)内壁下极板球壳板材荧光磁粉检测抽查2处(分别为1200 mm×1300 mm和1000 mm×1000 mm),未发现缺陷磁痕显示。
(4)内壁球壳对接焊缝、接管角焊缝进行100%荧光磁粉检测,共发现378处缺陷磁痕显示(均判为Ⅱ级),缺陷位于内壁对接焊缝及热影响区附近,包括上次返修的部分区域。经金相检验确认为裂纹,已出具检验意见通知书交用户处理,企业委托相关返修单位修复合格并进行了耐压试验。
(5)耐压试验后对接焊缝内壁磁粉检测抽查(共104 m),未发现缺陷磁痕显示。
最终安全状况等级评为3级,下次检验日期为2019年7月。
2 裂纹成因分析
2.1 硬度测定结果分析
内壁裂纹均位于现场组焊焊缝,而下人孔—极板对接焊缝则须在制造厂完成焊接并在炉内进行整体焊后热处理[3],同时在检测中也未发现裂纹,故选取此处进行对比。对内壁裂纹区域及非裂纹区域、下人孔—极板对接焊缝进行硬度测定(表1)。结果显示,裂纹区域的焊缝及热影响区部位硬度值较高。非裂纹区域焊缝的硬度值与前者相比未有明显变化,而热影响硬度值虽然也偏高,但与裂纹区域的热影响区相比有明显下降。无论裂纹区域或是非裂纹区域,与下人孔—极板对接焊缝相比,其焊缝和热影响区的硬度值都较高。三者母材硬度值基本一致。通过以上对比发现,现场组焊的焊缝与制造厂完成的焊缝相比,焊接工艺或焊后热处理的控制存在问题,导致硬度值较高,从而引发较高的焊接残余应力。
2.2 金相检验结果分析
选取2处典型裂纹进行金相分析,标记为1#裂纹与2#裂纹。用4%硝酸酒精对2处裂纹进行浸蚀后(图1),发现裂纹主要位于焊缝及热影响区,其中焊缝上的裂纹主要为横向裂纹,位于焊缝与熔合线之间,未扩展至母材。纵向裂纹主要位于熔合线上,基本上与熔合线走向一致。
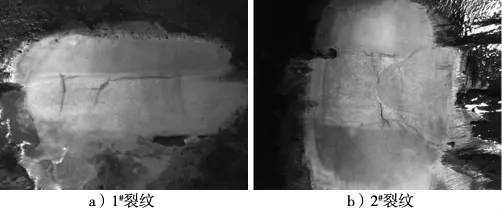
图1 裂纹宏观形貌
图2 和图3分别为1#裂纹和2#裂纹的微观形貌。其中,焊缝组织为铁素体+贝氏体,热影响区组织为铁素体+贝氏体+针状马氏体。结果表明,裂纹主要位于焊缝和热影响区,裂纹末端较细、有分叉,均有沿晶、穿晶扩展趋势,具有明显的应力腐蚀裂纹特征。图4为下人孔—极板对接焊缝的焊缝组织与热影响区组织,均为铁素体+贝氏体。1#和2#裂纹处的热影响区组织与其对比有明显区别,后者无马氏体组织。
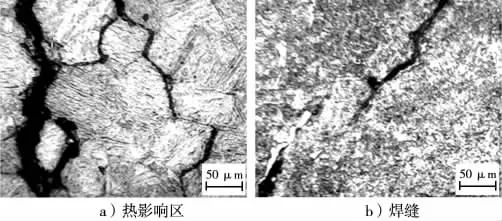
图2 1#裂纹微观形貌

图3 2#裂纹微观形貌
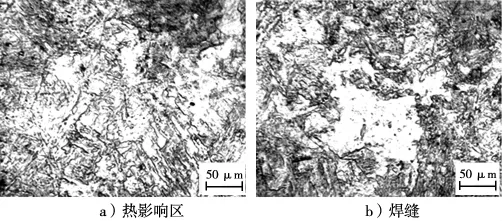
图4 下人孔—极板焊缝微观形貌
2.3 综合分析
无水液氨(NH3)对碳钢或低合金钢只产生很轻微的均匀腐蚀,但液氨储罐在充装、排料及检修过程中,容易受到空气污染,混入氧气(O2)及二氧化碳(CO2),其反应如下:
上述反应使金属表面形成钝化膜,在拉应力的作用下,钝化膜产生破裂,造成应力腐蚀开裂。如果此时液氨中的含水量在0.005%~0.200%(质量分数),会增加金属的应力腐蚀敏感性[4]。
宏观检验中纵、环焊缝错边量较大,高于标准要求的3 mm[3],形成几何不连续造成局部应力水平较高,同时焊缝及热影响区的硬度值较高表明残余应力水平较高。液氨储罐在充装、排料、检修过程中易受到空气污染,混入氧气及二氧化碳。查阅2017年前5个月的取样分析表,发现液氨内含有少量的水(0.04%~0.07%)。在这种敏感环境下,残余应力较高的焊缝发生了应力腐蚀开裂。
3 结论与建议
(1)裂纹主要位于焊缝和热影响区,裂纹末端较细、有分叉,均有沿晶、穿晶扩展趋势,具有较明显的应力腐蚀裂纹特征。
(2)宏观检验中纵、环焊缝错边量较大,形成几何不连续,造成局部应力水平较高,同时焊缝及热影响区的硬度值较高表明残余应力水平较高。液氨储罐在充装、排料、检修过程中可能受到空气污染,混入氧气及二氧化碳,实际操作中液氨含水量在0.005%~0.2%(质量分数)。在这种敏感环境下,残余应力较高的焊缝发生了应力腐蚀开裂。
(3)在液氨中加入少量的水且水含量>0.2%(质量分数),控制焊接接头硬度≤225 HB,防止空气或氧气混入液氨[4]。
猜你喜欢
船舶力学(2024年1期)2024-01-19 06:56:02
中国化肥信息(2021年9期)2022-01-19 03:18:56
中国特种设备安全(2021年3期)2021-07-28 06:53:40
电站辅机(2021年4期)2021-03-29 01:16:52
机械制造与自动化(2021年1期)2021-02-03 10:55:20
中国化肥信息(2020年6期)2020-11-20 07:59:54
河北建筑工程学院学报(2017年3期)2017-12-15 07:24:54
船舶力学(2017年7期)2017-08-01 00:02:51
光学精密工程(2016年5期)2016-11-07 09:06:29
机电信息(2015年9期)2015-02-27 15:55:59