压力容器无损检测技术探讨
2019-02-22 02:35包世成
中国设备工程 2019年2期
包世成
(辽宁加宝石化设备有限公司,辽宁 营口 115004)
压力容器无损检测技术作为新兴的一种检测技术,一经提出就受到了业内人士的高度关注,并在压力容器生产行业得到了较为广泛的应用。压力容器无损检测技术可通过超声波、射线、渗透以及磁粉等方式在不损害材料的前提下,对液压容器材料的表面缺陷以及内部结构进行检测,从而精准的判断材料缺陷的具体情况,为厂家提高产品质量、改善生产结构提供了重要的帮助。
1 无损检测技术
无损检测技术主要是在不破坏检测材料的基础上,针对材料内部结构以及存在的问题进行检测。同时,随着压力容器的不断发展,大家对压力容器的质量提出了更高的要求,而无损检测技术能够有效地对压力容器的内部结构以及外部缺陷进行检测,并对压力容器的质量、性能、类型等作出比较准确的判断。同时,无损检测技术又可以分为超声检测、射线检测、磁粉检测以及渗透检测。因此,无损检测技术具有以下特点:(1)无损检测技术必须要同相应的破坏性检测相结合。虽然,无损检测技术不会对检测材料造成损伤,但是并不是对所有的材料都可以进行无损检测,还存在着一定的缺陷,还需要破坏性检测作为辅助。(2)在使用无损检测技术时要注意检测时间。在对压力容器进行无损检测前一定要检测好材料的质量、运行效果以及制作工艺等,然后再根据这些检测信息确定好具体的检测时间。(3)无损检测技术具有针对性。虽然无损检测技术具有较强的适用性,但它不是万能的,有好处也有坏处,无损检测技术需要针对检测材料的不同情况作出相应的调整。
2 无损检测技术在压力容器中发挥的作用
2.1 改善产品的质量
无损检测技术主要是在压力容器投入使用之前对其内部结构以及外部缺陷进行检测,可以及时发现和解决压力容器存在的各种问题,从而确保压力容器的质量安全。同时,在制作压力容器的过程中,可以对压力容器的各个材料部件进行超声检测,从而清除出质量不合格的部件,提高材料部件的有效率。并且生产厂家还可以利用无损检测技术对产品生产的质量和规格设置标准要求,整体提高产品质量,进而达到改善产品质量的目的。
2.2 降低产品生产成本
无损检测技术可以提前对压力容器进行检测,进而清楚压力容器中的不合格产品,避免了压力容器质量造成的二次返工现象,减少了产品材料的浪费,节约了产品返修成本。同时,质量不合格的压力容器在投入使用后,可能会造成比较严重的安全事故,消费者因此要求更换或返修产品,将会额外多出一大笔费用支出。
2.3 完善生产结构
无损检测技术能够对压力容器生产的全过程进行检测,可以及时发现和解决在制作压力容器过程中存在的各种问题,从而促进压力容器制作流程的完善。一旦发现压力容器制作的某个流程出现问题,技术人员可以快速地查找出现问题的原因,并提出相应的解决方案,从源头解决,促使整个压力容器生产结构做出调整和完善。
3 压力容器无损检测的方法和应用
3.1 射线检测
射线检测(如图1所示)最大的特点是其可以对压力容器质量检测底片进行长期保存,根据射线检测底片反应的材料缺陷图像,可以相对精确地判断出材料缺陷在二维平面中所处的位置,但是无法准确地辨别材料缺陷的深度和高度。同时,射线检测也有一定的针对性,它对一些体积状缺陷,如体积状气孔、缩孔、疏松等的敏感程度较强,但对于一些面状缺陷,如材料裂缝、未熔合面等的敏感程度相对较弱。
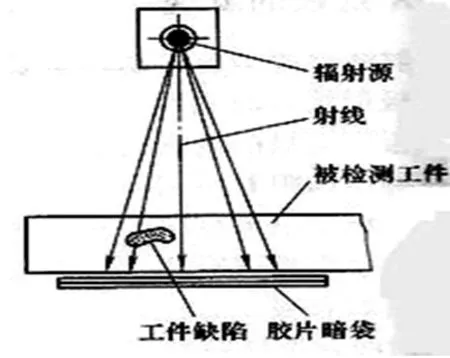
图1 射线检测原理图
3.2 超声检测
如图2所示,超声检测的敏感度会受到缺陷反射面的影响。由于体积状缺陷是属于比较立体的缺陷,如果它的密集度和面积不够大的话,超声检测就无法提供清晰的反射面以及足够多的反射回波,因此,超声检测对体积状缺陷,如气孔、缩孔、疏松等的敏感程度较弱,检出率较低。而面积状缺陷的面积和密集度足够,可通过超声检测获得清晰的反射面以及反射回波,所以超声检测对面状缺陷,如材料裂缝、未熔合面等的敏感程度相对较强,检出率较高。同时,压力容器板材的表面缺陷主要表现为裂缝、重皮等,内部缺陷主要表现为分层和白点,因此,需要对板材表面以及轧制不足的板材进行超声检测。

图2 超声检测原理示意图
3.3 磁粉检测和渗透检测
磁粉检测对于一些钢铁等强磁性材料表面缺陷的敏感度较强,检出率较高,但是很难对其内部结构缺陷进行检测;而渗透检测对液压容器中的钢铁材料、有色金属等的表面开口缺陷敏感度较强,检出率较高,但磁粉检测针对铁磁性材料的检测敏感度要高于渗透检测。因此,在检测液压容器中的一些铁磁性材料时主要采用磁粉检测,这是因为磁粉检测不仅可以检测材料表面的开口缺陷,还可以检测材料表面的闭口缺陷以及净表面缺陷。其实每一种检测方式都有其独特的适用范围和特点,进行无损检测时最重要的是选对技术和方法,这样才能发挥其最大的作用。
4 实际案例分析
本次研究的案例是3000立丙烷的球罐,将球罐的压力设置为1.75MPa,温度设置为零下18℃,且球罐的球壳材料为Q345R,该球罐采用的是应力分析,对球罐无损检测技术提出了更加严苛的要求。同时,球壳材料使用的Q345R钢板应该每张都通过NB/T47013—2015进行超声检测,检测结果为Ⅱ级则视为合格;在正式入孔之前还要采用Ⅳ级锻件再次进行检测。当球罐的球壳板加工完成后,需要对坡口、碳弧气等进行清理,清理完后对坡口、管台坡口以及球壳板的气割坡口表面的氧化层进行清理,通过NB/T47013—2015对其进行磁粉检测,检测结果为Ⅰ级则视为合格。同时在制作球罐的过程中,它的内外表面会出现对接接头、角接接头以及热影响区域,因此,球罐上的支柱赤道板在进行焊接后留下的焊迹、修磨缺陷以及涉及到的160mm热影响区域,同样需要通过NB/T47013—2015进行磁粉检测,检测结果为Ⅰ级则视为合格。在球罐的球壳板完全制作完成后,还需要对球壳板的硬度以及厚度进行检测,在检测的过程中至少应该在球壳板上选取10个检测点,最重要的是最后检测出的实际厚度和硬度必须高于原先设计的数值。对于球罐表面产生的不同类型的焊接缝隙检测需要采用超声检测代替原来的射线检测,检测结果为Ⅱ级则视为合格。对球罐进行整体的热处理之前,对于球罐表面的所有焊接缝需要进行磁粉检测,检测结果为Ⅰ级则视为合格,然后对球罐进行整体热处理和水压处理合格后,分别对其进行磁粉检测,检测结果为Ⅰ级则视为合格。
5 结语
总之,虽然无损检测技术具有较强的适用性,但是为提高压力容器无损检测的质量,还是要根据压力容器的材料情况以及缺陷情况采用不同的检测方式,具体问题具体分析,只有这样,才能使得压力容器的质量得到更进一步的提升。同时,检测人员在进行无损检测时,应严格要求自己,提高无损检测的合格等级,从而确保检测结果的科学性和合理性。
猜你喜欢
磷肥与复肥(2022年2期)2022-11-25
数学小灵通·3-4年级(2022年10期)2022-10-25
矿冶(2022年2期)2022-04-19
重庆理工大学学报(自然科学)(2022年2期)2022-03-23
化工设备与管道(2021年3期)2021-11-17
课程教育研究(2021年23期)2021-04-13
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
商品与质量(2020年43期)2020-11-27
石油和化工设备(2020年8期)2020-09-02
中学生数理化·七年级数学人教版(2019年12期)2019-05-21