330MW汽轮机推力瓦磨损原因分析及处理
2019-02-22 02:35于明涛
中国设备工程 2019年2期
于明涛
(广东省粤电集团有限公司沙角A电厂,广东 东莞 523900)
1 概述
1.1 机组概况
某电厂4号机组为上海汽轮机厂制造的N330-16.7/538/538 型亚临界,一次中间再热、单轴双缸、两排汽凝汽式汽轮机,高中压部分采用合缸结构,两个低压缸采用对称布置。机组额定功率330 MW,主蒸汽压力为16.7MPa,温度为538℃,整个轴系轴向推力趋于平衡。在2012年12月进行通流改造后,机组容量由300MW提高到330MW。高压缸有1个冲动式调节级和11个反动式压力级,中压缸有9个反动式压力级,低压缸有14个压力级。推力轴承安装在高中压转子前端的#1轴承箱内。
1.2 推力瓦概况
本机组的推力轴承属于自位式的,这种型式的推力轴承能自动地把载荷均布于各瓦块上。推力瓦分工作侧(调阀端)和非工作侧(发电机端),每侧均有6块推力瓦,这些瓦块支承于均压板上,并装入制成两半的支承环内,通过均压板的摆动,使各瓦块巴氏合金表面的载荷中心都处于同一平面内,因此,每一瓦块均受着同样的载荷,这种结构并不要求全部瓦块的厚度必须严格相同。推力轴承由定位机构固定,通过调整螺钉可使楔块上下移动,从而可改变轴承壳体的轴向位置,以保证转子在汽缸中的正确位置,调整螺钉每转动一圈,轴承壳体轴向位置改变0.102mm;拆装推力轴承时,要做好调整螺丝定位尺寸和圈数的记录,保证转子K值不变,装好后锁紧螺帽应该锁紧,防止轴承外壳走动。在工作面和非工作面推力瓦上,各有2个瓦块(最上端)安装有温度传感器监视推力瓦温度,瓦温报警值为99℃,跳机值为107℃,推力瓦结构图如图1所示。
2 异常经过
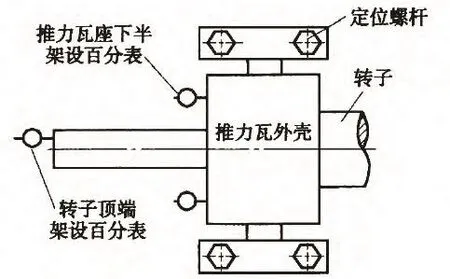
图1 推力瓦结构图
2016年1月份大修期间,为提高机组的经济性,更换了高压缸的喷嘴,喷嘴喉部面积减小了4.6%,调节级压力较之大修前明显下降,轴系的推力也由向调阀端变成了向发电机端,发电机端推力瓦温最高为80℃;2017年1月份机组B修期间,为解决4号机#1轴瓦受汽流激振的影响,对4号机的顺序阀位进行了调整,将机组顺序阀的开启顺序由原来的GV1,GV2→GV4→GV5→GV6→GV3改 为GV6,GV3→GV5→GV4→GV1→GV2调整之后,推力瓦的最高温度有缓慢上升的趋势,最高值为9月18日,超过了报警值(99℃),减负荷后温度有所下降。表1为选取负荷同为300MW时,各个阶段的机组参数。
3 原因分析
轴向位移不仅能表明汽轮机的运行特性和状况,而且还能够指示推力轴承的磨损情况以及转动部件和静止部件之间发生碰磨的可能。目前常用电涡流非接触式传感器来进行位移测量,通常情况下,当轴向位移从正值变为负值时,说明转子轴向推力由工作面转移到非工作面。
(1)从上面的异常过程可以看出,在更换喷嘴之后,向调阀端的轴向推力减小,转子开始向发电机端的推力瓦施加压力,这是造成非工作面推力瓦温度升高的主要原因。2016年1月至4月大修期间,为了提高机组经济性,更换了高压缸喷嘴,根据上海汽轮机厂反馈的结果,高压喷嘴喉部面积减小4.6%,从而使调节级流量降低14t/h,调节级效率下降约0.3%,阀门全开工况功率同比减小4.3MW,调节级压力明显下降,造成机组受到的轴向推力由向调阀端变化为向发电机端,轴系推力由工作面转向非工作面。

表1 300MW负荷下各个阶段的机组参数
(2)顺序阀开启顺序调整后,推力瓦温度进一步升高,说明各瓦块存在受力不均的现象,分析主要是非工作面推力瓦平面度较差或推力瓦与推力盘的平行度较差造成,这也是非工作面推力瓦磨损的一个重要原因。
4 解体检修过程
2018年5月份,借助4号机临修机会,对推力瓦进行解体大修,解体前测量推力盘贴死工作面时机头定位值为94.92mm,推力瓦的推力间隙为0.43mm,大于标准值0.25~0.38mm;解体后发现工作面瓦块完好无损,非工作面瓦块磨损严重,磨损最严重的区域位于正下方,最大磨损量达0.87mm;非工作面推力瓦下面的均压块被挤压出凹痕,最大深度为0.10mm;通过测量计算得出,推力盘与推力瓦座不平行度较大,测量发电机端推力盘与推力瓦座的距离,计算出上部比下部大了0.35mm。针对解体后发现的问题,经与技术分部研究决定,将通过以下几个方面对推力瓦进行彻底检修。
4.1 调整推力瓦下瓦座与推力盘的平行度
解体时发现推力瓦下瓦座相对于推力盘的不平行度较大,达到0.35mm,下瓦座有向前翘起的趋势,需要对下瓦座平行度进行调整。首先在两端挂耳下面增加0.30mm垫片,使推力瓦座处于自由状态;然后通过在前后背弧处增加垫片逐步调整推力瓦座平行度;推力瓦座调平后再测量出挂耳下面间隙,配置出相应尺寸的斜铁,安装好斜铁,去除前后背弧下面的垫片。最终将推力盘与推力瓦不平行度调整为0.08mm。
4.2 更换推力瓦,调整推力间隙
鉴于非工作面推力瓦块磨损严重,且瓦块下面的均压块被压出了凹坑,需要重新更换新的推力瓦块和均压块。首先对新的推力瓦乌金面进行刮削,使接触点面积达75%以上,并修刮出进油槽;瓦块修刮完成后,用百分表测量每块推力瓦圆点最高处,通过调整瓦块后面的垫片,将新瓦块总厚度调整到51.58mm,且保证总厚度误差≤0.02mm。推力瓦回装完成后,通过调整瓦块后面的垫片,最终将推力间隙调整为0.33mm,达到标准范围内。
4.3 转子定位
根据该推力瓦特点,在推力瓦回装完成后需进行转子定位。由于推力瓦工作面发生了变换,由调阀端变为了发电机端,故将转子定位值调整为95.27mm。转子定位后将下瓦座推向调阀端,使发电机端推力瓦紧贴推力盘,在推力瓦座两侧架好百分表监视瓦座移动情况,然后开始紧固调阀端调整螺钉,紧固过程中要时刻监视两侧的百分表,保证推力瓦座平行移动,避免出现歪斜;一侧紧固完毕后,另一侧的楔块也必须楔紧,紧固完成后要对螺钉进行锁死,以防止轴承座发生轴向窜动。
5 结语
喷嘴改造后造成轴向力的方向发生了改变,在无法对喷嘴进行处理的情况下,只有利用临修机会对推力瓦进行彻底检修。通过调整推力瓦座与推力盘的平行度,保证了瓦块能够均匀受力。由于推力瓦工作面发生了转换,又对转子位置进行重新定位。经过检修人员认真细致的检修,机组顺利启动,满负荷时推力瓦最高温度为67℃,完全符合运行规程的要求,彻底解决了推力瓦非工作面瓦温高的重大设备缺陷。
猜你喜欢
设备管理与维修(2022年8期)2022-06-01
新高考·高一数学(2022年3期)2022-04-28
思维与智慧·上半月(2022年4期)2022-04-08
小哥白尼(神奇星球)(2021年4期)2021-07-22
火箭推进(2020年6期)2021-01-05
船海工程(2020年1期)2020-04-30
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
北京航空航天大学学报(2017年4期)2017-11-23
中国科技纵横(2016年5期)2016-05-14