焊后热处理对 SA508Gr.3钢韧性影响的研究
2019-02-22 02:35张娟刘艳锋肖文凯翟显
中国设备工程 2019年2期
张娟,刘艳锋,肖文凯,翟显
(1.东方电气(广州)重型机器有限公司,广东 广州 511455;2.武汉大学动力与机械学院,湖北 武汉 430000)
1 引言
到目前为止,世界的核电站建设已经历经了三代。第一代核反应堆以原型堆的形式在20世纪50、60年代应用,大量采用小锻件和钢板焊接结构,主设备焊缝较多,安全裕度较低;第二大核反应堆即大型商业化的核电站,在70年代出现并运行至今,开始大量采用大锻件以减少焊缝;第三代核反应堆的典型代表为AP1000型核反应堆,90年代开始发展,以提高第二代核反应堆的安全性为目标,其功率更大,设计寿命延长,需要更大尺寸和性能更优的大锻件,SA.508等级3合金钢是核电机械部件的标准合金原料。在核工业的许多重要设备的设计中都有采用,例如核电工业设备中的稳压器。SA.508等级3标准的合金钢与上一代的合金钢的原料性能相比,其强度大幅提升,并且在较低温度情况下仍然具备较强的韧性。表1为该锻件两代原料SA.508标准3Cl1与SA.508标准3C2的性能指标比较。美国机械协会的标准中定义了该合金钢的组成成分,见表2与表3。
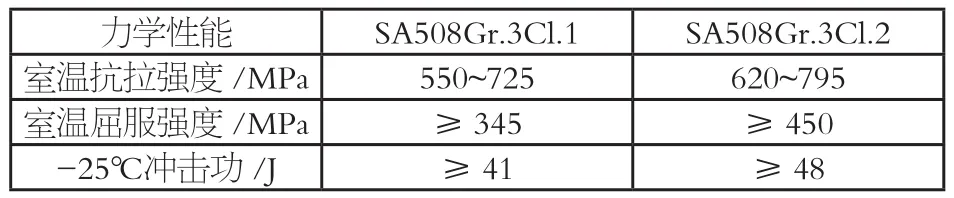
表1 SA.508等级1与等级2性能比较

表2 ASME标准规范的SA508Gr.3化学成分

表3 ASME标准规范的SA508Gr.3力学性能
2 SA.508合金钢的冷却变化趋势图
SA.508合金钢的冷却变化趋势图,反映了合金钢在各种降温速率下组成元素的变化趋势,变化趋势图是设计合金钢热加工生产工艺的主要参考条件。该合金钢具备很高的淬透性能,在热处理加工过程中,更有利于温度降低对材料耐温性能的要求,其在非常低的冷却条件下也能得到更好的组织结构并拥有不错的性能指标。如图1所示,研究专家经过试验得出SA-508其CL1与等级CL2标准下的合金钢,化学元素组成变化趋势。
SA.508其标准3 合金钢在经历各种降温速率的持续冷却后,可以形成三类结构,即Pearlite结构、Bainite结构、与Martensite结构。从该合金钢的冷却变化趋势图中可以看出Martensite的极限点状态,Martensite需要的温降速度非常快,如果合金件的厚度较大实现这样快的温度降低比较困难。如果温度下降速率低于10度每分钟时,合金钢的持续变化过程中存在很多Pearlite结构,其硬度相对要低很多,结构性能较差。
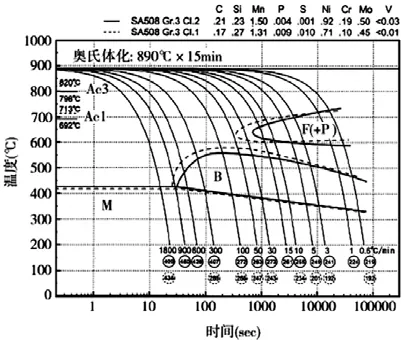
图1 508-3钢(SA508Gr.3Cl.1、SA508Gr.3Cl.2)连续冷却转变曲线
3 SA508Gr.3钢的热处理
美国机械协会的协议规范要求合金锻造件前期预处理需要两次以上的完全降温冷却,以形成首次Austenite变化及再次Austenite变化的过程。对于厚度较高的合金器件,如果通过首次正火无法实现设计要求,需要进行二次与三次正火,如果正火不满足要求还需要进行回火,直到符合设计要求为止。通过上述工艺过程,可以有效的改善合金的结构,提升其机加工性能。
SA.508钢一般以调质形式进行出货,调质是合金钢一种处理方式。实际的加工过程中,将需要处理的合金钢通过高温加热到900℃左右进行Austenite后,通过向合金钢表面喷水,使其迅速转换为Bainite组织结构的一种处理方式。对于壁厚较厚的合金,通常的插入水里的淬火方法已经不再适合了,其强度指标、韧性指标都无法满足设计要求,这种情况下一般使用向其表面喷水的方式,即便是使用这种工艺,合金的中心部位温度的下降速度还是无法达到要求,淬火后经常会形成Bainite结构。
4 合金焊接之后的处理工艺
依照机械协会的规定,合金焊接后的加工处理器温度不能超过600℃,其工艺过程称为去除应力退火。由于SA.508合金钢使用的是调制原料,要实现热加工过程不对原料的主体产生影响,要求焊接完成后表面处理的温度不高于锻件回火温度,并小于极限温度15℃。现阶段的工艺条件其保存温度标准为600℃上下。在430℃左右对温度上升与下降的速度要求不大于55℃每小时。要依据设备的不同部件的实际情况,规定热加工验证的温度时间,以及不同产品部件的使用情况,制定了焊后热处理试验的保温时间,如图2,焊接时间从0开始,最高是48h。图2与3分别是焊接与性能关系的曲线图以及焊接前后的金属的结构图。
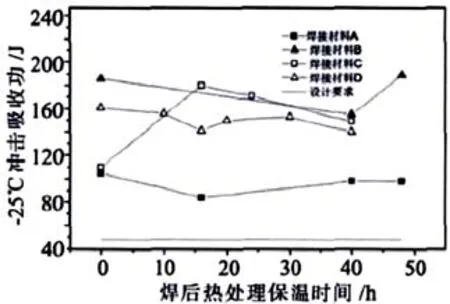
图2 焊后热处理保温时间与焊缝金属冲击性能的关系
经过比较我们得出结论,焊接后加工的温度被限制在150℃左右,热加工过程对焊缝的影响不大,其焊接前后的结构没有太大变化,但晶体溢出数量有所变化,在高倍显微镜下,合金体内的存在密度很高的位错组织。焊接热加工后略有变化,这时的剩余应力减少,焊接强度也随之降低,韧性增高,但由于焊接缝隙的结构没有改变,导致焊缝部位的强度稳定。通过实验对焊接缝隙的强度进行测试,我们得出不同时间条件下焊缝的抗冲击能力对比,可以看出抗冲击强度变化不大。
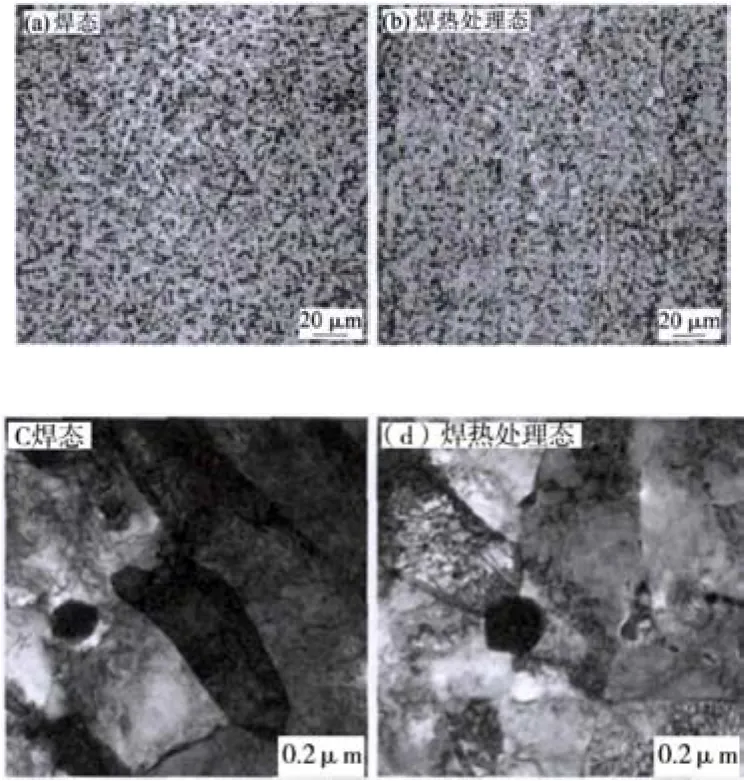
图3 焊态与焊后热处理态焊缝金相比较
5 回火过程中残余奥氏体分解特征及其对冲击韧性的影响
钢中的残余奥氏体一般转为成为铁素体和渗碳体。G.Yan P等研究了SA508 Gr.3钢回火过程中残余奥氏体分解特征及其对冲击韧性的影响,与传统的回火处理方法相比,将残余奥氏体转化为马氏体或贝氏,而不是直接分解为长棒碳化物和铁素体。研究发现,在230℃回火时,从残余奥氏体分解形成马氏体,速度非常缓慢,完全分解需要超过5h。在400℃和650℃回火过程中,残余奥氏体转化为贝氏体,在650℃回火过程中,残余奥氏体转化为长棒碳化物和铁素体的混合物,见图4。

图4 400℃回火前后样品的显微结构演变
因此可知,残余奥氏体分解形成的产物对钢的冲击韧性有显著影响。长棒碳化物减少可以促进的韧性的提高。在400℃的预回火可以消除长棒碳化物和铁素体的混合物。
猜你喜欢
金属热处理(2022年7期)2022-11-16
热处理技术与装备(2022年5期)2022-10-26
山东冶金(2022年1期)2022-04-19
一重技术(2021年5期)2022-01-18
——“长三角合金钢材料与制品产业链专刊”前言
上海金属(2020年6期)2021-01-05
中国金属通报(2020年1期)2020-04-23
山东工业技术(2019年6期)2019-03-27
赢未来(2018年5期)2018-09-25
成长·读写月刊(2018年3期)2018-03-24
智富时代(2018年10期)2018-01-30