
膜分离技术在水果加工中的研究进展
2019-02-15 08:31周荣清吴重德
生物加工过程 2019年1期
郭 浩,黄 钧,周荣清,3,吴重德,金 垚
(1. 四川大学 轻纺与食品学院,四川 成都 610065;2. 四川大学 制革清洁技术国家工程实验室,四川 成都 610065;3. 国家固态酿造工程技术研究中心,四川 泸州 646000)
膜分离技术可在维持原生物体系环境条件下实现分离,有效去除杂质,高效浓缩、富集产物,具有设备简单、易操作、节能、高效、无相变、可低温操作和无二次污染等特点,是食品工业中的重要操作过程[1]。膜技术在规模化工业生产中得到了广泛应用,全球膜材料及其上下游市场规模快速增长,其中主要为超滤膜(35%)、微滤膜(33%)和纳滤/反渗透膜(30%)[2]。
中国是水果种植大国,除去水果鲜食外,70%的水果用于深加工,主要以果汁为主[3]。近年来,随着生活水平的不断提高,人们对营养和健康更加注重,由于果酒含有丰富的营养物质和抗氧化活性物质,人们对果酒的需求量日益增加,越来越多的水果被用于酿造果酒。但传统的果汁加工工艺过程复杂,在对果汁和果酒进行澄清时,自然沉降法和使用助滤剂(硅藻土、膨润土等)澄清的传统方法普遍存在澄清效果不佳、能耗大、澄清时间长以及助滤剂过量影响口感等问题。在浓缩操作时,传统的多级真空蒸发方法生产成本高,果汁和果酒的热敏性成分包括风味物质等损失严重,大大降低了产品的营养价值[3]。随着膜分离技术的不断发展,该技术在食品工业中得以应用,该技术能够克服传统工艺的生产缺陷,具有常温下操作、分离过程无相变、选择性高且能耗低等优点[4],因此广泛应用于果汁/果酒的澄清和浓缩等生产过程。
本文中,笔者综述膜分离技术在水果加工领域中的研究现状,对膜材料、膜组件和操作参数的选择及膜分离技术对水果加工制品品质的影响进行讨论,阐述在水果加工过程中膜污染的形成机制及控制清洗办法,并对膜技术在水果加工领域的应用前景进行展望,以期为膜技术在食品企业生产中的应用提供可靠的参考依据。
1 膜分离过程
膜是指具有选择性分离功能的物理介质,将相邻流体之间形成不连续区,实现对流体中各组分的选择性透过[5]。因此,膜分离过程借助膜的选择透过性,在压力差、浓度差、电位差等驱动力的作用下,选择性地将一种或多种成分从一种介质传递到另一种介质中,从而实现分离、浓缩和纯化等目的[6-7]。水果加工领域中,常用微滤、超滤、纳滤和反渗透等过程实现对物料的澄清和浓缩。
1.1 微滤
微滤是压力驱动的膜分离过程,微滤膜的孔径范围在0.1~10 μm,通过微滤膜的筛分作用,除去物料中的悬浮颗粒、杂质和大分子物质,达到澄清的作用。
微滤可除去果汁中的悬浮颗粒和微生物,提高果汁的澄清度和生物稳定性[8-9]。与其他膜过程相比,微滤操作的优点在于能耗较低、孔径更大以及操作压力较低,使得微滤过程中形成的膜污染比其他膜过程低;膜组件便宜且设备易于维护。因此在水果加工领域中广泛应用微滤进行澄清[10]。
1.2 超滤
超滤同样以膜两侧的压力差为驱动力,其膜孔径比微滤膜更小,在1~100 nm之间,能够截留1~20 nm的大分子物质,可有效去除料液中的胶体、蛋白质、大分子有机物和微生物等物质。
一方面,超滤能够实现果汁的澄清,与传统的果胶酶分解、硅藻土除悬浮物等工艺相比,超滤可以更有效地保留果汁中的酚类化合物和有机酸[11]。另一方面,超滤能够有效地浓缩果汁,超滤后,果汁含糖量显著增加[12]。另外,超滤还可去除果酒中的杂蛋白、多糖、多酚、微生物及悬浮固体物,有效保留风味组分,提高酒体澄清度和稳定性,同时也可实现果酒发酵残渣中多酚和抗氧化组分的回收[13]。超滤的优点是孔径范围适中,可应用于大多数物料的分离,且相比纳滤和反渗透操作,超滤的操作压力更低,因此更易于实验和生产控制。概括而言,根据膜孔径的不同,超滤技术能够有效地实现水果加工制品的澄清、浓缩和提取。
1.3 纳滤
纳滤膜的截留分子量为200~1 000,膜孔径约为0.5~2 nm,操作压力为0.5~2 MPa,能够有效截留糖类等低分子量有机物和高价无机盐,而对单价无机盐的截留率低,从而实现高分子量和低分子量有机物的分离[14]。
在水果加工行业中,纳滤广泛用于浓缩果汁/果酒中的生物活性化合物,如西瓜汁中的番茄红素[15]、草莓汁中的酚类化合物[16]、黑莓汁中的多酚[17]、蔓越莓汁中的花青素[18],研究认为纳滤能够有效地保留原液的颜色,提高原液中生物活性化合物的含量,这对果汁质量至关重要。
1.4 反渗透
反渗透是利用半透膜使溶液中的小分子物质与溶剂分离的一种膜分离过程,能够有效除去水中的无机离子及0.1~2 nm的有机小分子物质,反渗透膜十分致密,孔径低于1 nm,因此操作压力一般较高(1.5~10 MPa)[19]。
在水果加工领域中,反渗透通常被用来提高果汁浓缩度,该技术在常温条件下操作,比传统蒸发浓缩工艺更有优势。研究发现,反渗透能够有效地保留果汁中的香气组分[20],并提高果汁浓缩汁中的抗氧化活性物质的含量[21-22]。另外,反渗透可被用于果汁/果酒的预浓缩过程,与纳滤过程相结合,获得高度浓缩的浓缩汁[23]。
2 膜分离在水果加工中的应用
2.1 膜材料和膜组件
在膜分离的研究中,选择合适的膜材料和膜组件对产物品质至关重要,因此本节中,笔者参考了行业资料[24],有针对性地对相关内容进行了分类总结,以期提供全面的技术依据。
在实际应用中,膜材料主要分为有机高分子材料和无机材料。有机高分子材料品种多、来源广泛、价格相对便宜、成膜性好,不足之处是在耐老化性、耐热性、耐化学性等方面有一定的局限。无机材料的特点是耐高温、化学稳定性好、力学强度大、抗微生物能力强,但价格高、不耐强碱、材料脆性大、弹性小、可加工性较差。在水果加工领域的研究中,陶瓷膜(Ceramic)、聚醚砜膜(PES)和聚偏氟乙烯膜(PVDF)的应用较为广泛。在一定的环境和操作条件下,并非只存在一种滤膜适合研究或生产所需的条件,许多材料都可用于果汁/果酒的澄清或浓缩,但也有某些水果,如橘柑类,橘柑类果汁对聚砜(PSF)材质的滤膜有很强的腐蚀性,能够导致滤膜破裂或使用寿命降低,不适用于橘柑类果汁的澄清和浓缩,相比之下,PVDF膜能够稳定地分离橘柑汁[25]。因此,根据原料和操作条件选择合适的膜材料对研究和生产至关重要。
不同类型的膜组件被用于水果加工制品的澄清和浓缩,其中最常用的是管式、平板式、中空纤维式和卷式膜组件。管式膜组件中,膜被固定在一个多孔的不锈钢、陶瓷或塑料管内,原料通常流经膜管内部,渗透液通过多孔支撑管流入膜组件外壳。管式膜组件能有效控制浓差极化,可大范围调节进料液流速,且污垢易清洗,适宜于高黏度料液的微滤和超滤。平板式膜组件由平板膜、支撑板与进料侧起流体导向作用的进料板以特定的方式组合构成。平板式膜组件比表面积比管式膜组件大,且膜的清洗和维护比较容易,适用于微滤和超滤。中空纤维式膜组件是将大量中空纤维安装在一个管状容器内,中空纤维的一端通常以环氧树脂与管外壁固封制成膜组件。中空纤维式膜组件是装填密度最高的一种膜组件类型,装填容面积可以达到30 000 m2/m3,产水量大,便于大型化和集成化,适用于微滤、超滤,但膜面污垢去除困难,只能采用化学清洗。卷式膜组件由平板膜卷制而成,包括平板膜片、进料液格网、渗透液格网及渗透液收集管等组件,该组件膜面积较大,适用于微滤、超滤、纳滤和反渗透,但抗污染能力弱,且对进料液浓度有一定要求。在水果加工领域,Bhattacharjee等[26]认为管式膜组件比其他膜组件更优越,管式膜组件能够处理高悬浮物的溶液,抗污染能力强,能够出色地达到澄清和浓缩的目的,因此,管式膜组件广泛应用于果汁加工行业。表1列出了不同膜组件的特点。

表1 不同膜组件的特点对比
2.2 操作参数对膜通量的影响
膜通量随过滤时间的推移不断降低是膜技术应用的最大难题,尤其是在过滤或浓缩的最初一段时间,膜通量迅速降低,主要是由于果汁/果酒中的大分子物质堵塞膜孔导致的膜污染和浓差极化[27-28]。
目前,前人已经对膜分离过程的操作条件进行了大量的研究,如温度、压力和流速,选择最适的操作条件,使膜过程保持较高的膜通量,获得最大的生产效率。在膜对果汁/果酒进行澄清和浓缩时,升高温度能够提高过滤过程的膜通量[29-31]。一方面,温度升高导致溶液黏度降低,膜通量增加[32];另一方面,温度升高使得果汁与膜接触界面的水分压增加,增大了水传递的驱动力,导致膜通量增大[33]。Nourbakhsh等[34]对西瓜汁错流微滤,结果表明,当料液温度从20 ℃升高至50 ℃时,膜过滤的总阻力降低了大约54%。Wang等[35]研究了温度的变化(10~40 ℃)对陶瓷膜微滤樱桃汁的膜通量的影响,当温度为40 ℃时,能够获得最大的膜通量,且膜通量随温度升高逐渐增大。在水果加工领域的生产和研究中,过高的温度会使许多生物活性物质降解,所以不会使用超过55 ℃的操作温度,因此,55 ℃应该是分离果汁的最适温度[25]。温度升高对膜通量有积极影响,但较高的温度在导致热敏性物质变性损失的同时,也使固体颗粒更快累积,导致膜分离过程开始时通量的迅速下降,这种现象中和了温度对膜通量的积极影响[36]。这也是大多数情况下选择25 ℃或室温条件进行生产和研究的原因。
压力是膜分离过程的关键操作参数,对过滤压力进行研究有利于获得更大的膜通量。Conidi等[37]对石榴汁超滤/纳滤澄清,随跨膜压力的不断增加(0~2.5 MPa),膜通量线性增加。相似的结论见于Jesus等[38]的研究,较高的压力能够保证反渗透技术用于浓缩橙汁时保持较高的膜通量。Mirsaeedghazi等[39]研究表明,增大压力可增加滤膜澄清苦橙汁时的膜通量,但压力的增大加剧了膜污染程度,0.09 MPa的操作压力下,滤膜过滤时的总阻力约为0.03 MPa条件下的3.5倍,滤饼层阻力约为0.03 MPa条件下的7倍,滤饼层为主要的污染部分。El Rayess等[9]认为,压力的增大可能将膜表面的污染物压缩成更致密的污垢层,过滤阻力迅速增加。因此,选择合适的操作压力对膜分离过程至关重要。
进料液流速是膜分离过程最重要的操作参数之一,在水果加工的研究中,普遍认为进料液流速增加能够增大膜通量。Laorko等[40]发现在菠萝汁澄清过程中,料液流速的增加使得膜通量线性增加,在西瓜汁[41]、桑葚汁[42]和石榴汁[30]的澄清研究中也得到了类似的结论。研究认为膜通量的增加是由于较高的进料液流速提供了较大的横向剪切力,有效地去除了表面的溶质颗粒,一定程度地减少了滤饼污染层。因此,在膜组件允许的最大操作参数范围内,选择尽可能高的料液流速,有利于获得更高的膜通量。
表2列出了部分果汁/果酒的研究中操作参数的选择,在具体的研究条件下,选择最适的操作条件至关重要,因此本节中所述的温度、压力和流速的操作参数选择可为日后膜分离的研究提供参考。

表2 膜分离在水果加工中的应用研究一览
注:*表示膜孔径以截留分子量计;PS为聚苯乙烯;PAM为聚丙烯酰胺;MCE为混合纤维素;HR98PP为高反射-聚丙烯膜。
2.3 膜处理对果汁/果酒理化性质的影响
如前所述,由于膜分离技术具有其他工艺无法比拟的优势,其在水果加工上受到了生产企业的青睐,相关应用研究的报道也比较多[43]。
Toker等[44]发现经微滤和超滤澄清后的橙汁悬浮固体颗粒被去除,而可溶性固形物和酸得到了充分的保留。同样,微滤能够降低百香果汁的颜色和浊度[10,45]。Maktouf等[46]的研究也发现超滤能显著降低柠檬汁的浊度(99%)和黏度(98%),达到果汁的高度澄清。Bagci[47]在超滤澄清石榴汁的研究中发现,柠檬酸、苹果酸和奎宁酸等有机酸大部分得到保留,但抗氧化能力降低。Martínez-Lapuente等[48]研究了陶瓷膜微滤对葡萄酒中多糖和原花青素的影响,发现在提高澄清度的同时,多糖和原花青素得到了很好的保留。Arriola等[15]研究发现西瓜汁中的番茄红素、黄酮类化合物和酚类物质等生物活性物质的浓度随纳滤浓缩的不断进行而升高。Conidi等[37]利用超滤膜和纳滤膜对石榴汁中的酚类物质进行浓缩,有效地保留了较高比例(85%)的多酚。Ghosh等[49]用PSF膜微滤澄清印度黑莓汁,澄清度93.5%,浊度8.56 NTU(散射浊度单位),蛋白质和多酚保留率分别为92.11%和53.49%,表明微滤能获得高度澄清的印度黑莓汁且充分保留营养成分。Arend等[16]研究了PVDF膜对草莓汁中的酚类化合物的纳滤浓缩效果,结果发现浓缩汁中酚类物质的含量提高了99%。Díaz-Reinoso等[50]利用离心、微滤、超滤和纳滤组合技术对白葡萄酒酒糟中的酚类物质进行提取,得到含有45%没食子酸(抗自由基特性)酚类的提取液,证明膜分离技术能有效应用于生物活性化合物的加工。
膜分离技术广泛应用于水果加工领域,主要为以下几方面的研究:一是利用膜法对果品澄清;二是果汁浓缩;三是果汁/果酒中的生物活性物质的浓缩和提取。膜技术正在迅速发展,采用该技术对水果加工制品进行澄清和浓缩必将提高果品加工效率,改善产品质量,提高企业生产效益。
2.4 浓差极化
膜分离操作具有小分子物质透过而大分子溶质被截留的特点,在传质驱动力的作用下,溶质向膜对流,并逐渐在膜表面积累,导致膜表面附近溶液的浓度升高;同时,由于存在浓度梯度,溶质反向往溶液主体扩散。在对流和扩散的共同作用下,在边界层中形成一个垂直于膜方向的由料液主体到膜表面浓度逐渐提高的浓度分布层,这种现象即为浓差极化(图1)[58]。浓差极化会增加膜表面渗透压,Sablani等[59]认为,浓差极化会导致膜表面溶质的吸附及滤饼层的形成,最终导致膜通量的显著降低。因此,由于膜表面形成附着层而引起的膜污染与浓差极化密切相关。
在水果加工领域的研究中,普遍认为浓差极化与膜污染有内在联系。相同的是,二者都能使膜通量降低,且对小分子量溶质的截留率提高[26];不同的是,浓差极化为可逆过程,可通过改变设计和操作参数进行降低和消除,而膜污染通常为不可逆过程,可用加强预处理等手段来缓解,一旦污染,只能通过清洗恢复部分膜性能。浓差极化是膜分离过程中不可避免的现象,但通过适当的措施可有效减轻其对分离过程的影响,通常情况下,改变膜分离过程中的传质系数最为有效,如提高膜分离过程的进料液流速和温度、使用附加装置(湍流促进器、脉冲流供料装置、旋转式动态膜)、利用超声波或流化床等,均可提高溶质传质系数,减少浓差极化,提高膜通量[60]。
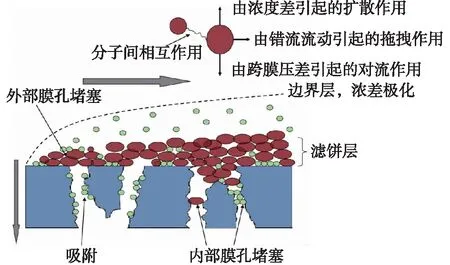
图1 果酒膜过滤过程中的污染机制[63]Fig.1 Fouling mechanism on the process ofmembrane separation of wine[63]
2.5 膜污染
膜分离过程的最大技术难题是膜污染。膜污染是指被处理物料的微粒、胶体粒子和溶质大分子由于与膜存在物化相互作用或机械作用而引起的膜表面或膜孔内吸附、堵塞,使膜产生通量与分离特性的不可逆变化现象[61]。膜污染的成因复杂,对于果酒类生物源流体,可能由于以下机制的单独或协同作用(图1):①浓差极化及滤饼的形成;②溶质在膜表面和孔壁的吸附;③膜孔的堵塞[62-63]。从污染物与膜结构的相对位置上来区分,膜污染又可以被分为膜内污染和膜外污染,膜内污染由小粒度颗粒或胶体因吸附或在空隙内堵塞引起;而膜外污染主要指由微粒、大分子或胶体聚合体的累积引起的膜孔口封堵或形成滤饼。果汁膜污染的机制受到诸多因素的影响:果汁组分、水力条件、膜的特性、果汁组分与膜界面的物化交互作用及果汁组分间的物化交互作用[45,64-66]。
国外已有不少关于葡萄酒微滤膜污染的研究[26,67-68]。De Andrade等[69]指出葡萄酒中的大分子物质导致了严重且不可逆的膜污染,严重程度与酒中胶体以及胶体聚合物的含量密切相关。在葡萄酒的自然pH下,少量多糖分子出现聚集,包括arabino-galactan type Ⅱ(AG-Ⅱ)和甘露糖蛋白[70]。与多糖相比,多酚与膜的亲和性更高,更易与膜发生吸附作用,因此多酚造成的膜污染与膜材料特性之间的关系更为紧密。多酚的吸附可能受到2种机制控制:与膜材料的极性相互作用(范德华相互作用和电子给体-受体相互作用)以及氢键作用[71]。基于葡萄酒中主要为多糖和多酚导致膜污染的这一基本认识,El Rayess等[9]分别分析了葡萄酒中的多糖(果胶和甘露糖蛋白)和多酚(单宁)的结垢倾向特性,发现污染倾向从大到小依次为果胶、单宁、甘露糖蛋白。此研究具有重要的学术意义,为我们研究其他水果加工制品的膜污染提供了方向和思路。
2.5.1 膜污染的表征
Nourbakhsh等[55]使用PVDF和MCE膜对李子汁进行澄清,通过扫描电子显微镜(SEM)图像分析认为滤饼层是膜污染的主要部分,不同膜孔大小形成的滤饼层在颗粒大小上不尽相同,不同跨膜压力下的SEM图像也显示,较低压力下的滤饼层厚度较小。Li等[81]利用SEM图像分析陶瓷膜过滤甘蔗汁后的膜污染情况(图2),并通过原子力显微镜(AFM)图像进一步描述了膜污染表面的三维形态特性,新膜和被污染的滤膜的表面的平均高度分别为39和8.5 nm。Gulec等[82]也做了类似的研究,分析了超滤苹果汁后的膜污染,利用AFM测量了膜表面的粗糙度,认为疏水性和粗糙表面的膜比亲水性和光滑表面的膜具有更低的抗污染能力。Warczok等[83]应用SEM研究了在苹果汁浓缩的过程中膜孔堵塞及膜表面颗粒堆积的情况,并利用AFM确定了膜的拓扑结构及苹果汁和梨汁浓缩前后平均孔径的变化。Saha等[84]用PS和PES膜对甘蔗汁进行过滤,利用SEM和傅里叶变换红外光谱(FT-IR)对受污染的滤膜进行分析,认为多糖、长链蛋白和一些酚类物质是污染的主要原因。

1—支撑层;2—过渡层;3—过滤层;4—污染层图2 陶瓷膜表面和截面的SEM照片[81]Fig.2 SEM micrographs of the ceramic membranesurface and cross-section[81]
2.5.2 膜污染的控制和清洗
膜污染的控制是从根本上杜绝或减轻分离过程中的膜污染,而清洗是在膜污染发生之后,高效地将其除去并还原膜的初始通量。
有效控制膜污染,一直是膜分离领域的核心研究内容之一。膜污染的控制可从进料液和膜分离过程两方面考虑。酶处理法广泛用于膜分离料液的预处理阶段[44,56],果胶酶可降解水果中的果胶,能有效降低果汁的黏度,减少过滤时滤膜表面形成的凝胶层,达到控制膜污染的效果[46]。此外,de Bruijn[85]等超滤澄清苹果汁时发现,酶制剂成功地水解了果胶、淀粉、纤维素和半纤维素等多糖,减少了溶液中的固形物,降低了膜污染程度。离心可被用于除去料液中的酶和大分子悬浮颗粒,有利于减少过滤中的膜孔堵塞和滤饼的形成[53]。研究显示,壳聚糖、明胶和膨润土也被用于预澄清果汁或果酒以减轻膜分离过程的污染负荷[44-45,54]。
另外,大量研究从提高膜表面剪切力的角度,通过提高流速[86-88],在膜组件中增加间隔区[89-90]、湍流促进组件(turbulence promoters)[91-93],抑或重新设计组建振动/旋转模块[67,94]来达到减轻膜污染的目的。也有研究通过超声波辅助过滤[95-96]、反冲或反洗(backpulsing of backflushing)[97-99]、脉冲式或反转式进料[100-101]、导入气泡(gas bubbling)[102-104]或流化微粒(fluidized particles)[105-106]等方式来减轻或清洗膜污染。另外,也有研究报道在错流过滤中膜表面远离进口端的压力损失会导致更为严重的膜污染,因此他们致力于恒定该过程中的跨膜压差以减少膜污染程度[107]。
Echavarría等[108]认为清洗方法可分为水力、机械和化学清洗3种,清洗方式的选择取决于膜组件结构、膜的耐化学性和污染类型。Li等[81]用自来水、1.0% NaOH和0.5% NaClO的混合溶液及0.5% HNO3清洗澄清甘蔗汁后的陶瓷膜,通量恢复率达到96.6%,这种清洗方法具有高效、可行性和可重复性高的特点。Madaeni等[109]比较了8种质量分数均为1%的清洗剂(HNO3、NH4Cl、NaOH、HCl、EDTA、NH3、CTAB、SDS)对污染膜的清洗效果,认为SDS是去除膜污染的最佳清洁剂,EDTA和NH3能够有效地与有机物反应从而达到去除膜污染的效果。
3 前景与展望
随着膜技术和设备的不断发展和完善,膜分离技术广泛应用于医药、化工、生物、食品、水处理等领域。在水果加工领域,膜技术主要用于果汁等产品的澄清、浓缩以及水果中重要营养成分的提取。膜分离过程效果稳定,可常温操作,无相变,最大限度地保留热敏性营养物质,保证果汁、果酒的品质,为企业带来可观的经济价值。
现代膜分离技术无论在理论还是应用中都需要进行大量的研究,未来膜技术发展可以从以下几个方面不断完善和创新:①不断完善已经应用生产的膜,研发新材料,进一步提高膜的性能、寿命、耐受性和适用范围。②加快膜技术理论、生产技术和膜污染机制的研究,推进实现膜技术的产业化。③在膜分离过程中,寻找突破口和可能性,加强膜技术和其他分离技术的集成工艺研究和应用。
膜技术正面临着巨大的机遇和挑战,有效解决发展过程中遇到的问题,可以使膜分离技术在水果加工领域中发挥更重要的作用。
猜你喜欢
酿酒科技(2022年4期)2022-05-05
科学家(2021年24期)2021-04-25
陶瓷学报(2020年3期)2020-10-27
建材发展导向(2019年5期)2019-09-09
天然产物研究与开发(2018年9期)2018-10-08
天然产物研究与开发(2018年5期)2018-06-13
现代营销·经营版(2016年5期)2016-05-14
浙江柑橘(2016年4期)2016-03-11
中成药(2014年9期)2014-02-28
